Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
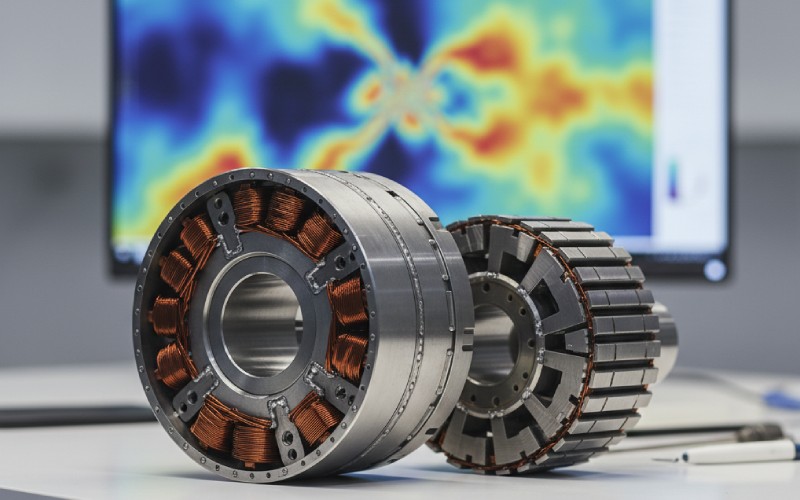
Modelización de soldaduras y enclavamientos en simulaciones electromagnéticas del estator y el rotor
Si alguna vez has tenido un modelo de motor que miró perfecto en el análisis de elementos finitos, pero la eficiencia, el ruido o la temperatura en el banco de pruebas se han desviado por un molesto margen, es muy probable que las soldaduras y los enclavamientos le estuvieran saboteando silenciosamente. Esos pequeños detalles de "fabricación" (cordones de soldadura láser, espigas entrelazadas, elementos de ajuste por contracción) remodelan el circuito magnético y el panorama de pérdidas mucho más de lo que sugiere su geometría. Los estudios han demostrado que los procesos de soldadura y unión por sí solos pueden aumentar las pérdidas del núcleo del estator en ~10-20% en máquinas industriales, y el impacto combinado del corte, la unión y el ajuste por contracción puede aumentar las pérdidas en 20-50% en algunos casos.
En este artículo:
Traducir soldadura/enclavamiento realidad de la fabricación en entradas del modelo EM que realmente puedas utilizar.
Comparar varios niveles de fidelidad para incluir soldaduras/interbloqueos en las simulaciones de estator y rotor.
Muestre cómo influyen estos detalles en las pérdidas, la ondulación del par y el NVH, y cuándo son realmente importantes.
Le ofrece un flujo de trabajo práctico e independiente de la herramienta que puede adaptar a Ansys Maxwell, JMAG, COMSOL, MagNet, etc.
Índice
1. Lo que las soldaduras y los enclavamientos hacen realmente a su circuito magnético
Bajo el capó, un núcleo laminado quiere comportarse como una trayectoria magnética perfectamente uniforme, con un aislamiento de laminación limpio y curvas B-H suaves. Las soldaduras y los enclavamientos rompen deliberadamente ese ideal: acortan las laminaciones localmente, introducen deformación plástica y tensión residual, y cambian la forma en que el flujo y las corrientes de Foucault se mueven a través del acero.
A nivel físico, soldaduras y enclavamientos:
Conectar las láminas eléctricamente, creando bucles conductores cerrados que permiten "circuitos en anillo" locales de corrientes parásitas.
Introducir la tensión residual y la deformación plásticadegradando la permeabilidad y aumentando las pérdidas por histéresis.
Perturbar las trayectorias de flujo, especialmente cerca de yugos y raíces dentales, desplazando la saturación local y las fugas.
Cambiar la rigidez y la amortiguaciónque altera la forma en que las fuerzas electromagnéticas se traducen en vibraciones y ruido.
2. Recorrido rápido por los métodos de unión más comunes y sus implicaciones para la EM
En los motores reales, lo normal es ver alguna combinación de soldadura, enclavamiento, unión o compresión mecánica:
Pilas de soldadura láser / TIG (yugos de estator y rotor).
Tacos de enclavamiento mecánico prensado en láminas.
Pila de laminación adhesiva (backlack/autoadhesiva).
Remaches, pernos, anillos de contracción o fundición (especialmente en rotores grandes).
