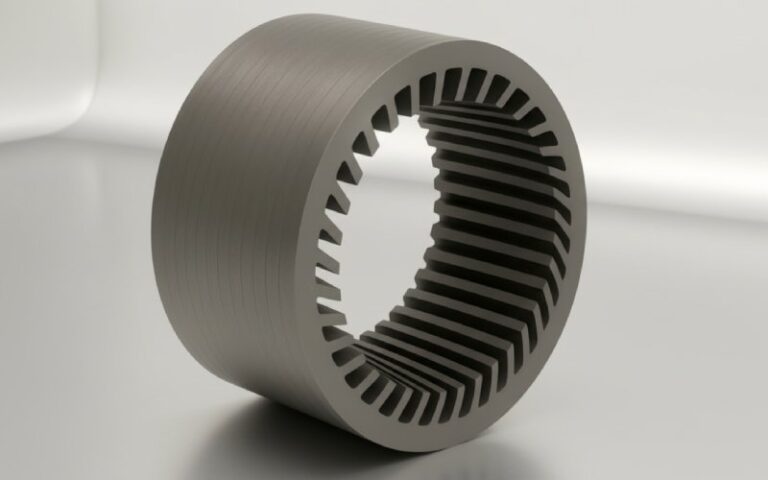
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
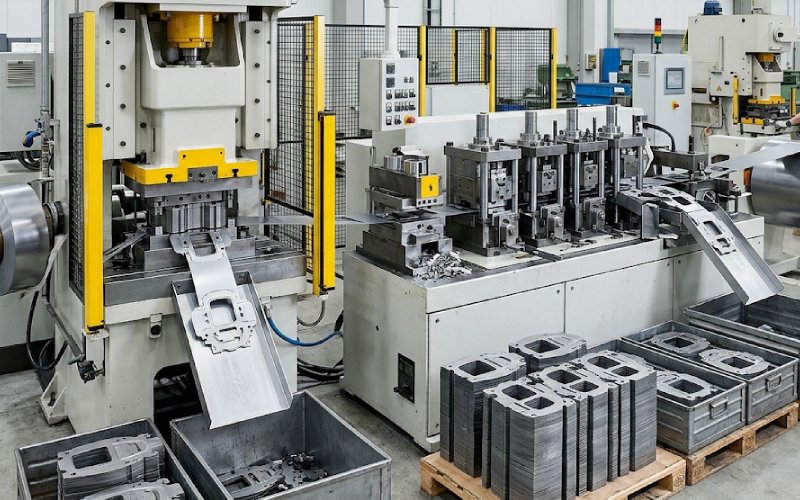
Estampación compuesta frente a estampación progresiva para pilas de laminación
La mayoría de las comparaciones se detienen en el coste de las herramientas y la tasa de producción. Esa es la parte fácil. La parte difícil es la que aparece después: daños en los bordes de corte, unión de pilas, desviación de planitud y el salto silencioso en la pérdida de núcleo cuando la línea ya está aprobada. Para pilas de laminación, la elección del troquel no es sólo una decisión de la sala de prensas. Se filtra en el rendimiento del motor.
Respuesta rápida: Elija estampación progresiva cuando la demanda es estable, el troquel necesita múltiples funciones secuenciadas y el enclavamiento en el troquel o el flujo de pilas automatizado forman parte del plan. Elija estampado compuesto Cuando la planitud importa más, la laminación es mayor, el programa sigue cambiando o, de todos modos, la pila se unirá fuera de la matriz. El verdadero compromiso no es sólo la velocidad. Es la condición del borde más el método de ensamblaje de la pila.
Índice
Diferencias clave entre estampación compuesta y progresiva
El estampado compuesto termina las características clave de una sola vez. El estampado progresivo reparte el trabajo entre varias estaciones mientras la banda avanza por la matriz. Esta diferencia básica determina casi todo lo demás: el coste del utillaje, el nivel de automatización, la secuenciación de las características, la carga de preparación y la cantidad de variación que puede acumularse antes de que el laminado salga de la prensa.
Para las pilas de laminación, sin embargo, la división significativa es un poco menos ordenada. Compuesto tiende a simplificar el impacto. Progresivo tiende a simplificar el sistema en torno al impacto. Uno favorece la finalización de la pieza en un solo evento. El otro favorece el flujo, la repetibilidad y la gestión integrada de pilas una vez que el volumen es real.
Ventajas de la estampación compuesta para laminados
El estampado compuesto suele tener sentido cuando se desea que el laminado en sí permanezca limpio, plano y predecible. Una sola pasada significa menos transferencias de estación a estación dentro de la matriz, menos dependencias de alineación y menos lugares en los que los problemas de progresión de la banda puedan afectar a la pieza. En los programas en los que la planitud de la pieza y la uniformidad entre las características son más importantes que la automatización de toda la línea, éste sigue siendo un argumento de peso.
