Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Devanados concentrados frente a distribuidos: cómo cambia la geometría de laminación
Cuando un cliente dice: “Podemos pasar de un bobinado distribuido a uno concentrado, pero manteniendo básicamente la misma pila de laminación”, suele ser entonces cuando el dibujo empieza a desviarse.
Porque la elección del bobinado no se queda en el cobre. Se traslada al acero.
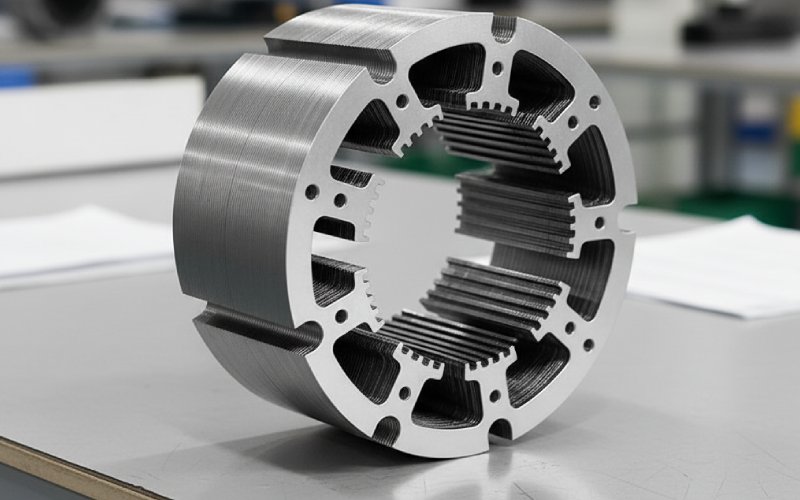
Para pilas de laminación, El verdadero cambio no es académico. Aterriza en el área de la ranura. Anchura del diente. Forma de la punta del diente. Reserva del dorso. A veces segmentación. A veces desviación. A veces nada dramático a primera vista, luego un pequeño cuello de botella de flujo convierte toda la pila en un problema térmico.
Así es como lo vemos en la fábrica.
Índice
El primer error: tratar la elección del devanado como una decisión exclusiva del devanador
Si cambia la topología del devanado, el laminado del estator la geometría tiene que ser reequilibrada. No siempre redibujada desde cero. Pero reequilibrada, sí.
Un bobinado concentrado suele empujar el diseño hacia un patrón de carga magnética más local alrededor de cada diente. Las vueltas finales se acortan, lo que es útil, pero el acero activo tiene que absorber ahora un conjunto diferente de compromisos. Los márgenes de saturación local importan más. El contenido armónico importa más. Las decisiones sobre la apertura de las ranuras dejan de ser cosméticas.
Un bobinado distribuido reparte la acción magnética entre más ranuras. El campo del entrehierro suele ser más limpio. La geometría se vuelve menos sensible en un lugar y más restringida en otro. Se gana suavidad, pero se paga con espiras más largas, más cobre fuera de la pila y, a menudo, menos libertad en la inserción de la bobina y el embalaje aislante.
Así que la pila de laminación cambia de cualquier manera. La única pregunta es dónde.
Qué cambia realmente en la pila de laminación
En la mayoría de los programas, vemos que primero se mueven cinco zonas geométricas.
1. El área de la ranura deja de ser un número neutro
Con los bobinados concentrados, los equipos suelen esperar que las espiras más cortas de los extremos resuelvan por sí solas el lado del cobre. A veces es así. A veces, simplemente crean espacio para empujar más la densidad de corriente, lo que significa que la ventana de ranura se utiliza de forma más agresiva. Entonces el laminado se ve obligado a decidir quién pierde espacio: el diente, la plancha trasera o el margen de aislamiento.
Con bobinados distribuidos, el área de la ranura sigue siendo crítica, pero la presión de la geometría es diferente. La ranura forma parte de un patrón magnético más amplio, no de un solo diente. Esto suele dar lugar a una distribución de flujo más tolerante dentro de la pila, mientras que la penalización del cobre se desplaza fuera del núcleo hacia voladizos de bobina más largos.
La cuestión práctica es sencilla: una superficie de ranura idéntica no significa un comportamiento de laminación equivalente tras un cambio de bobinado.
