Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
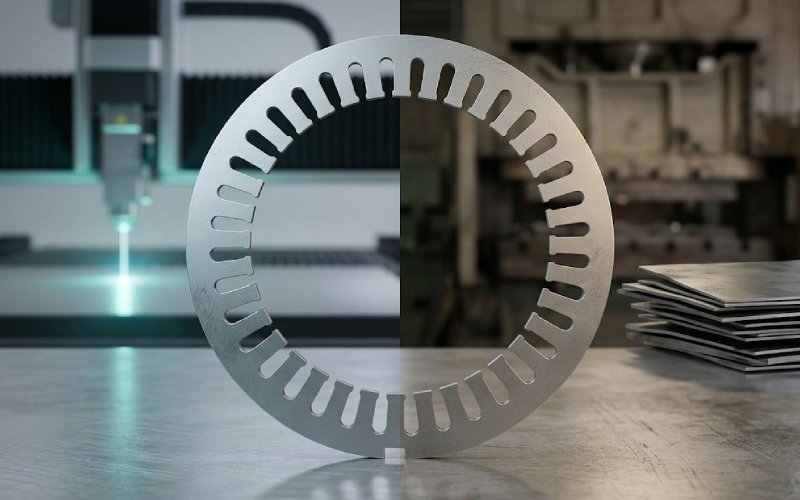
Corte por láser vs Estampación de laminados de motor: Guía de decisión entre prototipo y producción
Si la geometría sigue en movimiento, laminados de motor cortados con láser suelen ser la respuesta correcta. Si la geometría está congelada y el volumen es real, laminados estampados suelen ganar. Esa parte es fácil. La parte que causa problemas es la del medio. Mismo CAD. Mismo grado de acero en la impresión. Diferente comportamiento del núcleo tras el corte, apilado, unión y puesta en producción. Las rutas láser suelen eliminar el utillaje duro y acortar el tiempo de la primera pieza; el estampado añade inversión en matrices y tiempo de preparación, pero se amortiza con rendimiento y menor coste de la pieza una vez que el volumen se asienta.
Aquí es donde empiezan las malas decisiones. Los equipos comparan el precio de las piezas demasiado pronto. O validan con láser las laminaciones de los motores prototipo y asumen que las laminaciones estampadas de producción se comportarán como una copia más barata. A menudo no es así. El corte modifica el material cerca del borde. Las rebabas modifican el comportamiento interlaminar. La unión puede dañar el revestimiento o añadir tensión. La máquina funciona sobre la pila, no sobre la chapa plana. Las revisiones de fabricación no dejan de insistir en el mismo punto: el corte, la unión, el recocido de alivio de tensiones y los pasos de ajuste modifican el rendimiento magnético final.
Índice
Lo que importa en la decisión de pasar del prototipo a la producción
Cambios de diseño en prototipos de laminados de motor
El corte por láser compra libertad. Sin troquel. Sin bucle de corrección de troqueles. No hay que esperar a las herramientas cada vez que la abertura de la ranura, la anchura del diente, el grosor del puente o la geometría del respiradero cambian unas décimas. Se trata de un proceso digital, por lo que el coste de aprendizaje recae principalmente en la programación, el material y el tiempo de máquina. Esto hace que los laminados cortados por láser sean ideales para la construcción de prototipos, la selección de diseños y las tiradas cortas.
La estampación es diferente. Una vez que la matriz está bien, la velocidad de producción es difícil de superar. Antes de que el troquel esté bien, puede paralizar todo el programa. El utillaje añade costes iniciales y la producción inicial puede retrasarse semanas mientras se diseña y construye la matriz. Esto no significa que la estampación sea un error. Sólo significa que la estampación no es un buen lugar para aprender.
Daños por corte y pérdida de núcleo magnético
El corte no es neutro. El corte mecánico introduce deformación plástica y tensión residual cerca del borde. El corte por láser puede añadir una zona afectada por el calor y un deterioro magnético local. En ambos casos, el material próximo al corte ya no se comporta como los datos nominales de la chapa que figuran en el catálogo. Los trabajos publicados sobre acero eléctrico demuestran que los daños en el borde del corte pueden reducir la permeabilidad y aumentar las pérdidas cerca del borde, con una gravedad que depende del material, el espesor, la ruta de corte y los ajustes del proceso.
La parte complicada es la anchura dañada. No es un número fijo. Los estudios bibliográficos muestran una gran dispersión, y eso es importante porque los dientes estrechos y las geometrías de ranuras densas amplifican el problema. Algunos informes sobre material cortado con láser han medido una degradación magnética que se extiende hasta unos 18 mm desde el borde cortado en condiciones específicas. Otros trabajos sobre bordes cortados han mostrado zonas afectadas mucho más pequeñas, de 1 a 1,4 mm, también en condiciones específicas. El mismo tema. Cifras muy diferentes. Así que cualquier afirmación simple de que un método es siempre bueno o siempre malo es poco convincente. La geometría tiene mucho que ver.