También suele ser más fácil de justificar pronto. El utillaje es más sencillo. La instalación es más ligera. Los cambios de diseño afectan menos. Esto es importante cuando la geometría del rotor o el estator aún no está totalmente congelada, o cuando el volumen anual no es lo suficientemente alto como para amortizar una matriz más complicada sin lamentarlo. La elección no es glamurosa. Simplemente es más barato cambiar de dirección antes del lanzamiento.
Hay otro caso en el que el compuesto vuelve a aparecer en el debate: las laminaciones más grandes o los diseños que dejan de parecer elegantes una vez que la utilización de tiras y el recuento de estaciones se llevan demasiado lejos. En ese momento, un enfoque más sencillo de un solo golpe puede ser el camino más seguro, incluso si el número de producción bruta en papel parece inferior. No siempre es así. Con bastante frecuencia.
Ventajas de la estampación progresiva para pilas de laminación
La estampación progresiva es la más adecuada cuando el programa de laminación es realmente un programa de automatización. Se pueden secuenciar múltiples operaciones en un troquel. Se controla la transferencia de bandas. El registro de características se gestiona de estación a estación. Para laminaciones pequeñas y medianas con ciclos de producción largos y estables, el estampado progresivo es difícil de superar.
Aquí es donde las matrices progresivas se ganan su precio. No sólo en la velocidad de carrera, sino en lo que permiten combinar: perforación, corte, conformado y funciones relacionadas con la pila en un proceso continuo. Si el enclavamiento forma parte del concepto de pila, el estampado progresivo resulta aún más atractivo porque la estación final puede alimentar directamente la formación de la pila en lugar de empujar el trabajo aguas abajo.
La trampa es familiar y aún así fácil de subestimar. Cada estación añadida es un lugar más para que el desgaste, la sensibilidad a los errores de alimentación, el comportamiento de la chatarra, el crecimiento de rebabas o la alteración del revestimiento se acumulen silenciosamente. La pieza puede seguir siendo dimensionalmente aceptable mientras que la penalización magnética empeora. Se trata de un modo de fallo muy normal en el trabajo de laminación.
Cómo los daños por corte cambian la decisión
Esta es la parte que demasiadas entradas de blog se saltan. Para las laminaciones, el borde cortado no es un detalle cosmético. El punzonado crea una deformación plástica cerca del borde, y esa deformación cambia el comportamiento magnético y aumenta la pérdida de hierro. El desgaste de la herramienta empeora el daño. Las rebabas tampoco se quedan en una nota de dibujo; pueden convertirse en puentes eléctricos entre láminas y empezar a costar eficiencia en la pila acabada.
Así que cuando alguien dice que progresivo es más rápido, o compuesto es más simple, bien. Es cierto. Pero esa no es la decisión completa. La mejor pregunta es qué ruta le ofrece un control más estricto de la zona del filo dañado durante la vida útil real de la herramienta que planea utilizar. A veces, el ganador sobre el papel pierde cuando los punzones envejecen.
Cómo afectan los métodos de unión de pilas a la elección del estampado
La unión en pila debe formar parte de la decisión del proceso desde el principio, no ser una nota posterior. El remachado, el entrelazado y la soldadura pueden provocar daños locales, tensiones residuales o contactos eléctricos entre capas que aumenten las pérdidas. El enclavamiento también puede alterar localmente las trayectorias de flujo. La soldadura puede añadir efectos térmicos que no aparecen en una simple comprobación dimensional.
Esto cambia la elección entre compuesto y progresivo más de lo que la gente espera. Si la pila depende del enclavamiento dentro de la matriz, la estampación progresiva suele ser más lógica porque la arquitectura de la matriz ya permite controlar la secuencia y la formación de la pila. Si la pila se va a pegar o unir fuera de la matriz para proteger el aislamiento entre las hojas, el compuesto vuelve a ser más competitivo. Diferente lógica de línea. Diferente forma de riesgo.
Tabla comparativa entre estampación compuesta y progresiva
Punto de decisión
Estampación compuesta
Estampación progresiva
Significado para las pilas de laminación
Inversión en herramientas
Normalmente inferior
Normalmente más alto
El compuesto es más fácil de justificar para programas inestables o de menor volumen; el progresivo necesita volumen para amortizarse.
Complejidad de las herramientas
Diseño de troqueles más sencillo
Diseño de estaciones múltiples más complejo
La progresividad aporta más integración, pero también más variables que controlar.