2. La anchura de los dientes se convierte en una palanca de control magnética
En los estatores de bobinado concentrado, el diente está ocupado. Transporta la bobina. Da forma a la permeancia local. Reacciona más a las decisiones de la punta del diente. Si el diente es demasiado estrecho, el diseño puede parecer correcto con carga nominal y doblarse con sobrecarga o en las curvas de debilitamiento del campo. Si el diente es demasiado ancho, el relleno de la ranura y el esfuerzo de inserción empiezan a empujar hacia atrás.
Así que no dimensionamos el diente sólo a partir del relleno de la ranura. Primero lo dimensionamos a partir del margen de densidad de flujo local y, a continuación, vemos cuánto cobre puede aceptar la ventana sin que la pila se convierta en un quebradero de cabeza de estampado o bobinado.
Las laminaciones de bobinado distribuido son diferentes. El conjunto de dientes funciona más como un grupo que como dientes aislados de alto rendimiento. Esto suele reducir la tensión local en la punta del diente, pero no significa que la geometría del diente pueda relajarse. Significa que la anchura del diente y el paso de la ranura deben mantenerse alineados con los objetivos del factor de bobinado, el comportamiento de vibración y la estructura de aislamiento que la producción puede mantener realmente.
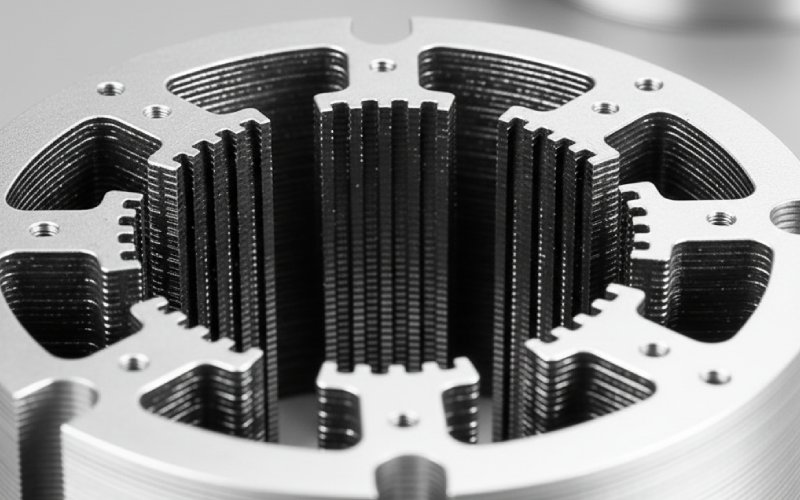
3. La geometría de los dientes importa más de lo que muchos dibujos admiten
Muchos dibujos de estátores muestran la punta del diente como si fuera el extremo del diente. No es así. Es un elemento de conformación del campo.
En las pilas de laminación de devanados concentrados, los pequeños cambios en las puntas de los dientes pueden alterar el inicio de la saturación, las fugas en las ranuras, el comportamiento del cogging y el acoplamiento armónico al rotor. No por poco. Lo suficiente como para cambiar si el motor funciona aceptablemente en todo el rango de servicio o sólo se ve bien en una isla de funcionamiento.
Por eso prestamos mucha atención:
anchura de la punta del diente,
anchura de apertura de la ranura,
radio de la punta del diente,
y la coherencia de estos detalles en toda la altura de la pila.
Los diseños de bobinado distribuido suelen ser menos puntiagudos en este caso, pero siguen sin ser gratuitos. Una abertura de ranura más ancha puede ayudar a resolver un problema de fabricación y, al mismo tiempo, crear otro electromagnético. Una abertura estrecha puede favorecer la forma del campo y complicar la inserción del bobinado o el control del revestimiento de la ranura.
Por tanto, la punta del diente no es un detalle de limpieza. Forma parte de la geometría principal.
Cómo los devanados concentrados suelen impulsar la geometría de laminación
Este es el patrón que vemos más a menudo en los programas de bobinado concentrado.
La pila empieza a moverse hacia una geometría centrada en el diente. Trabajo magnético más amplio por diente. Mayor sensibilidad a la apertura de ranuras. Mayor interés por los conceptos de estator segmentado. Mayor presión en las comprobaciones de saturación local. Y más atención a la pérdida de armónicos en el lado del rotor, porque el devanado no proporciona un campo suave de forma gratuita.