Electromagnéticamente:
Las soldaduras y los enclavamientos tienden a aumentar las pérdidas en el núcleo añadiendo corrientes parásitas locales e histéresis inducida por la tensión.
Las pilas unidas, al preservar el aislamiento y minimizar la distorsión, suelen menores pérdidas y ruido en comparación con los núcleos soldados o entrelazados.
El corte y la unión pueden provocar degradación local muchas veces superior que el material virgen, especialmente cerca de los bordes cortados y las regiones de espigas.
3. Por qué los modelos EM convencionales tienen problemas con las soldaduras y los enclavamientos
La mayoría de los modelos FE de motor suponen:
Una curva B-H única y uniforme.
Un modelo de pérdida de núcleo isótropo y homogeneizado.
La realidad es más confusa. Los trabajos sobre núcleos soldados y entrelazados lo demuestran:
La soldadura puede aumentar las pérdidas del núcleo del estator en unos 10% en un motor de inducción de 37 kW cuando se modela con datos medidos de núcleo de anillo soldado.
Los procesos de enclavamiento pueden aumentar significativamente la pérdida de hierro; en algunas geometrías de prueba, el deterioro debido al enclavamiento es comparable o mayor que el propio punzonado.
Para los núcleos cortados y unidos, ignorar la degradación de fabricación puede subestimar las pérdidas en un >50% en el peor de los casos.
Esto nos lleva a los típicos puntos débiles del modelado:
Subestimación de las pérdidas (la eficiencia parece mejor en el FEA que en el dinamómetro).
Localización incorrecta de los puntos calientes (mal diseño térmico porque se pasan por alto los picos de pérdidas locales).
Rizado de par y desajustes NVH (picos de ruido medidos sin contrapartida evidente en la simulación).
Compromisos confusos (por ejemplo, unión frente a soldadura) porque su modelo trata todos los métodos de unión como electromagnéticamente idénticos.
4. Los insumos imprescindibles: hablar con la industria desde el principio
Sólo se puede modelizar lo que realmente se conoce. Antes de perfeccionar cualquier modelo EM, dedique algo de tiempo a obtener datos concretos de la fabricación o los proveedores.
Una buena conversación "previa a la simulación" debería al menos aclararlo:
Técnica de unión para el estator y el rotor:
Tipo de soldadura (láser, TIG, punto) y patrón (número, longitud, ubicación).
Estilo de enclavamiento (geometría de las espigas, posiciones, densidad).
Si se utiliza pegamento o adhesivo (y a qué temperatura de curado).
Datos sobre materiales y procesos:
Grado del acero y tipo de revestimiento (NOES vs GOES, clase de aislamiento).
Cualquier dato disponible sobre el núcleo anular / Epstein para procesado material (cortado + soldado/entrelazado).
Si se aplica el recocido de alivio de tensiones después de la soldadura/entrelazado.
Tolerancia y variabilidad de patrones:
Tolerancias de posición típicas en cordones de soldadura o enclavamientos.
Variantes "problemáticas" conocidas (por ejemplo, un determinado patrón de enclavamiento que aumentaba el ruido).
Dicho de forma práctica, pregunta:
"¿Dónde están exactamente las soldaduras / enclavamientos en la pila?"
"¿Qué efecto tiene el proceso en las propiedades magnéticas locales? ¿Tiene datos de pruebas?".
"¿Existen diferentes opciones de unión para el mismo estator/rotor que podamos comparar?"
5. Opciones de modelado: de lo "suficientemente bueno" a la alta fidelidad
En la bibliografía, se suelen distinguir varios "niveles" de modelización de soldaduras y enclavamientos. El truco está en elegir el nivel que mejor se adapte a la fase de diseño y al riesgo.
He aquí una comparación compacta que puede utilizar como hoja de trucos de diseño:
Nivel de modelado
Qué hace
Lo que capta
Cuando es suficiente
Consejos típicos de aplicación
L0 - Ignorar
Sin modelización explícita de soldaduras/interbloqueos; modelo único de B-H y pérdidas.
Par global y forma de la contraEMF.
Dimensionamiento conceptual muy temprano, exploración topológica.
Añada márgenes de diseño generosos; nunca los utilice para la predicción de pérdidas finales.
L1 - Parches de material eficaces
Representar zonas soldadas/entrelazadas como regiones con coeficientes B-H y de pérdida modificados en 2D/3D.