Por eso el perímetro importa más que el número de piezas. Un laminado con puentes estrechos, dientes finos y ranuras densas puede sufrir más penalizaciones en el filo de corte que un perfil más grande y sencillo fabricado con el mismo acero. Los ingenieros lo saben en la práctica. Los compradores a veces no. El presupuesto dice “mismo material”. La prueba del motor dice otra cosa.
Formación de rebabas y riesgo de cortocircuito interlaminar
Las rebabas no son sólo un problema de desbarbado. En un pila de laminación, La rebaba puede convertirse en una vía de conducción entre chapas adyacentes. Una vez que esto ocurre, aumenta la pérdida local por corrientes de Foucault interlaminar y, con ella, el calentamiento local. Los estudios sobre laminaciones eléctricas de acero han tratado los cortocircuitos interlaminares provocados por rebabas como un mecanismo de pérdida real, no como un defecto cosmético.
También por eso la inspección de entrada puede inducir a error. Una sola chapa puede parecer aceptable. Una pila formada por muchas chapas con contacto repetido de rebabas es un objeto diferente. Si se añade presión, unión, daños por manipulación o alteración del revestimiento, el problema crece silenciosamente. Por tanto, cuando compare laminados cortados por láser con laminados estampados, pregunte por la pila, no por la chapa: ¿qué ocurre después de la compresión, la unión y el montaje?
Laminados de motor cortados por láser frente a estampados
Factor de decisión
Laminados cortados por láser
Laminados estampados
Qué validar antes de la liberación
Cambios de diseño
Mejor cuando la geometría sigue en movimiento
Mejor cuando la geometría está congelada
Número de cambios CAD previstos
Herramientas
Sin herramientas duras
Requiere inversión en troqueles
Volumen de equilibrio y vida útil de la herramienta
Cronometraje de la primera parte
Rápido
Más lento al inicio del programa
Riesgo de calendario para el prototipo o el lanzamiento
Coste por pieza a bajo volumen
Normalmente aceptable
Suele ser deficiente una vez incluido el utillaje
Cantidad de prototipos y número de iteraciones
Coste por pieza a gran volumen
Normalmente más alto
Normalmente inferior
Previsión de estabilidad
Riesgo de borde
Sensible a los ajustes del láser y a la densidad de las características
Sensible a la holgura y al desgaste de la matriz
Pérdida de testigos en muestras destinadas a la producción
Riesgo de rebabas
Todavía puede existir, depende de la calidad del corte y de la limpieza
Crece con el desgaste y los problemas de holgura
Comprobaciones de aislamiento y cortocircuito de la pila
Producción
Limitado
Alta
Cadencia requerida real
Mejor ajuste
Aprender rápido
Repitiendo rápido
Correlación entre el prototipo y la ruta de lanzamiento
La tabla es la versión limpia. La versión real es más áspera. El láser suele ser la forma menos arriesgada de aprender. El estampado suele ser la forma menos costosa de repetir. Los problemas empiezan cuando un programa intenta utilizar un proceso para responder a preguntas que pertenecen al otro.
Cuando los laminados de motor cortados por láser tienen sentido
El corte por láser es la opción más adecuada cuando las laminaciones de su motor prototipo aún están cambiando, cuando necesita varias variantes de geometría rápidamente o cuando la pila se utiliza para responder a preguntas de diseño en lugar de preguntas de producción. Esto incluye el ajuste de ranuras, los cambios en la anchura de los dientes, las comprobaciones de la anchura de los puentes, los experimentos de inclinación y los primeros trabajos de comparación electromagnética. El láser también es una opción práctica para lotes pequeños y medianos en los que el utillaje no resulta rentable.
Pero el láser no debe tratarse como un prototipo neutro sustituto de todas las rutas de producción posteriores. Si la pieza de producción se va a estampar, un prototipo cortado por láser demuestra la geometría antes que el comportamiento en producción. Útil, sí. Completo, no. Los diseños con un perímetro elevado aumentan esta diferencia. Los calibres finos también pueden ampliarla.
Cuando las láminas de motor estampadas tienen sentido
La estampación se convierte en la mejor opción cuando el diseño es lo suficientemente estable como para sobrevivir al bloqueo del utillaje y el volumen es lo suficientemente alto como para recuperar el coste de la matriz. En ese momento, la decisión deja de basarse principalmente en la flexibilidad y pasa a centrarse en el rendimiento, la repetibilidad y el precio por pieza. Ahí es donde los laminados estampados se ganan su lugar.
Sigue sin haber un pase libre. La calidad de la estampación depende del estado de la matriz, de su holgura, del desgaste y del control de las rebabas. A medida que la matriz envejece, la calidad de los bordes cambia. Esto puede manifestarse más tarde en forma de problemas de revestimiento, problemas de aislamiento de la pila o desviación de la pérdida. Así que la pregunta de producción correcta no es “¿Puede la estampación hacer esta forma? Es ”¿Puede el estampado seguir haciendo esta forma después de un tiempo de funcionamiento real?“ Otra pregunta. Mejor pregunta.
