Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Motores de articulación para robots humanoides: ¿Qué opciones de laminación mejoran el control del par?
Principales conclusiones
Las pilas de laminación adherida reducen las pérdidas medidas en el núcleo entre 8 y 12% en comparación con las pilas soldadas y suprimen los componentes del par de engrane armónico 6º/12º, una diferencia de aprobado/no aprobado cuando la especificación indica < 0,5% de engrane.
Diferentes articulaciones necesitan diferentes aceros: 0,20-0,27 mm NOES de calibre fino según EN 10303 (≤ 15 W/kg @ 1,0 T/400 Hz) para hombro y cadera; 0,10-0,15 mm NOES ultrafino o aleación media de Ni para actuadores de muñeca y dedos.
La consistencia del chaflán de ±0,03 mm en todos los dientes del estator influye más en el cogging que la propia dimensión del chaflán.
El NOES de calibre fino de 0,20 mm es el más adecuado para los motores de articulaciones de humanoides; el Co-Fe rara vez justifica su sobrecoste de 10-20 veces fuera de las articulaciones de piernas bípedas.
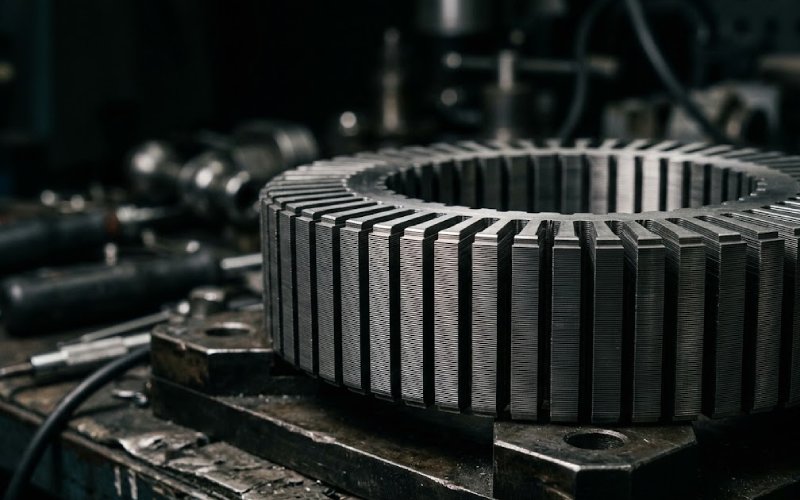
El hombro de un robot humanoide tiene que sostener un brazo mientras la muñeca enhebra una aguja. Misma máquina, problemas de motor muy diferentes. Y en el fondo de ambas -literalmente, físicamente- se encuentra una pila de chapas de acero estampadas más finas que una tarjeta de visita.
Nosotros construimos esas pilas. Los motores de par PMSM sin bastidor y BLDC de alto polo dentro de los actuadores de articulaciones humanoides se encuentran entre los más exigentes pila de laminación del estator que hemos enviado. Esto es lo que muestran realmente los datos de producción sobre qué opciones de laminado mejoran la ondulación del par, el par de arrastre y el control de movimiento suave, y qué opciones derrochan dinero.
Índice
Causas de la ondulación del par en motores de articulaciones humanoides
Las ondulaciones de par en un motor de articulación se manifiestan en forma de movimientos espasmódicos en el robot. El bucle de control puede compensar una parte, por supuesto. Pero la fuente electromagnética de esa ondulación (par de torsión, distorsión armónica, distribución desigual del flujo) se incorpora al nivel de laminación. Una mala elección del acero, una geometría de dientes descuidada, un método de apilamiento incorrecto y el mejor algoritmo FOC del mundo no le salvarán.
Los motores de articulación para robots humanoides, como los que accionan los actuadores giratorios de hombro de 40-100 Nm de pico o las articulaciones de rodilla de más de 100 Nm, son casi siempre PMSM sin bastidor o BLDC de alto número de polos. Sin carcasa. Sin rodamientos propios. La pila del estator se introduce directamente a presión en la carcasa estructural de la articulación del robot. Cualquier error dimensional en la pila se convierte en un error de concentricidad en el motor. Lo que se convierte en una fuente de ondulación del par.