Histéresis local adicional y pérdidas parásitas; algunas perturbaciones de flujo.
Estimación detallada de pérdidas y mapas de eficiencia para un diseño determinado.
Ajuste de las propiedades efectivas a partir de ensayos de núcleo anular / Epstein en muestras soldadas o entrelazadas.
L2 - Características geométricas explícitas
Modele cordones de soldadura o espigas entrelazadas como volúmenes 3D reales con conductividad realista, además de material degradado localmente.
Bucles locales de corrientes parásitas, flujo no uniforme, distribución de pérdidas armónicas.
Máquinas premium, accionamientos de alta frecuencia, aplicaciones sensibles al NVH.
Utilizar modelos 3D con refinamiento de malla en las regiones de espigas/soldaduras; explotar la simetría; considerar soluciones transitorias o multiarmónicas.
L3 - Multifísica completa (EM + tensión + NVH)
Acoplar la EF mecánica (soldadura residual/esfuerzo de enclavamiento, modelo modal) al modelo EM con B-H dependiente del esfuerzo y magnetostricción.
Validación final de diseños emblemáticos, tracción EV o motores aerodinámicos con límites estrictos de NVH.
Mapear los campos de tensión en la malla EM; utilizar modelos de materiales dependientes de la tensión y pasar las fuerzas EM al análisis NVH estructural.
Cuando se intenta "superar a la competencia", generalmente se quiere llegar al menos a L1 de forma fiable y tienen L2 o L3 para sus motores insignia.
6. Nivel 1 en la práctica: zonas de material efectivas para soldaduras y enclavamientos
La idea central de L1 es sencilla: en lugar de redibujar cada pequeña soldadura o entrelazado, se pinta "material degradado" en las regiones sobre las que influyen y se deja que FE se encargue del resto. Este enfoque es común en la investigación moderna sobre efectos de corte y unión, donde la gente deriva modelos de degradación dependientes de la distancia y los aplica directamente a nivel de elemento.
Un flujo de trabajo L1 práctico suele ser el siguiente:
Paso 1 - Obtener los datos del material procesado
Medición de núcleos anulares fabricados a partir de laminaciones de estator reales: sin soldar frente a soldados; con y sin enclavamiento.
Extraer las curvas B-H y los coeficientes de pérdida de núcleo para cada caso.
Paso 2 - Construir un modelo de "zona efectiva
Identifique dónde se encuentran las soldaduras/los enclavamientos (por ejemplo, la costura del yugo exterior, los pasadores del yugo medio, las juntas de los polos del rotor).
Definir zonas (por ejemplo, ±3-5 mm alrededor de cada línea de soldadura o espiga) en las que se modifican las propiedades del material.
Paso 3 - Propiedades de escala
Ajuste los coeficientes de permeabilidad y pérdida de núcleo en estas zonas en función de sus mediciones (por ejemplo, +10-30% de pérdida local, µ ligeramente reducido).
Paso 4 - Reejecutar las simulaciones EM
Evalúe las pérdidas totales, la densidad de pérdidas locales, la ondulación del par y la distribución del flujo.
Comparar con la medición si se dispone de ella (estátor maqueta con rotor bloqueado, por ejemplo).
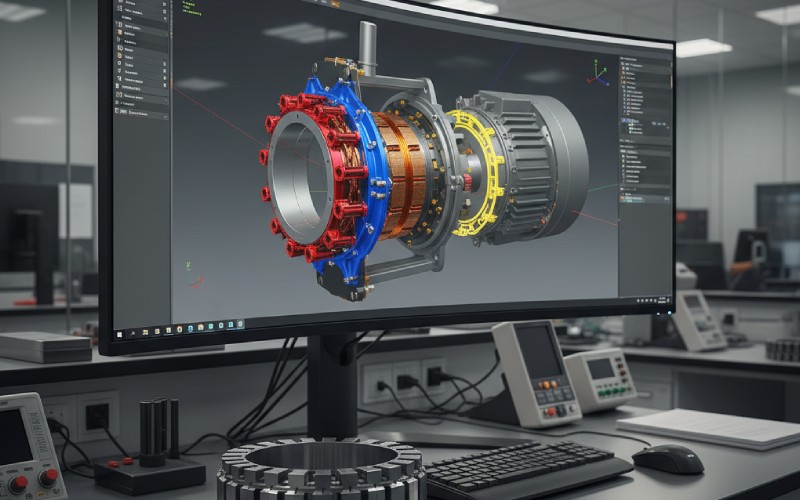
7. Nivel 2: modelado explícito de soldaduras y espigas entrelazadas
En L2, se deja de fingir que las soldaduras/entrelazados son "un material más" y se dibujan realmente. Aquí es donde se reproducen trabajos como los modelos FE 3D de espigas entrelazadas (y los modelos 2D equivalentes derivados de ellos) que muestran explícitamente los bucles de corrientes parásitas dentro de las espigas y a lo largo de la superficie de la pila.