Una simple comprobación del volumen ayuda:
Volumen de equilibrio ≈ coste de utillaje ÷ (coste pieza láser - coste pieza estampada)
Esa fórmula es básica. El error es utilizarla sola. El verdadero umbral de rentabilidad se desplaza si cambia el rendimiento, si la limpieza de rebabas se convierte en un segundo proceso, si la unión de pilas cambia la pérdida o si el núcleo estampado deja de corresponderse con el prototipo láser.
Cómo cambia la unión de pilas el rendimiento del laminado
Muchos errores de selección se producen porque el equipo se detiene en el corte. Todavía hay que fijar la pila. La unión, el enclavamiento y la soldadura no producen el mismo resultado magnético. Los estudios sobre la unión de aceros eléctricos laminados señalan el compromiso habitual: el método de unión debe mantener la integridad mecánica, pero también puede dañar el revestimiento aislante, modificar la microestructura, introducir tensiones residuales o crear vías conductoras entre las laminaciones.
Esto significa que la comparación real no suele ser entre láser y estampación. Es una ruta completa frente a otra:
corte por láser + pila encolada
corte por láser + pila soldada
pila estampada + entrelazada
pila estampada + encolada
Estas vías no son equivalentes. Un método de corte que parece bueno de forma aislada puede perder su ventaja una vez fijado el paso de unión. El entrelazado, por ejemplo, es útil desde el punto de vista mecánico, pero los trabajos publicados lo relacionan con una mayor pérdida de hierro en algunos casos. La soldadura puede mantener bien el paquete, pero también puede perjudicar las propiedades magnéticas si no se controla la zona afectada y el daño del revestimiento.
El recocido de alivio de tensión no es un plan de rescate
El recocido de alivio de tensiones puede recuperar parte del deterioro magnético causado por el corte, especialmente tras el procesamiento mecánico. Esto es real. Se ha observado en mediciones publicadas. También es fácil utilizarlo como excusa para la planificación. La recuperación depende del material, del daño previo, del perfil de temperatura, de la atmósfera y de lo que haya ocurrido antes y después del recocido. Así que el recocido debe validarse como parte de la ruta, no tratarse como un botón de limpieza para un proceso previo débil.
La regla de decisión que funciona en la práctica
Utilice láminas cortadas con láser cuando aún esté aprendiendo el diseño.
Utilice laminaciones estampadas cuando haya terminado de aprender el diseño y esté listo para optimizar la fábrica.
Utilice una compilación de correlación antes de la liberación de herramientas si la ruta del prototipo y la ruta de lanzamiento son diferentes.
Y no valide sólo la hoja suelta. Valide la pila de laminación después de cortarla, después de unirla y en el estado en que realmente irá al motor. Ahí es donde termina la discusión. O empieza de nuevo.
PREGUNTAS FRECUENTES
¿Son los laminados de motor cortados por láser lo suficientemente buenos para la producción?
A veces, sí, especialmente para lotes pequeños o medianos y programas de alta mezcla. Pero no debe suponerse que las laminaciones cortadas por láser coincidan con el comportamiento de la producción estampada en todos los diseños, ya que la respuesta a los daños y pérdidas en los bordes cortados depende de la geometría, el material y los ajustes del proceso.
¿Son siempre mejores las laminaciones estampadas para grandes volúmenes?
Por lo general, sí. El estampado tiende a ganar una vez que el utillaje está justificado y la geometría es estable. Hay que tener en cuenta que el desgaste de las matrices, el control de la holgura y el crecimiento de las rebabas pueden alterar la calidad con el tiempo, por lo que el volumen no debe ser el único criterio.
¿Cuál es el mayor riesgo oculto en la fabricación de pilas de laminación?
Riesgo de cortocircuito interlaminar. Las rebabas, el revestimiento dañado y algunas rutas de unión pueden crear caminos conductores entre las chapas, lo que aumenta la pérdida local de corrientes parásitas y el calor. La pieza plana puede seguir pasando la inspección. La pila puede seguir fallando silenciosamente.
¿Importan los daños en los bordes de corte sólo en el caso de elementos muy pequeños?
No. Las características pequeñas suelen empeorarlo, pero cualquier diseño con alta densidad de bordes puede notarlo. La amplitud notificada del deterioro magnético varía mucho según los estudios, que es exactamente la razón por la que fallan las reglas estrechas.
¿Las laminaciones de motores prototipo y las laminaciones de producción deben utilizar el mismo proceso?
No siempre. Utilizar el láser para los primeros prototipos y el estampado para el lanzamiento puede ser sensato. El paso que falta es la correlación. Si el proceso cambia, hay que volver a probarlo en pilas de producción antes del lanzamiento.
¿Puede el recocido arreglarlo todo después del corte?
No. Puede ayudar. No puede borrar todas las consecuencias de un mal corte, una mala unión o daños en la pila más adelante en la ruta.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.