La simulación no sabe que tus soldaduras están cortocircuitando las laminaciones.
Hemos visto a clientes que llegaban con unos resultados de elementos finitos magníficos, su modelo mostraba < 0,3% de engranaje con par nominal, y luego perdían entre 30 y 40% de ese rendimiento previsto porque la pila no era lo suficientemente plana o el método de unión estresaba el acero. La brecha entre la simulación y la realidad, en los motores de juntas, es casi siempre un problema de laminación.
Selección del material de laminación según la función de la junta
No todas las articulaciones de un robot humanoide necesitan el mismo acero laminado. Tratar los motores del hombro, el codo y la muñeca de forma idéntica es un error común de primera pasada que cuesta dinero o rendimiento, y normalmente ambas cosas. Las plataformas humanoides de la generación actual cuentan con más de 28-40 actuadores en todo el cuerpo, y los requisitos de par, velocidad y precisión difieren radicalmente de una articulación a otra.
Articulaciones de hombro y cadera
Son los que soportan las cargas más pesadas. Los requisitos de par continuo oscilan entre 40 Nm y 200 Nm, en función de la masa del robot. El motor funciona a velocidades relativamente bajas, pero debe mantener altas densidades de corriente durante periodos prolongados, por lo que el rendimiento térmico es importante.
Para estas juntas de alta carga y frecuencia moderada, normalmente recomendamos 0,25-0,35 mm acero eléctrico no orientado con un contenido de silicio en torno a 2,5-3,0%. En el extremo fino (0,25-0,27 mm), la norma aplicable es EN 10303 / IEC 60404-8-8 - la especificación de calibre fino y frecuencia media, con grados como NO25-13 (0,25 mm, ≤ 13 W/kg @ 1,0 T/400 Hz) o NO27-15 (0,27 mm, ≤ 15 W/kg @ 1,0 T/400 Hz). Para la opción de 0,35 mm, se pasa a la EN 10106 / IEC 60404-8-4 estándar donde los grados como M270-35A (0,35 mm, ≤ 2,70 W/kg @ 1,5 T/50 Hz).
Por qué importa la división del espesor: un motor de 10 pares de polos a 300 RPM funciona a sólo ~50 Hz fundamentales. A esa frecuencia, la diferencia de penalización por corrientes parásitas entre 0,25 mm y 0,35 mm es modesta. Bajar de 0,20 mm en las juntas de los hombros rara vez está justificado: se está pagando por un calibre fino sin obtener una reducción proporcional de las pérdidas a estas bajas frecuencias eléctricas.
La permeabilidad tiene que ser alta porque el diseño del motor empujará la densidad de flujo a 1,6-1,7 T en los dientes en el par máximo. Por encima de ese valor se empieza a saturar, lo que distorsiona la forma de onda de la FEM de retorno y transmite ondulaciones de par directamente a la salida.
Articulaciones de codo y rodilla
Par medio (10-80 Nm), mayores requisitos dinámicos. Estas juntas aceleran rápidamente y cambian de dirección con frecuencia. La prioridad del laminado pasa de la resistencia térmica bruta a baja pérdida de histéresis y alta permeabilidad a niveles de inducción moderados (rango de funcionamiento 1,0-1,4 T).
Hemos obtenido buenos resultados con calidades de 0,20 mm, concretamente NO20-12 según EN 10303 (≤ 12 W/kg @ 1,0 T/400 Hz). La idea clave de nuestros datos de producción: cuando se obtiene la permeabilidad correcta en el rango de flujo operativo real (no en el pico), la linealidad de la contrafase mejora de forma mensurable. Esto se traduce directamente en un control de corriente más limpio. El bucle del servo obtiene un par más suave con el que trabajar.
Actuadores de muñeca y dedo
Estatores pequeños. Dientes finos. Ranuras muy estrechas. Los requisitos de par son modestos (1-20 Nm), pero la exigencia de precisión es extrema: se trata de articulaciones que realizan tareas de manipulación, como las manos diestras 22-DOF de las plataformas de última generación, en las que un error de posición de 0,1° es importante.
