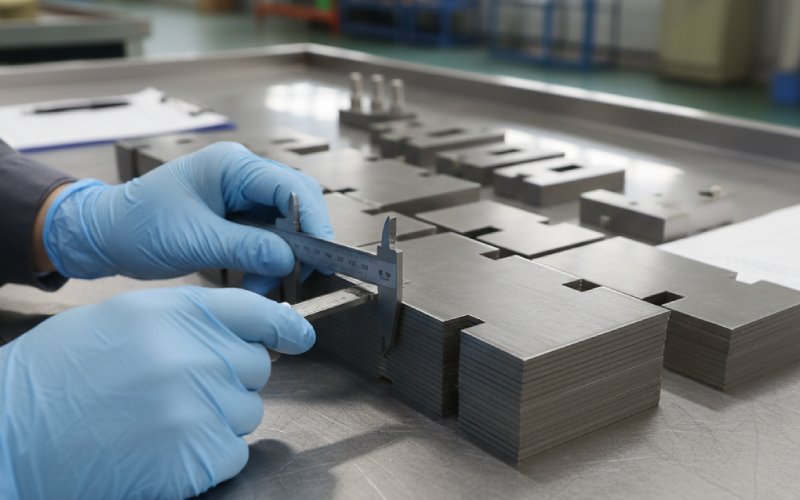
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Plan de calidad para laminaciones de transformadores: Fundamentos de APQP/PPAP
Si su laminados para transformadores Si se sigue un plan de calidad APQP y un PPAP real, se deja de discutir sobre pérdidas, ruido y repetibilidad. Simplemente se envía, se mide y se sigue reduciendo la dispersión. Esa es la clave.
Índice
Empieza por la física, no por las formas.
Las laminaciones de los transformadores son silenciosas cuando se controla la física: material, tensión, geometría, aislamiento, trayectoria de magnetización. El papeleo sirve para mantener visibles esas relaciones causa-efecto bajo presión, no para satisfacer una lista de verificación.
APQP ya le proporciona la estructura necesaria para hacerlo en el desarrollo de productos y procesos en un entorno de fabricación. PPAP actúa entonces como la prueba formal de que esta estructura realmente produce laminaciones que respetan el diseño, las especificaciones básicas y los objetivos de eficiencia energética en todo momento, no solo en un buen día.
En el caso concreto de las laminaciones de transformadores, el plan de calidad funciona cuando traduce estas herramientas abstractas en cosas muy comunes: qué bobina compraste, cómo la estampaste, cómo aliviaste la tensión, cómo la apilaste y cómo mediste el resultado en vatios, amperios y micrómetros.
Traducir las fases del APQP a la realidad de la laminación
Ya conoce las cinco fases del APQP, por lo que no es necesario volver a nombrarlas y explicarlas. Para las laminaciones, resulta útil reescribir cada fase con una sola pregunta directa. ¿Qué acero se nos permite utilizar? ¿Qué ventana de estampado y recocido mantiene realmente la pérdida en la banda? ¿Cómo sabremos si la prensa se ha desviado? ¿Qué mediciones estamos preparados para defender ante un auditor del cliente?
La tabla siguiente lo resume de forma concisa. No se trata de teoría, sino del esqueleto del plan de calidad que realmente se mantiene.
Enfoque de la fase APQP
Enfoque de laminación de transformadores
Resultados del plan de calidad que importan
Definición de cliente y producto
Objetivo principal del diseño, clase energética, objetivos de pérdida sin carga y corriente magnetizante, envolvente geométrica, expectativas de ruido y vibración, sistema de aislamiento.
Resumen del plan de calidad del producto, lista de características especiales para laminaciones y núcleos, alineación inicial sobre métodos de prueba y cantidades de muestras.
Diseño y desarrollo de productos
Geometría de laminación, patrón de solapamiento escalonado, tolerancias de ventanas y extremidades, grado de acero y clase de recubrimiento, métodos de apilamiento permitidos y conceptos de plantillas.
