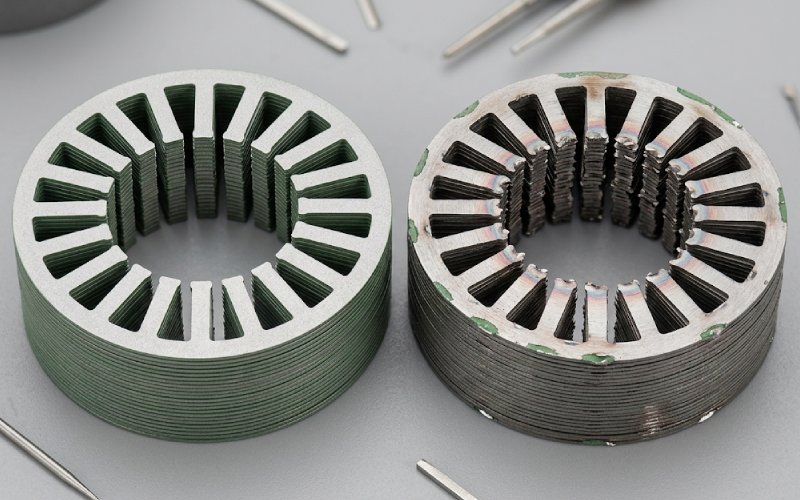
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Control de rebabas de laminación a motor: Prevención de la pérdida de hierro en las pilas de laminación
El control de la rebaba de laminación del motor no es sólo el control de la altura de la rebaba.
En pilas de laminación, Los fallos relacionados con las rebabas empiezan cuando un defecto del borde de corte se convierte en una ruta eléctrica en condiciones reales de montaje. La altura de la rebaba es importante, sí. También lo son los daños en el revestimiento, la dirección de la rebaba, la presión de apilado, el método de unión y si las laminaciones adyacentes pueden formar un bucle conductor cerrado. Si se forma el bucle, aumenta la corriente circulante local. La pérdida de hierro aumenta con ella. El calor le sigue.
Así que la pregunta útil no es “¿La rebaba está demasiado alta?” Es “¿Puede esta pila formar caminos conductores interlaminares tras la compresión y la unión?”.”
Índice
La respuesta corta
Si necesitas la versión rápida, usa esto:
Una rebaba por sí sola no es toda la culpa.
La pérdida adicional de hierro suele aparecer cuando las rebabas, el aislamiento dañado y la restricción de la pila se combinan en una trayectoria conductora.
La presión de la pila y el método de unión a menudo deciden si una ventaja marginal se mantiene inofensiva o se convierte en un verdadero cortocircuito.
La altura media de las rebabas es una métrica de control independiente débil.
Las primeras comprobaciones de producción deben ser la resistencia interlaminar comprimida, la orientación de las rebabas, la tendencia al desgaste de la herramienta y cualquier cambio reciente en la unión.
¿Cuál es la causa de los cortocircuitos interlaminares en las pilas de laminación?
Los cortocircuitos interlaminares se producen cuando las láminas adyacentes dejan de comportarse como láminas aisladas y empiezan a comportarse, aunque sea localmente, como un cuerpo conductor más grueso.
Normalmente, la cadena tiene este aspecto:
El corte deja una rebaba y una zona de borde dañada.
El revestimiento aislante cerca del borde está debilitado, aplastado o roto.