Aquí empujamos hacia Calidades NOES ultrafinas de 0,10-0,15 mm (NO10 o NO15 según EN 10303) o, para determinados programas de gama alta, aleaciones de níquel-hierro de la familia 40-50% Ni.
La opción Ni-Fe da una permeabilidad fenomenal ($\mur$ > 50.000 a campo bajo) y un efecto cogging casi nulo a las bajas densidades de flujo a las que funcionan estos pequeños motores. Como contrapartida, el coste de los materiales es mucho mayor, $B{sat}$ (≈ 1,5 T para las calidades de Ni 48-50%), y requisitos de recocido que dependen de la composición específica de la aleación:
40-42% Calidades Ni (tipos de expansión controlada adaptados para uso magnético): recocido a 850-1000°C en atmósfera protectora (N₂, amoníaco disociado o H₂ seco). Son la opción más indulgente.
Calidades de Ni 49% de alta permeabilidad (optimizado para una $\mu$ máxima y una coercitividad mínima): require 1100-1200°C en hidrógeno seco (punto de rocío inferior a -40°C), con enfriamiento controlado en horno a ~60-100°C/hora. Si se omite esto, la permeabilidad puede caer 50-80% desde el estado totalmente recocido.
En un motor de muñeca que pesa 80 gramos en total, el sobrecoste del acero es insignificante en relación con la lista de materiales total del robot. El recocido, sin embargo, no es trivial: elige el grado que se ajuste al rendimiento magnético que realmente necesitas, no la opción más exótica disponible.
Hay que tenerlo en cuenta: Las láminas de Ni-Fe son sensibles a la tensión de estampación. Preferimos cortarlas con láser y seguir con el ciclo de recocido adecuado. El estampado progresivo de Ni-Fe es posible -y para espesores de 0,15-0,20 mm algunos programas lo realizan con éxito-, pero el utillaje tiene que estar optimizado para la blandura y ductilidad del material, y el recocido posterior al estampado es aún más crítico para recuperar las propiedades perdidas con el trabajo en frío.
Comparación de materiales de laminación para motores de articulaciones humanoides
Parámetro
Norma NOES 0,35 mm (EN 10106)
NOES finas 0,20-0,27 mm (EN 10303)
NOES ultrafinos 0,10-0,15 mm (EN 10303)
Aleación de Co-Fe 0,10-0,20 mm
Ni-Fe 40-50% Ni, 0,10-0,20 mm
B_sat
1.7-2.0 T
1.7-2.0 T
1.7-2.0 T
2.3-2.4 T
1.4-1.6 T
Pérdida en el núcleo @ 1,0 T / 400 Hz
18-22 W/kg
12-15 W/kg (0,25 mm); ≤ 12 W/kg (0,20 mm)
≤ 13 W/kg (0,15 mm); ≤ 13 W/kg (0,10 mm)
Comparable a los NOES finos con el mismo calibre
Muy bajo (< 5 W/kg típico en flujo operativo)
Permeabilidad a 1,0 T
Bien
Bueno-alto
Bueno-alto
Alta
Muy alta
Potencial de par de torsión
Estándar
Mejorado
Mejoras adicionales
Mejorado
Mejor
Dificultad de sellado
Fácil; troquel progresivo a 200-600 SPM
Moderado; control de rebabas crítico
Duro; relación fresa/espesor difícil
Duro; sensible a las muescas, propenso a las grietas
Material duro; sensible a la tensión, blando
Recocido Post-Stamp
SRA opcional @ 750°C N₂
Recomendado
Recomendado
Obligatorio - vacío o H₂
Obligatorio - la temperatura/atmósfera depende del grado (véase el texto anterior)
Coste relativo del material
1×
1.5-2×
2-3×
10-20×
3-8×
Aplicación típica de juntas
Hombro, cadera (donde la operación de baja frecuencia hace que 0,35 mm sea adecuado)
Hombro, cadera, codo, rodilla (el rango de trabajo para la mayoría de las articulaciones)
Muñeca, dedo, efectores finales de precisión
Articulaciones de las piernas críticas para el peso en plataformas de marcha bípedas
Muñeca, dedo, actuadores de ultraprecisión
Montaje de la pila
Enclavamiento o soldadura
Unión o enclavamiento
Vinculación (recomendada)
Vinculación (obligatoria sin estrés)
Unión o abrazadera (sin soldadura)
Los valores de pérdida en el núcleo representan valores máximos garantizados según las normas EN 10303:2015 y EN 10106:2015 cuando proceda, o rangos verificados a partir de nuestras pruebas Epstein de entrada de bobina para calidades no estándar.