Dibujos y especificaciones congelados, marcas de características especiales en la impresión laminada y especificaciones básicas, FMEA de diseño alineadas con PFMEAs, planes de pruebas preliminares.
Diseño y desarrollo de procesos
Manipulación de bobinas, corte longitudinal, estampado, desbarbado, ciclo de recocido, recubrimiento cuando sea aplicable, secuencia de apilado y sujeción, estrategia de medición durante el proceso.
Diagrama de flujo del proceso que refleja realmente el taller, PFMEA con modos de fallo físicos (pérdida, rebaba, laminaciones en cortocircuito, zumbido del núcleo), borrador del plan de control que incluye planes de reacción.
Validación de productos y procesos
Capacidad en cuanto a pérdida en el núcleo, corriente magnetizante, dimensiones, altura de rebaba, resistencia del recubrimiento, factor de apilamiento; validación en múltiples bobinas y condiciones de herramientas.
Presentación del PPAP con estudios de capacidad, MSA sobre equipos de pérdida de núcleo y resistencia al recubrimiento, informes dimensionales completos sobre laminaciones y núcleos construidos en el peor de los casos, pruebas de funcionamiento a velocidad nominal.
Comentarios, medidas correctivas, mejoras
Comportamiento en el campo: ruido, puntos calientes, eficiencia; comportamiento en la producción: patrones de desechos, desgaste de herramientas, variabilidad de bobinas.
Lecciones aprendidas en ciclo cerrado, actualizaciones de los estándares de diseño, revisiones del PFMEA y del plan de control, actualización de los estándares de materiales y procesos incorporados en nuevas solicitudes de presupuesto y lanzamientos de APQP.
El manual oficial de APQP no dice nada sobre los ángulos de solape escalonado ni los umbrales de resistencia del recubrimiento, pero tu plan de laminación sí debe hacerlo. Ahí es donde te diferencias de la formación genérica sobre «herramientas básicas».
Elabora el plan de control sobre características especiales, no sobre columnas.
Un plan de control de laminación de transformadores se convierte fácilmente en una hoja de cálculo con más filas de las previstas. Esto se puede evitar comenzando con unas seis o siete características que realmente determinan el comportamiento del transformador: pérdida del núcleo a una inducción y frecuencia definidas, corriente magnetizante, altura de rebaba, dimensiones críticas, altura o peso de apilamiento, resistencia de aislamiento entre laminaciones y, en algunos segmentos, ruido en un punto de prueba definido.
Todas las demás características respaldan estas o existen para mantener la estabilidad estadística del proceso. Por lo tanto, el plan de control debe leerse casi como un argumento. Para cada característica especial, ¿qué paso del proceso influye más en ella, cómo se controla ese paso, qué se mide allí, qué sucede cuando se desvía? El PFMEA y el plan de control permanecen sincronizados porque ambos se refieren a los mismos modos de fallo físicos, y no a declaraciones genéricas del tipo «dimensión fuera de especificación».
La diferencia con muchos ejemplos de APQP en línea es sencilla: ellos se centran en la forma. Tú te centras en cómo una tira de acero eléctrico se convierte en un núcleo de baja pérdida de forma repetible.
Acero eléctrico y recubrimientos entrantes: cree el contrato aquí.
Todo lo que viene después depende de la calidad del acero y la uniformidad del recubrimiento. Las laminaciones de acero eléctrico comienzan como finas tiras laminadas en frío que se estampan o cortan para darles forma y luego se apilan en núcleos. El plan de calidad debe reflejar esto con una sección de entrada muy explícita.
Usted define qué normas acepta para el acero de grano orientado o no orientado, qué clases de pérdida, qué clases de recubrimiento y cómo puede ser la variación entre bobinas antes incluso de pensar en el estampado. Las referencias típicas son los grados IEC o ASTM y los sistemas de proveedores basados en la norma IATF 16949; muchos productores de acero laminado y eléctrico ya operan bajo estos esquemas.