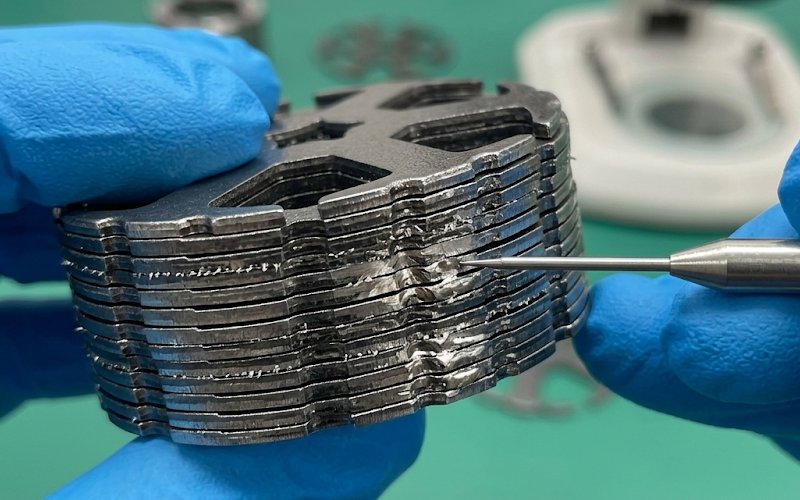
Las pilas de laminación están comprimidas, soldadas, pegadas, entrelazadas o sujetas de cualquier otra forma.
Se desarrollan puntos de contacto entre las hojas vecinas.
Se forma un camino conductor cerrado.
Aumenta la pérdida local por corrientes parásitas.
Los puntos calientes o la deriva inexplicable de la pérdida sin carga aparecen más tarde.
Esta secuencia es importante porque muchos equipos sólo inspeccionan el primer paso.
Miden la altura de la rebaba. Aprueban la pieza. Siguen adelante.
Entonces se construye la pila, se comprime más, se sujeta de forma diferente, tal vez se voltea de una manera que nadie rastreó, y la condición eléctrica real cambia.
Así que no, el control de las rebabas no es un problema de hojas sueltas. Es un problema de apilado final.
Por qué las rebabas aumentan la pérdida de hierro
Dos mecanismos suelen solaparse.
1. Puente conductor entre láminas
Ésta es la más obvia. Cuando las rebabas o los bordes dañados crean un contacto de metal con metal entre las láminas, la corriente circulante puede fluir a través de las laminaciones. Una vez que esto ocurre, la pila se comporta menos como un núcleo laminado y más como una sección parcialmente cortocircuitada. La pérdida local de hierro aumenta primero. La pérdida de masa puede aumentar más tarde. A veces, el punto caliente aparece antes de que el número de pérdidas parezca dramático.
2. Daño magnético en el borde de corte
Incluso sin un cortocircuito interlaminar completo, el borde cortado no es magnéticamente neutro. El proceso de punzonado deja una zona de tensión cerca del borde. El endurecimiento, la tensión residual y las alteraciones microestructurales modifican el comportamiento magnético local. Por tanto, una pila puede sufrir pérdidas adicionales por daños en los bordes incluso antes de que se desarrolle completamente un bucle conductor cerrado.
Esta es la razón por la que dos piezas con una altura de rebaba similar pueden comportarse de forma diferente en la prueba.
Misma rebaba nominal. Diferente estado del borde. Diferente supervivencia del recubrimiento. Diferente presión de montaje. Diferente resultado.
Lo que importa más que la altura de las rebabas
Dirección de la fresa
La dirección de la rebaba no es un aspecto secundario. Afecta a qué cara se acopla con qué cara después del apilado. Si la rebaba activa se enfrenta repetidamente a la superficie revestida más vulnerable, el riesgo de contacto aumenta rápidamente bajo compresión.
Si la orientación de la laminación se mezcla en la línea, o si las hojas se voltean sin control, el resultado eléctrico puede cambiar aunque la rebaba medida no lo haga.
Presión de la chimenea
Una rebaba que parece menor en una inspección de hojas sueltas puede convertirse en un verdadero puente tras la compresión. Aquí es donde comienzan muchos escapes de calidad. La resistencia a una fuerza de apriete baja sólo cuenta una parte de la historia. La fuerza de compresión de producción cuenta la parte que importa.
Estado del revestimiento
Una pequeña rebaba en un aislamiento intacto es un caso. La misma rebaba en un revestimiento aplastado o desgastado es otro caso. En la práctica, la supervivencia del aislamiento cerca del borde cortado suele ser más importante que el número de rebaba impreso en el informe.