Movimientos clave de modelado a este nivel:
3D sólo donde importa
Utilice un modelo de sector en 3D con algunas ranuras/postes y espigas/soldaduras detalladas; no pase directamente a 360°.
Conserve la dirección del grosor de laminación si desea trayectorias de corrientes parásitas realistas.
Materiales separados para acero, metal de soldadura y tacos
Asignar al metal de soldadura una conductividad elevada y una µ adecuada (a menudo más próxima a la del acero saturado o fundido).
Tratar las espigas como una región separada que hace de puente entre las laminaciones.
Resolver adecuadamente la dependencia temporal
Las pérdidas en el núcleo debidas a estas características son sensibles a la frecuencia; utilice soluciones de paso de tiempo o multiarmónicas.
Para los ciclos de accionamiento, calcule previamente las contribuciones de pérdidas efectivas dependientes de la frecuencia y reutilícelas en los modelos a nivel de sistema.
Resultados en 2D
A partir de su costoso estudio en 3D, obtenga un "mapa de pérdidas y permeabilidad equivalente" que pueda implementar como un parche de material de tipo L1 en simulaciones 2D más rápidas.
8. Cuestiones específicas del rotor: soldaduras, manguitos y jaulas.
Los rotores tienden a modelarse de forma más burda que los estatores, pero las soldaduras y las juntas pueden ser igual de importantes en ellos, a veces más, porque las velocidades periféricas más altas y las combinaciones de ranura y polo amplifican los efectos locales.
Las características comunes de unión específicas de los rotores incluyen:
Barras de jaula de ardilla y anillos terminales soldados o fundidos.
Zapatas de pértiga soldadas o uniones de pértiga a yugo (para máquinas de polos salientes).
Manguitos de retención magnética o líneas de soldadura axial en rotores de imán permanente.
Uniones remachadas / atornilladas en conjuntos de postes laminados.
Al modelar las soldaduras y juntas del rotor, ten cuidado con:
Puentes de corrientes de Foucault entre barras y laminaciones mediante soldaduras, que repercuten en la división de la pérdida de cobre/hierro del rotor y en el calentamiento de la jaula.
Interacción entre inclinación y soldadurasoldaduras cerca de ranuras sesgadas pueden distorsionar las trayectorias de flujo locales y afectar a la ondulación del par.
Tensiones del manguito y de la contracciónque pueden degradar las propiedades del imán y del laminado y desplazar las resonancias cuando están totalmente acoplados.
9. De la teoría a los clics: un flujo de trabajo independiente de las herramientas
Sea cual sea el solver EM que utilice, un buen flujo de modelado de soldadura/entrelazado tiende a seguir una columna vertebral similar.
Piense en ello como "medir → reducir → modelar → validar":
Medir / Recoger
Recopilar datos del núcleo anular / Epstein para:
Material base.
Muestras sólo cortadas.
Cortado + soldado.
Corte + entrelazado (con diferentes patrones, si están disponibles).
Si puede, mida las pérdidas del núcleo en núcleos de estator/rotor parcialmente montados antes del bobinado (configuraciones de prueba de corta duración, excitaciones toroidales, etc.).
Reducir a modelos
Ajuste distancia-de-la-característica leyes de degradación: por ejemplo, una función µ(r), k_hyst(r), k_eddy(r) frente a la distancia desde la línea de soldadura o el centro de la espiga.
Para los enclavamientos, aislar las contribuciones de:
Tensión de golpeo.
Formación de espigas.
Unión de espigas / entrelazado (vías de cortocircuito).
Modelo en EM FE
Implementar parches L1 (y opcionalmente geometría L2) en modelos EM 2D/3D de estator y rotor.
Ejecutar puntos operativos que cubren:
Flujo y frecuencia nominales.