Ajuste de la producción
Volumen bajo a medio, diseño aún en movimiento
Producción estable y de gran volumen
Progressive gana cuando el proceso permanece fijo el tiempo suficiente para explotar la automatización.
Control de planicidad
A menudo más resistente porque la pieza se fabrica de una sola vez
Puede ser excelente, pero depende del control de la estación
Si la planitud es la primera preocupación, el compuesto suele partir con ventaja.
Secuenciación de características complejas
Limitado en comparación con el flujo multipuesto
Fuerte
Progressive maneja mejor las funciones escalonadas y los detalles relacionados con las pilas.
Enclavamiento en el troquel / flujo de pila
Menos natural
Ajuste fuerte
La progresiva suele ser la vía más eficaz cuando el enclavamiento se produce en la matriz.
Riesgo de condición de borde a largo plazo
Menos estaciones internas, trayecto más sencillo
Más posibilidades de deriva por desgaste
En ambos casos, el filo de corte importa, pero los recorridos largos de varias estaciones necesitan un control más estricto del desgaste.
Mejor caso de uso
Laminados más grandes, piezas más planas, programas en evolución
Laminaciones pequeñas y medianas, producción en serie estable
La elección del troquel debe seguir la madurez del programa, no sólo el objetivo SPM.
Cómo elegir entre estampación compuesta y progresiva
Elija el estampado compuesto cuando la pieza es grande, la planitud no es negociable, la geometría puede cambiar o la pila se unirá, soldará o ensamblará de otro modo después del troquelado. En estos casos, una menor complejidad de la matriz y una revisión más sencilla suelen ser más importantes que la máxima integración de líneas.
Elija la estampación progresiva cuando la pieza se dirige a una tirada larga y estable y el proceso se beneficia de múltiples operaciones secuenciadas, transferencia automatizada y funciones de apilado en el troquel. Esta suele ser la respuesta más limpia para programas de laminación maduros en los que el volumen es real y el concepto de apilado ya está asentado.
Pausa antes de decidir si la discusión sobre el aprovisionamiento se centra únicamente en el precio de las piezas, el precio de las matrices o la tasa de carrera nominal. Suele ser una señal de que la pila aún no se ha evaluado desde el punto de vista adecuado. En el caso de los laminados, las últimas sorpresas proceden de la degradación de los bordes, el comportamiento de las rebabas, el diseño de las juntas y el desgaste de las herramientas. No del resumen de las diapositivas.
PREGUNTAS FRECUENTES
¿Es siempre mejor la estampación progresiva para pilas de laminación de gran volumen?
Por lo general, sí. Pero sólo cuando el volumen es lo suficientemente estable como para justificar una matriz más compleja y cuando el proceso se beneficia realmente de las estaciones secuenciadas o del enclavamiento en la matriz. Un volumen elevado por sí solo no lo justifica todo.
¿Es mejor el estampado compuesto para laminaciones planas?
A menudo, sí. Dado que la laminación se produce en una sola pasada, el estampado compuesto suele ofrecer una trayectoria más limpia hacia la planitud y la consistencia de las características. Esta ventaja es mayor cuando la unión posterior ya está prevista fuera de la matriz.
¿Cuál es el mayor riesgo técnico que la gente pasa por alto al comparar ambos?
Daños en el filo de corte. El punzonado deforma la zona del borde, aumenta la pérdida de hierro y se vuelve más sensible a medida que aumenta el desgaste de la herramienta. Las rebabas también pueden crear caminos cortos entre capas en la pila. Este problema no siempre aparece en una inspección dimensional básica.
¿Afectan realmente los métodos de unión a la decisión de estampado?
Sí. La unión, el remachado y la soldadura pueden cambiar el comportamiento de las pérdidas y las condiciones magnéticas locales en la pila acabada. Si la unión forma parte del problema de rendimiento, debe incluirse en la decisión sobre la matriz desde el principio, no después del suministro.
¿Cuándo debe un fabricante pasar del estampado compuesto al estampado progresivo?
Suele ocurrir cuando se dan tres circunstancias: la geometría es estable, la demanda anual es lo bastante alta como para soportar el coste de la matriz y el concepto de pila se beneficia de las operaciones integradas en la matriz. Si falta uno de estos factores, el cambio puede adelantarse uno o dos años. A veces más.
¿Qué debe comprobarse además de las dimensiones durante la validación del proceso?
Como mínimo: tendencia de las rebabas, efecto del desgaste de la herramienta en el borde cortado, perturbación del aislamiento cerca del borde y cómo el método de unión elegido cambia el comportamiento de la pila. En el caso de las pilas de laminación, es ahí donde el proceso empieza a decir la verdad.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.