Para aclarar el solapamiento a 0,20 mm: este calibre se sitúa justo en el límite. Para las articulaciones en las que la frecuencia eléctrica fundamental se mantiene por debajo de ~100 Hz (la mayoría de las aplicaciones de hombro/cadera), 0,25 mm o incluso 0,35 mm captan la mayor parte de la reducción de pérdidas y son más fáciles de estampar. Para articulaciones de codo/rodilla con mayores requisitos dinámicos y frecuencias que alcanzan los 200-400 Hz, 0,20 mm es el punto óptimo. Cuando el equipo de diseño de un motor aún no ha fijado el calibre, utilizamos por defecto 0,20 mm porque ofrece el margen más amplio en toda la gama de condiciones de funcionamiento típicas de las articulaciones humanoides.
Montaje por laminación: Por qué el pegado supera a la soldadura en el par de arrastre
La forma de unir las láminas no es sólo una decisión estructural. Es una decisión electromagnética. Aquí es donde vemos el mayor “rendimiento gratuito” que dejan sobre la mesa los equipos que aciertan con el acero pero estropean el apilamiento.
Soldadura
Las soldaduras láser o TIG a lo largo del diámetro exterior de la pila crean cortocircuitos localizados entre las laminaciones adyacentes. La zona afectada por el calor degrada el revestimiento aislante y aumenta la conductividad interlaminar. En nuestras pruebas con pilas NOES de 0,20 mm (grado NO20-12), una soldadura láser de cuatro cordones añadió aproximadamente 8-12% a la pérdida de núcleo medida en comparación con la misma pila unida con adhesivo.
Esa pérdida extra no se distribuye uniformemente. Se concentra cerca de las líneas de soldadura. Dependiendo de la ubicación de la soldadura en relación con las posiciones de las ranuras, esto crea un calentamiento asimétrico e introduce un contenido armónico adicional en la distribución del flujo. Lo hemos medido en una FFT de la forma de onda de arrastre: los componentes armónicos 6º y 12º aumentan notablemente en las pilas soldadas frente a las unidas.
En los motores industriales, a nadie le importa. Para un motor conjunto en el que la especificación dice cogging < 0,5% del par nominal, puede ser la diferencia entre pasar y no pasar.
Enclavamiento
Es mejor que la soldadura desde el punto de vista electromagnético: no daña el calor. Pero los hoyuelos de enclavamiento crean deformaciones locales en el acero. Cada hoyuelo es un punto de aumento de la tensión residual, lo que aumenta la pérdida de histéresis local.
En los estatores de diámetro pequeño (cualquier cosa por debajo de ~60 mm de diámetro exterior, que cubre la mayoría de las articulaciones de la muñeca y el codo), a menudo no hay suficiente hierro trasero para colocar enclavamientos sin afectar al circuito magnético. Hemos visto casos en los que la colocación de enclavamientos en la región del yugo de un estator de 40 mm provocaba una asimetría medible de la densidad de flujo en el entrehierro.
Adhesión adhesiva (recomendada)
Barniz autoadhesivo (backlack) - clasificado como Tipo C-3 por EN 10342 / IEC 60404-1-1 / ASTM A976 normas de revestimiento aislante - o la aplicación de adhesivo posterior produce pilas con:
Sin cortocircuitos interlaminares
Sin puntos de tensión residual
Sin interrupción del circuito magnético
Frecuencia natural 75%+ superior a la de pilas entrelazadas de igual geometría
Amortiguación de vibraciones que las pilas soldadas/entrelazadas no pueden igualar
Espesor de nuestra capa adhesiva: 2-5 μm por interfaz. Esto mantiene el factor de apilamiento por encima de 97%. Las capas adhesivas más gruesas se comen la fracción de acero activo y pueden reducir la densidad de par en 2-3%.