Los elementos fundamentales de esta parte del plan son sencillos, pero innegociables. Uno: cómo se identifica y se rastrea cada bobina mediante el corte y el estampado. Dos: qué se verifica en la recepción de mercancías, además del certificado de fábrica: el espesor de la banda, el estado del recubrimiento, la comprobación de pérdidas básicas si se dispone de un comprobador de láminas individuales o Epstein, y en ocasiones incluso la resistencia del recubrimiento. Tercero, cómo reaccionar cuando estas comprobaciones fallan; no en una plantilla 8D, sino en términos de clasificación, segregación, comunicación y actualizaciones APQP.
Si no trata el acero entrante como parte de su propio APQP, estará dependiendo del plan de otra persona, que puede que entienda o no el comportamiento del transformador tal y como esperan sus clientes.
Estampado y mecanizado: donde realmente comienza la mayor parte de la variación.
Las prensas de alta velocidad crean laminaciones a una velocidad que el resto del papeleo APQP no puede igualar. El desgaste de las herramientas cambia la altura de las rebabas, la geometría y los patrones de tensión locales de formas que se reflejan directamente en la pérdida de núcleo y el ruido. Su plan de calidad debe asumir que las condiciones de la prensa son la principal variable diaria, más que la materia prima, una vez que la familia de aceros se ha estabilizado.
En lugar de largos párrafos sobre el control genérico de procesos, escriba cómo detecta la deriva en la prensa. Esto podría ser un plan de muestreo definido de la altura de las rebabas, comprobaciones dimensionales de las características que son sensibles al desgaste de la matriz o incluso las firmas acústicas de la carrera de la prensa si prefiere métodos más avanzados. Los estudios de capacidad en PPAP deben tratar estos aspectos como características clave, no como ideas secundarias añadidas a la presentación.
El diagrama de flujo del proceso solo es útil aquí si muestra realmente los bucles reales: mantenimiento de herramientas, pruebas de impacto, inspección inicial y aprobaciones para iniciar el estampado en masa. Si estos flujos se editan para simplificarlos, el PFMEA y el plan de control hablarán de un proceso fantástico.
Recocido y alivio de tensiones: relacionar recetas con pérdidas
El recocido para aliviar tensiones convierte el acero eléctrico estampado en algo más cercano a los valores de la ficha técnica. El diseño del ciclo, los patrones de carga en el horno y el control de la atmósfera determinan conjuntamente el grado de aproximación que se consigue. El plan de calidad APQP debe tratar el recocido como un proceso especializado, con su propia lógica de cualificación, y no solo como un paso intermedio entre el estampado y el apilado.
Para muchos proveedores de laminación, tiene sentido tomar prestadas las normas de evaluación de hornos utilizadas en el tratamiento térmico de automóviles y adaptarlas a métricas orientadas a los transformadores. Se define la receta, se califica con cupones de prueba o núcleos de prueba y se fijan los parámetros clave en el plan de control. A continuación, se conecta eso con los resultados reales de pérdida de núcleo y corriente magnetizante en las ejecuciones de PPAP, para demostrar que la combinación de estampado y recocido es estable.
Cuando cambian las bobinas, el diseño de los moldes o la geometría del núcleo de forma significativa, esta es una de las primeras áreas que se revisan en el plan de calidad. Esa revisión debe ser automática, no motivada por una queja.
Apilado y construcción del núcleo: controle el montaje, no solo la lámina.
Una laminación perfecta puede acabar en un transformador ruidoso o ineficiente si el apilamiento y la sujeción son inconsistentes. Los patrones de solapamiento, las longitudes de solapamiento, el factor de apilamiento y la presión de sujeción afectan a la distribución del flujo y al ruido. Nada de esto le sorprende, pero a menudo se oculta en las instrucciones de trabajo en lugar de en el plan de calidad formal.
Incorpórelo al APQP. Trate el apilamiento como un proceso con características especiales, no solo como un montaje. Defina qué significa «patrón correcto» en términos cuantificables, cómo lo verifican los operarios durante la fabricación y cómo se organizan las laminaciones entrantes para respaldarlo. A continuación, decida qué es lo que realmente se mide en los núcleos acabados en producción: masa, dimensiones, quizá una prueba rápida de detección de pérdidas en los núcleos antes de que estos salgan de la planta de laminación.