Método de unión
Unir, soldar, entrelazar, remachar, sujetar. Ninguno de ellos es eléctricamente neutro. Algunos métodos conservan mejor el aislamiento en toda la pila. Otros introducen conexiones conductoras locales, concentración de tensiones o daños causados por el calor. Un proceso mecánicamente estable puede empeorar el rendimiento magnético.
Tendencia al desgaste de las herramientas
Las nuevas herramientas pueden hacer que casi cualquier plan de control parezca bueno. La verdadera prueba empieza más tarde. El crecimiento de rebabas, el desgarro de bordes y los daños en el revestimiento tienden a desviarse con el desgaste. Si sólo aprueba las muestras de la primera pieza, no está controlando el riesgo de rebaba. Está tomando muestras con optimismo.
¿Qué altura de rebaba es demasiado alta?
No existe un número único que funcione en todas las pilas de laminación.
El umbral crítico depende del grosor de la chapa, el sistema de aislamiento, la forma de la rebaba, la presión de apilado, la geometría de la pieza y el método de unión. Una rebaba aislada más alta puede causar menos problemas que un área de contacto más baja pero más amplia que se aplana bajo compresión. Por este motivo, la altura media de la rebaba suele fallar como principal criterio de liberación.
Una lógica de control mejor se parece a esto:
Utilice la altura de las rebabas como medida de alerta temprana.
No utilice la altura de las rebabas como única medida del riesgo eléctrico.
Confirmar el riesgo bajo compresión real de la pila.
Rastrea la rebaba por lado y orientación, no sólo como un promedio fusionado.
Intensificar cuando disminuya la resistencia interlaminar o aparezca un calentamiento localizado.
Eso es más trabajo que el límite de una sola rebaba. También está más cerca de lo que ve la pila.
Riesgo de rebabas y de holgura de la punzonadora
La eliminación de troqueles debe tratarse como una ventana de proceso, no como un juego de valor mínimo.
Demasiada holgura tiende a aumentar la deformación plástica, la gravedad de la fractura y la formación de rebabas. Una holgura demasiado pequeña también puede crear problemas de tensión en los bordes. El mejor resultado suele ser una ventana que equilibre un cizallamiento limpio, una formación de rebabas manejable y un daño limitado en los bordes para el material y el espesor específicos en uso.
Así que la pregunta equivocada es:
“¿Cuál es la mejor autorización universal?”
La mejor pregunta es:
“¿Qué ventana de holgura proporciona una morfología de borde aceptable, una supervivencia estable del recubrimiento y un bajo riesgo eléctrico tras la compresión para este grado de acero, este espesor y esta condición de herramienta?”.”
Esa redacción es menos conveniente. Es la que funciona.
Los controles de producción más importantes
Cuando la pérdida en vacío aumente, o cuando una pila empiece a mostrar un comportamiento inexplicable de punto caliente, inspeccione en este orden.
1. Comprobar la deriva por desgaste de la herramienta
No empiece con teorías sobre el diseño del motor a menos que las pruebas del proceso apunten en esa dirección. Compruebe primero si ha cambiado el estado del punzón, el intervalo de reafilado, la calidad del filo o la tendencia de las rebabas.
2. Comprobar el lado de la rebaba y la orientación de la laminación
Confirme cómo se apilan realmente las hojas. No cómo dice la hoja de proceso que deben apilarse. Una orientación mixta puede cambiar silenciosamente el comportamiento de los contactos.
3. Comprobar la resistencia interlaminar comprimida
Pruebe con una fuerza de apilamiento representativa. Las comprobaciones eléctricas de hojas sueltas son útiles, pero no suficientes.
4. Comprobar daños en el revestimiento cerca del borde
Busque aislamiento aplastado, raspado o afectado térmicamente cerca de los bordes cortados y los lugares de unión.