Eso no significa que el bobinado concentrado sea la opción de “alta saturación” por defecto. Mala redacción. Lo que significa es que la geometría tiene menos espacio para ser casual. Una característica del diente puede cambiar varias salidas a la vez.
En la práctica, las pilas de laminación de bobinado concentrado suelen beneficiarse de:
control más estricto del perfil de la punta del diente,
una revisión más detallada del espesor de la plancha trasera cerca del pico de carga,
ajuste deliberado de la apertura de ranuras en lugar de copiar y pegar las dimensiones,
y rutas de fabricación que admiten un alto factor de relleno sin distorsionar el diente.
Aquí es también donde las pilas de laminación segmentada resultan más atractivas. No como tendencia. Como respuesta de producción. Si la estrategia de bobinado premia las vueltas cortas y el alto relleno, un estator segmentado puede dejar de parecer opcional.
Cómo los devanados distribuidos suelen impulsar la geometría de laminación
El bobinado distribuido cambia la pila de forma más tranquila, pero no más barata.
El laminado suele tener más ranuras, una carga magnética efectiva más estrecha por diente y un campo circunferencial más uniforme. Esto favorece la calidad de la forma de onda y suele reducir la cantidad de trucos geométricos necesarios para controlar la tensión magnética local.
Pero entonces el paquete de cobre se expande fuera del núcleo. La longitud de la vuelta final aumenta. La masa de cobre aumenta. El espacio de montaje cambia. Las decisiones térmicas van más allá del laminado, pero éste sigue teniendo que tener la geometría de ranura adecuada para la inserción, el aislamiento y la rigidez de la pila.
Así que las pilas de bobinado distribuido a menudo terminan con:
repetibilidad de ranuras más estricta en muchas ranuras,
más sensibilidad a la tolerancia de estampación acumulada,
menor tolerancia al riesgo de aislamiento relacionado con las rebabas,
y más tiempo de diseño dedicado a equilibrar la suavidad electromagnética con la fabricabilidad del bobinado.
Es un sistema más suave. No más sencillo.
Una comparación directa para el diseño de pilas de laminación
Problema de geometría
Tendencia al bobinado concentrado
Tendencia del bobinado distribuido
Qué hacemos en laminación
Prioridad de la ventana de ranura
Normalmente se empuja más fuerte por diente
Compartidas en un conjunto más amplio de franjas horarias
Vuelva a comprobar el área de la ranura utilizable, no el área de la ranura nominal
Anchura del diente
A menudo necesita un mayor margen de saturación local
Por lo general, la carga es más uniforme
Diente de tamaño del margen de flujo primero, bobinado después
Diseño de punta
Alta sensibilidad a la apertura de la ranura y a la forma de la punta
Sigue siendo importante, pero suele ser menos brusco
Bloquee la anchura/radio de la punta con antelación y protéjala en el utillaje
Plancha trasera / canesú
Se puede comprimir cuando el área de la ranura crece rápidamente
A menudo más fácil de estabilizar magnéticamente
Validar la reserva del yugo en la sobrecarga, no sólo en el punto base
Paquete de giro final
Más corto y compacto
Más largo, más pesado
Tratar la pila activa y el paquete de giro final como un único compromiso
Exposición armónica
Suele ser mayor, sobre todo si la elección de ranura o polo es mala
Normalmente inferior
Ajuste de la apertura de la ranura, la inclinación y la geometría local antes de la congelación del utillaje
Ruta de fabricación
La segmentación puede resultar atractiva
Las pilas convencionales de anillo completo suelen seguir siendo viables
Adaptar la arquitectura de laminación al proceso de bobinado, no al revés
La parte que muchos compradores pasan por alto: la geometría de laminación también sigue al proceso de bobinado
Algunas decisiones sobre geometría son electromagnéticas. Otras, de producción. La mayoría son ambas cosas.
Una pila de bobinado concentrado puede parecer eficiente sobre el papel, y luego fracasar comercialmente porque la forma del diente es demasiado frágil en el estampado, o porque la construcción de la pila crea demasiada variación en la abertura de la ranura, o porque la ubicación de enclavamiento elegida roba acero del lugar equivocado.