Las pilas unidas también funcionan de forma más silenciosa. El adhesivo entre capas amortigua el zumbido de alta frecuencia que las pilas soldadas o entrelazadas transmiten a la estructura del robot. En un robot colaborativo que trabaja cerca de personas, el zumbido audible de los núcleos del motor es un verdadero problema de UX. La unión lo elimina.
Geometría del diente y diseño de la ranura/palo: Donde se pone a prueba la precisión del estampado
Los diseños de bobinado concentrado de ranura fraccional con un elevado número de polos (16+ polos) son estándar para los motores de par conjunto. Los emparejamientos habituales, como 12 ranuras/10 polos o 24 ranuras/22 polos, suprimen de forma inherente los armónicos de arrastre de bajo orden. Pero el laminado aún tiene que ejecutar la geometría según las especificaciones.
Hemos descubierto que algunas cosas importan más de lo que sugiere el libro de texto:
Biselado de la punta del diente. Solemos añadir chaflanes de 0,2-0,4 mm a las puntas de los dientes de las láminas del estator de los motores robóticos. En el análisis de elementos finitos, esto reduce el engrane en 15-25% en diseños típicos de polos altos. Pero la mejora sólo se materializa si el chaflán es uniforme en todos los dientes con una precisión de ±0,03 mm. Los chaflanes incoherentes pueden llegar a aumentar porque introducen una asimetría geométrica que el diseño de ranuras fraccionarias no estaba pensado para gestionar.
Control de altura de la fresa. En laminados de 0,20 mm, nuestra especificación de producción es ≤ 10 μm de altura de rebaba. Cada micra de rebaba es un punto de contacto interlaminar potencial que degrada el aislamiento y crea trayectorias de corrientes parásitas. En materiales más finos (0,10-0,15 mm), la relación rebaba/espesor se vuelve agresiva rápidamente.
Para calibres inferiores a 0,15 mm, solemos cambiar al corte por láser de fibra, principalmente porque nos ofrece un control más estricto de las rebabas y elimina el desgaste de la matriz como variable. El troquelado progresivo de NOES de 0,10 mm es factible (el material puede soportar operaciones de corte, cizallado y punzonado a temperatura ambiente), pero mantener una altura de rebaba constante por debajo de 10 μm en toda una tirada de producción requiere programas agresivos de mantenimiento del troquel que la mayoría de los programas consideran poco prácticos. Su kilometraje variará en función de los volúmenes y la complejidad de la geometría.
Ancho de apertura de la ranura. Las aberturas estrechas reducen el cogging, pero dificultan el bobinado y atrapan el calor. El punto óptimo para los motores de juntas en el rango de 40-80 mm de diámetro exterior del estator suele ser de 1,5-2,5 mm. El utillaje de laminación tiene que mantener esta dimensión en ±0,02 mm en cada ranura, o la supresión de armónicos del diseño de ranura fraccional se anula parcialmente.
Sesgar: Cuándo y cuánto
Las pilas de láminas inclinadas reducen el par de arrastre repartiendo la interacción magnética en un rango angular mayor. Y funciona. Pero no es gratis.
Una inclinación continua de un paso de ranura elimina virtualmente el componente cogging fundamental. También reduce el par medio en 1-3% y complica el bobinado.
Para los motores de junta de alto polo con diseños de ranura fraccional, la mayoría de los programas solicitan media ranura o inclinación parcial - suficiente para reducir el cogging residual sin sacrificar un par significativo. Lo implementamos como una inclinación escalonada utilizando 2-4 subpilas giradas entre sí.
Nuestra capacidad estándar: inclinación de 2 o 3 pasos con una precisión angular de ±0,3° por paso. Para especificaciones más estrictas: Configuraciones de 4 pasos a ±0,15° - requiere fijación personalizada y añade coste.