Si su organización fabrica transformadores completos, la transferencia entre la planta de laminación y el montaje de transformadores también debe describirse en el plan de control APQP. No basta con decir «núcleos probados en la prueba final del transformador» si esa es la primera vez que alguien comprueba si el proceso de laminación se mantuvo bajo control.
PPAP que habla el lenguaje de los transformadores
La mayoría de los paquetes PPAP parecen similares a simple vista: registros de diseño, flujo de procesos, PFMEA, plan de control, MSA, capacidad, muestras iniciales y el resto. En el caso de las laminaciones de transformadores, la diferencia radica en la cantidad de contenido que se refiere explícitamente al rendimiento electromagnético y no solo a la geometría.
Los registros de diseño deben estar directamente relacionados con las especificaciones básicas: dimensiones de ventanas y extremidades, patrones de solapamiento escalonado, grado de acero y clase de recubrimiento especificados de manera que se puedan rastrear hasta la hoja de datos y las normas del fabricante del acero. Los diagramas de flujo y los PFMEAs deben enumerar los modos de fallo como «pérdida del núcleo por encima de X W/kg a Y T, Z Hz», «corriente magnetizante por encima del límite a la tensión nominal», «ruido audible por encima del nivel acordado», «laminaciones en cortocircuito debido a un recubrimiento dañado» como elementos principales, no como notas al pie.
El plan de control presentado con el PPAP debe leerse casi como un plan de pruebas para esos modos de fallo. En él se indica qué pasos del proceso los controlan, qué mediciones se realizan y con qué frecuencia, cuáles son los planes de reacción y cómo se mantiene la trazabilidad desde la bobina hasta el paquete de laminillas y el núcleo del transformador. Los estudios de capacidad deben incluir, cuando sea posible, pruebas estadísticas sobre la pérdida del núcleo y las dimensiones críticas, y no solo una larga lista de dimensiones menores que son fáciles de mantener.
Cuando su PPAP cuenta esta historia con claridad, los ingenieros de calidad del cliente pueden leerla y ver cómo el proceso de producción protege su intención de diseño, sin tener que adivinar cómo se relaciona la física de la laminación.
Estrategia de medición: resistir la tentación de medir lo que es fácil.
Muchos planes de calidad de laminación se inclinan hacia una metrología dimensional exhaustiva y pruebas funcionales muy ligeras. Es comprensible, ya que las máquinas de medición por coordenadas (CMM) son cómodas y los comprobadores de pérdidas en el núcleo son más lentos, ruidosos y, en ocasiones, engorrosos. Pero a los transformadores no les importa si una pequeña ranura no crítica está perfectamente centrada; lo que les importa son las pérdidas, la corriente de excitación, el ruido y el ajuste.
Una estrategia de medición práctica en los resultados de APQP suele tener dos niveles. Un nivel son las pruebas funcionales que demuestran que el proceso sigue produciendo núcleos de buena calidad: pruebas de pérdida de núcleo en frecuencias de muestra e inducciones definidas, comprobaciones de la corriente magnetizante, comprobaciones básicas del ruido cuando este es crítico. El otro nivel son los indicadores del proceso que son más fáciles de medir a alta frecuencia y que están bien correlacionados con esos resultados funcionales: altura de las rebabas, espesor de la banda, dimensiones clave, resistencia eléctrica simple entre laminaciones, métricas de supervisión de la prensa.
El trabajo de MSA debe centrarse primero en la capa funcional, ya que es ahí donde los sistemas de medición deficientes causan más daño. Una prueba de pérdida de núcleo con poca repetibilidad o influencia del operador confundirá todos los cálculos de capacidad que dependan de ella, y su PPAP parecerá mejor sobre el papel que en la realidad.
Mantener el plan vivo en la planta de producción
Un plan de calidad que solo existe como un conjunto de documentos APQP y PPAP es frágil. La gente recuerda los atajos, no los párrafos. El entorno de laminación es ruidoso, rápido, a veces caluroso, con una presión de producción que no espera a la revisión del SQE.