Sobreflujo y armónicos PWM de alta frecuencia, si procede.
Validar e iterar
Compare los componentes simulados de pérdida de núcleo en vacío, con rotor bloqueado y en carga con las pruebas (o mediciones de núcleo previas al montaje).
Ajuste los factores de degradación (dentro de límites físicamente razonables) hasta que coincida de forma consistente la pérdida de núcleo y las mediciones de temperatura.
10. Cómo el modelado de soldadura/entrelazado cambia las decisiones de diseño.
Una vez que las soldaduras y los enclavamientos están en su modelo EM, dejan de ser "un mal necesario" y se convierten en palancas de diseño.
En lugar de tratar "soldado vs pegado vs entrelazado" como una decisión puramente mecánica o de costes, se puede considerar como una variable de diseño electromagnético:
Con el modelado detallado, puedes:
Comparar cuantitativamente las tecnologías de unión
Ejemplo: los estudios han demostrado que los núcleos de estator adheridos pueden reducir las pérdidas del núcleo en ~20-40% y reducir significativamente el ruido acústico en comparación con los núcleos soldados o entrelazados en diseños por lo demás idénticos.
Optimizar los patrones de soldadura/entrelazado
Reduzca al mínimo el número de espigas entrelazadas o colóquelas en regiones de menor densidad de flujo para reducir las pérdidas adicionales manteniendo la resistencia mecánica.
Ajuste el grosor del yugo y la ubicación de la soldadura juntos
Algunos diseños de estator segmentado utilizan yugos finos que son más sensibles a la desalineación y la colocación de las juntas; los modelos de EF muestran que esto puede aumentar el par de arrastre y alterar las frecuencias de resonancia.
Evaluar las ventajas y desventajas del lado del rotor
Por ejemplo, decidir entre jaulas soldadas y fundidas, o evaluar si añadir un manguito de retención + soldaduras locales merece la pena por el posible aumento de la pérdida del rotor.
En la práctica, eso puede llevarte a tomar decisiones como:
Pasar del enclavamiento a la unión para máquinas de tracción de vehículos eléctricos de alta eficiencia y bajo nivel sonoro.
Se conservan los enclavamientos, pero se utilizan menos tacos, colocados de forma óptima, al tiempo que se refuerza el soporte de la carcasa.
Utilizar la soldadura sólo cuando sea absolutamente necesario desde el punto de vista mecánico, e insistir en el recocido de alivio de tensiones cuando las penalizaciones por EM sean elevadas.
11. Cerrar el círculo: validación, NVH y orientaciones futuras
En última instancia, el modelado de soldaduras y enclavamientos no consiste tanto en dibujar un CAD más bonito como en hacer que su prototipo virtual se comporte como la máquina real, incluidas sus imperfecciones.
Un flujo de trabajo robusto de gama alta tiende a parecerse a esto:
Comprobación de la realidad a nivel de párrafo con el hardware
Medición de pérdidas en el núcleo antes del montaje (núcleos anulares, pruebas sólo en el estator).
Pruebas completas del motor: sin carga, rotor bloqueado, puntos de carga; aumento de temperatura y mediciones de ruido.
EM + acoplamiento estructural/NVH
Utilice su modelo EM para generar armónicos de fuerza.
Introdúzcalos en un modelo estructural que también incluye las juntas soldadas/entrelazadas y su rigidez/amortiguación.
Comparar los espectros de vibración simulados y medidos; perfeccionar tanto la rigidez de la soldadura/interbloqueo como el modelado de la fuerza EM.
Atajos basados en datos
A medida que se acumulen más proyectos, podrá entrenar modelos sustitutos internos:
"Penalización de pérdidas frente a patrón de soldadura" para una familia de motores determinada.
"Penalización por ruido frente a densidad de enclavamiento".
Utilícelos para examinar rápidamente las opciones de adhesión antes de comprometerse con una FE detallada.
De cara al futuro, la investigación ya avanza hacia:
Modelos de materiales acoplados a la tensión donde B-H y las pérdidas dependen directamente de los campos mecánicos locales, integrados en los solucionadores EM.
Asignación automatizada de mallas/propiedades a partir de simulaciones de procesos (por ejemplo, "importar la tensión residual de la EF de soldadura a la EF de EM").
Bibliotecas de degradación normalizadas para calidades de acero y procesos de unión específicos, para que no tenga que reinventar la rueda en cada programa.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.