Hay una interacción de la que no se habla lo suficiente: la inclinación y el método de apilamiento. Los apilamientos soldados con inclinación escalonada desarrollan concentraciones de tensiones en cada interfaz soldadura-paso. Los apilamientos soldados con inclinación escalonada desarrollan concentraciones de tensiones en cada interfaz soldadura-paso.
Materiales amorfos y nanocristalinos: Por qué no (todavía)
De vez en cuando nos preguntan por la cinta de metal amorfo para motores de juntas. Las cifras de pérdida en el núcleo son espectaculares: con un grosor de ~0,025 mm, la pérdida disminuye en 70-90% frente a NOES en condiciones comparables. Los problemas prácticos son importantes El factor de apilamiento baja a 80-85%. Pierdes material magnético activo porque la cinta tiene un grosor de ~25 μm con proporcionalmente más recubrimiento/aire por unidad de altura. - Fragilidad. Estampar geometrías complejas de estator con dientes finos es casi imposible a escala de producción. El corte por láser funciona, pero la zona afectada por el calor cristaliza parcialmente el material, lo que degrada sus propiedades. - B_sat ≈ 1,56 T - viable pero inferior a NOES. Se necesita un núcleo más grande para el mismo par, lo que anula parcialmente la ventaja de las pérdidas. Para núcleos de transformadores y ciertas topologías de flujo axial con formas de devanado sencillas, el amorfo tiene sentido. Para los motores de par sin bastidor de flujo radial que dominan las aplicaciones de articulaciones humanoides, no resulta práctico hoy en día. Los NOES de calibre fino con apilamiento encolado obtienen 80% del beneficio teórico a 20% de la dificultad del proceso.
Nuestro proceso de fabricación de pilas de motores para articulaciones humanoides
Inspección de entrada de material - Bobina de acero eléctrico verificada mediante el marco Epstein con el certificado del laminador. Probamos una muestra de cada bobina antes de que entre en producción. La pérdida en el núcleo a 1,0 T/400 Hz y la polarización magnética a 2500 A/m son los valores de entrada.
Corte - Bobina cortada a la anchura exacta de la banda para el diámetro exterior del estator o del rotor. Manejamos calibres de 0,10 mm a 0,50 mm.
Estampación o corte por láser - Para galgas ≥ 0,15 mm y volúmenes superiores a ~5.000 pilas, troqueles progresivos de alta velocidad de hasta 400 SPM (especificación de rebaba: ≤ 10 μm a 0,20 mm). Para material más fino, prototipos o características finas (ancho de diente < 2 mm): corte por láser de fibra. Electroerosión por hilo disponible para trabajos de prototipos de ultraprecisión.
Recocido - Recocido de distensión a 750°C en atmósfera de N₂ para NOES. Para las aleaciones Ni-Fe: atmósfera y temperatura adaptadas al grado específico - 850-1000°C en gas protector para los tipos Ni 40-42%; 1100-1200°C en H₂ seco (punto de rocío ≤ -40°C) para los tipos Ni 49% de alta permeabilidad. Recocido al vacío disponible para Co-Fe.
Apilamiento y unión - Aplicación de barniz autoadhesivo (clase C-3 según EN 10342) o adhesivo postestampado. Curado por calor y presión en instalaciones controladas. Concentricidad verificada por medición láser de ±0,01 mm.
Inspección final - MMC dimensional, medición de la altura de las rebabas, resistencia del aislamiento entre láminas. Para pedidos de altas especificaciones: verificación destructiva de la pérdida de núcleo en pilas acabadas.
Montaje oblicuo - Si se especifica, las subpilas se ensamblan con desplazamiento angular según el programa de inclinación del diseño del motor.
Plazo de entrega del prototipo: 7-15 días laborables. Producción: 6-8 semanas.
PREGUNTAS FRECUENTES
¿Por qué el Ni-Fe pierde permeabilidad sin un recocido posterior a la estampación?