Una pila de bobinado distribuido puede parecer conservadora, y luego tener un rendimiento inferior en la fabricación porque el número de ranuras empuja el apilamiento de tolerancia, o porque el método de inserción de bobinado fuerza un perfil de ranura que nunca se revisó para la vida útil de las herramientas.
Por eso revisamos las pilas de laminación con la ruta sinuosa de la sala. Siempre. Inserción manual, bobinado con aguja, bobinas preformadas, bobinado con dientes segmentados, pila soldada, pila pegada, pila entrelazada. Estas no son notas descendentes. Cambian el acero.
Lo que solemos decir a los clientes antes de congelar el plano de laminación
Si estás evaluando devanados concentrados frente a distribuidos, la pregunta más rápida no es “¿qué devanado es mejor?”.”
Es éste:
¿Qué penalización por geometría puede controlar mejor en la producción?
Si su programa puede gestionar la sensibilidad local del diente, la limpieza armónica y, posiblemente, el montaje segmentado, el bobinado concentrado puede dar una respuesta sólida de laminación-pila.
Si su programa valora un comportamiento magnético más suave, una distribución de ranuras más amplia y puede aceptar el coste del cobre y del paquete fuera del núcleo, el bobinado distribuido puede hacer que la geometría del estator sea más tolerante.
Ninguna de las dos opciones es genérica. El mismo diámetro exterior y la misma longitud de pila pueden comportarse como dos productos diferentes una vez que cambia la topología del bobinado.
Por eso no presupuestamos pilas de laminación sólo a partir del número de ranuras. Queremos conocer la dirección de bobinado, la combinación de ranuras y polos, la estrategia de llenado de destino y la ruta real del proceso antes de dar por maduro un dibujo.
PREGUNTAS FRECUENTES
¿El bobinado concentrado requiere siempre un diente más ancho?
No. Pero a menudo requiere un diente más cuidadosamente justificado. Un diente estrecho puede seguir funcionando si la apertura de la ranura, la punta del diente, la carga de corriente y la combinación polo/ranura están alineadas. Lo que falla en la práctica es suponer que el diente de bobinado distribuido anterior puede reutilizarse sin una comprobación de saturación local.
¿Necesita siempre el bobinado distribuido una pila de láminas de estator más grande?
Otra vez no. La pila no siempre crece. La penalización suele aparecer en la longitud de la vuelta final y en el cobre fuera del núcleo activo, no sólo en el diámetro exterior de la laminación o en la longitud de la pila. Dicho esto, si los objetivos térmicos o de eficiencia son estrictos, es posible que haya que ajustar la pila porque todo el equilibrio electromagnético ha cambiado.
¿Cuándo tiene sentido un estator segmentado para pilas de laminación?
Normalmente, cuando el bobinado concentrado forma parte del plan y el llenado de ranuras, el acceso a la inserción o la fabricación de bobinas se están convirtiendo en el verdadero cuello de botella. La segmentación no debe añadirse porque suene avanzada. Debe añadirse cuando mejore la calidad del bobinado, la repetibilidad de la pila o la economía total del montaje.
¿Qué bobinado es más fácil para la fabricación de laminados?
Eso depende del recorrido completo. El bobinado concentrado puede simplificar el manejo de la bobina y favorecer los dientes segmentados, pero puede aumentar la sensibilidad geométrica en torno a las puntas de los dientes y las características locales. El bobinado distribuido puede mantener el estator como una pila de anillos completos, pero el mayor número de ranuras y los requisitos de inserción pueden aumentar la presión sobre el utillaje y la tolerancia. “Más fácil” depende del proceso.
¿Qué debe enviar un comprador antes de pedir un presupuesto de pila de laminación?
Como mínimo: combinación de ranuras y polos, tipo de bobinado, longitud de pila prevista, concepto de aislamiento, rango de densidad de corriente prevista, método de montaje y si se permite la inclinación o la segmentación. Sin estos datos, cualquier presupuesto de laminación es teórico a medias.
¿Puede una pila de laminación soportar ambos tipos de bobinado?
A veces en los primeros prototipos. Raramente como una respuesta seria de producción. Una pila compartida suele significar que un bobinado está en peligro, o ambos. Si el objetivo de rendimiento es importante, la geometría debe ajustarse al bobinado elegido, no a ambos.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.