Por lo tanto, el plan debe estar presente en las rutinas diarias. Las aprobaciones de la primera pieza en la prensa deben reflejar los controles del plan de control. Límites y reacciones claros en la inspección del acero entrante. Auditorías periódicas por niveles que planteen preguntas sencillas como «muéstreme cómo sabe que esta altura de rebaba es aceptable» o «de qué bobina procede esta pila». Ciclos de retroalimentación rápidos cuando una estación de pruebas de transformadores muy aguas abajo detecta una desviación en la pérdida del núcleo o el ruido.
Nada de esto es original, pero incluirlo en el plan de control APQP y mantenerlo actualizado obliga a mantener la coherencia. También simplifica mucho las auditorías de los clientes, ya que todas las preguntas pueden responderse mostrando cómo las rutinas de la planta se relacionan con el plan documentado.
Patrones típicos de fallos y cómo APQP debería detectarlos
Observe sus últimos problemas graves relacionados con laminaciones y núcleos. Reconocerá patrones. Pérdidas ligeramente superiores al objetivo en determinados puntos de tensión, mayor ruido en potencias específicas de transformadores, puntos calientes locales en infrarrojos, problemas de ajuste mecánico en tanques estrechos, deterioro del recubrimiento tras ciclos de secado agresivos, a veces incluso mezclas de envíos entre conjuntos de laminaciones similares.
Cada uno de estos, si se analiza, suele corresponderse con una pequeña deficiencia en APQP o PPAP. Una característica especial que falta, una definición débil de las especificaciones de entrada para el acero, un cambio en el recocido que no se ha tratado como un cambio significativo en el proceso, una variación en el apilamiento que no se ha tenido en cuenta en las instrucciones de trabajo, un estudio MSA que se ha omitido para un calibre crítico.
Tu plan de calidad mejora cuando abordas estas cuestiones de forma rutinaria y te planteas una pregunta sencilla: ¿en qué parte de los artefactos APQP y PPAP debería haber sido visible esto? A continuación, anotas la respuesta para futuros proyectos. Con el tiempo, los conocimientos específicos sobre laminación se acumulan en el plan, en lugar de en las mentes de los ingenieros individuales.
Una plantilla breve que realmente puedes reutilizar.
Si desea una forma sencilla de aplicar esto en su próximo proyecto de laminación sin tener que reescribir todo su sistema, puede pensar en cuatro pasadas a través del mismo plan.
Antes de la solicitud de presupuesto, usted documenta lo que necesita de los proveedores de acero, qué métodos de prueba aceptarán usted y el cliente para las pérdidas y la corriente magnetizante, y cómo definirá las características especiales en los planos. Al congelar el diseño, bloquea la geometría y el patrón de solapamiento con suficiente detalle para que los ingenieros de procesos puedan diseñar el estampado y el apilamiento sin suposiciones. Antes de enviar el PPAP, verifica que el PFMEA, el plan de control y los planes de prueba traten la pérdida de núcleo, el ruido y el comportamiento del recubrimiento como elementos de primera clase. Después del SOP, trata cada problema grave como un experimento para mejorar el plan para el próximo lanzamiento, no solo como un problema de contención.
Los manuales oficiales llaman a esto «mejora continua». En una planta de laminación, es simplemente la costumbre de no desperdiciar la experiencia ganada con tanto esfuerzo.
Notas finales
Un plan de calidad para laminaciones de transformadores no consiste tanto en inventar nuevas herramientas como en utilizar APQP y PPAP de una manera que respete la física de los transformadores y la realidad de la producción al mismo tiempo. Cuanto más hablen sus documentos de vatios, amperios, rebabas y bobinas, y menos utilicen frases genéricas, más cerca estará de su objetivo.
Si su próximo proyecto termina con un PPAP en el que la presentación parece una descripción concisa y honesta de cómo el acero se convierte en núcleos estables en su planta, entonces el plan está funcionando. El resto consiste en ejecutarlo todos los días y reducir silenciosamente la variación ciclo tras ciclo.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.