El estampado introduce deformación plástica en los bordes cortados y alrededor de cualquier característica formada. En las aleaciones Ni-Fe, incluso un trabajo en frío moderado aumenta la coercitividad y puede reducir la permeabilidad en 50-80% con respecto al estado totalmente recocido. El recocido recristaliza la estructura de grano, elimina las dislocaciones y restablece el estado de baja coercitividad y alta permeabilidad para el que se diseñó la aleación. La temperatura y la atmósfera exactas dependen del grado: una aleación de Ni 42% se recupera bien a 850-1000°C en una atmósfera protectora estándar, mientras que un grado de Ni 49% de alta permeabilidad necesita 1100°C+ en hidrógeno seco con enfriamiento controlado para alcanzar su permeabilidad nominal. Si se escatima en el recocido, se obtiene un acero caro que funciona como un NOES barato.
¿Cómo se compara la frecuencia eléctrica de los motores de articulación con la de los motores de tracción de los vehículos eléctricos y qué importancia tiene el grosor del laminado?
Un motor de articulación humanoide típico puede tener 10 pares de polos funcionando a 0-500 RPM. Eso son 0-83 Hz fundamentales. Incluso en picos dinámicos de 1.500 RPM, se alcanzan ~250 Hz. Compárese con un motor de tracción de un VE a 15.000 RPM con 4 pares de polos: 1.000 Hz fundamentales. La menor frecuencia en los motores de articulación significa que la penalización por corrientes parásitas de las laminaciones más gruesas es proporcionalmente menor. Pasar de 0,35 mm a 0,20 mm en un motor de articulación podría ahorrar 15-20% en pérdidas en el núcleo. Pasar de 0,20 mm a 0,10 mm podría ahorrar otros 8-10%, pero la dificultad de estampación y el aumento de costes son considerables. Adapte el calibre a la frecuencia real, no a lo más fino que haya disponible.
¿El ángulo del chaflán en las puntas de los dientes afecta al cogging más que el tamaño del chaflán?
Según nuestra experiencia, la consistencia importa más que la dimensión exacta del chaflán. Un chaflán uniforme de 0,3 mm con una variación de ±0,03 mm en todos los dientes supera a un chaflán de 0,5 mm con una variación de ±0,08 mm. La variación introduce una reluctancia asimétrica que crea armónicos de engrane que la topología de ranura fraccional no estaba diseñada para cancelar. La tolerancia del chaflán es más estricta que la especificada por la mayoría de los proveedores.
¿Puede la inclinación eliminar la necesidad de un cuidadoso diseño de la geometría del diente?
No. La inclinación suprime eficazmente el componente fundamental de engrane, pero los armónicos de orden superior (6º, 12º, 18º) que provienen de la asimetría geométrica - rebabas, aberturas de ranura inconsistentes, enclavamientos desalineados - sólo se atenúan parcialmente por la inclinación. Aún así, se necesitan tolerancias de laminación estrictas. La inclinación es una medida aditiva, no un sustituto del estampado de precisión.
¿Cuál es el enfoque correcto para especificar las pilas de laminación para un nuevo diseño de motor de articulación de robot humanoide?
Parta del mapa de densidad de flujo de su modelo de AEF y de la gama de frecuencias de funcionamiento. Defina la pérdida admisible en el núcleo en W/kg en un punto de funcionamiento representativo (por ejemplo, 1,0 T/400 Hz según las condiciones de ensayo de la norma EN 10303, o a la frecuencia que corresponda al ciclo de trabajo del motor). Especifique el método de montaje de la pila junto con el material. Si nos incluye en el bucle de diseño antes de congelar el material, el grosor y el método de montaje de la pila, normalmente podremos identificar oportunidades de reducción de costes sin sacrificar el rendimiento electromagnético. Una vez congelado el diseño, nos convertimos en un proveedor que ejecuta una especificación bloqueada. Antes de congelarlo, somos un socio de ingeniería.
Si está desarrollando motores de articulación para un programa de robot humanoide y necesita pilas de laminación que realmente alcancen las especificaciones de cogging y rizado que prometió su FEA, póngase en contacto con nuestro equipo de ingenieros. Revisaremos el diseño de su motor, le recomendaremos un material y un enfoque de apilamiento, y le haremos un presupuesto desde el prototipo hasta los volúmenes de producción.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.