5. Comprobar los cambios recientes de adhesión
Un cambio en los parámetros de soldadura, un cambio en el patrón de sujeción o un ajuste del enclavamiento pueden convertir un borde previamente aceptable en un borde de riesgo corto.
6. Comprobar el calentamiento localizado, no sólo la pérdida total
Las cifras de pérdidas masivas pueden ocultar problemas locales. Una pila con un desarrollo temprano de puntos calientes puede estar diciendo la verdad antes que la cifra media de pérdidas.
Esa secuencia ahorra tiempo porque sigue la forma en que las rebabas suelen entrar en la pila: borde, aislamiento, compresión, sujeción y, a continuación, calor.
Una práctica tabla de control del riesgo de rebabas en las pilas de laminación
Elemento de control
Qué le dice
Lo que le falta
Mejor uso de las decisiones
Altura media de la rebaba
Tendencia general al deterioro de los bordes
Formación de bucles, supervivencia del revestimiento, efecto de compresión
Utilizar como señal de advertencia, no como lógica de liberación final
Fresa al lado
Qué superficies de contacto son más peligrosas
Mezcla de orientación durante el apilamiento
Rastrear el lado del punzón y el lado de la matriz por separado
Recuento de la vida útil de la herramienta
Desviación de la producción por desgaste
Consecuencia eléctrica real
Emparejar con inspección de bordes y comprobaciones de resistencia
Morfología de los bordes
Zona de cizallamiento, calidad de la fractura, desgarro, forma de la rebaba
Comportamiento eléctrico final de la pila
Se utiliza para validar la ventana de holgura y el tiempo de reafilado.
Resistencia a las hojas sueltas
Estado básico de aislamiento
Comportamiento real del contacto comprimido
No utilizar nunca como única pantalla eléctrica
Resistencia interlaminar comprimida
Riesgo real de cortocircuito bajo carga
Gravedad térmica local a lo largo del tiempo
La mejor herramienta de detección antes de que aparezca la pérdida total de rendimiento
Auditoría del proceso de adhesión
Riesgos inducidos por las restricciones y daños en el revestimiento
Fallos locales aleatorios alejados de la junta
Revisión siempre que cambie la tendencia de las pérdidas tras el montaje
Resultado de la pérdida en vacío
Síntoma a nivel de sistema
Localización de la causa raíz
Utilizar como confirmación, no como primer diagnóstico
Detección de puntos calientes térmicos
Visibilidad de fallos localizados
Fuente geométrica exacta del contacto
Útil cuando la deriva de la pérdida es inconsistente o tardía
Cómo inspeccionar el riesgo de rebabas en la producción sin perder tiempo
El plan de inspección debe ajustarse a la evolución de la avería.
Empieza por el borde. Luego muévase a la pila. A continuación, desplácese hasta el núcleo ensamblado.
En la fase de corte
Compruébalo:
altura de fresa por lado
desgarro de bordes
consistencia de la fractura
estado del revestimiento cerca del borde
desviación del desgaste de la herramienta por lote de producción
En la fase de pila
Compruébalo:
control de la orientación de la laminación
resistencia interlaminar comprimida
comportamiento de contacto sensible a la presión
patrón de restricción y coherencia de la densidad de la pila
Tras incorporarse a
Compruébalo:
daños locales en el revestimiento
influencia de la soldadura o entrelazado cerca de los bordes
desviación de pérdidas con respecto a la línea de base anterior a la unión
falta de uniformidad térmica precoz
Un error común es saltarse la etapa intermedia. Los equipos inspeccionan las piezas cortadas y pasan directamente a los datos del motor al final de la línea. Esto deja sin observar el paso real de conversión del fallo. Y ese paso suele ser la compresión más la unión.
Por qué el método de unión puede cambiar el resultado eléctrico
El mismo borde de laminación puede comportarse de una manera en una pila unida y de otra en una pila soldada o mecánicamente entrelazada.
Esto no debería ser sorprendente, pero a menudo se trata como tal.
Unirse hace tres cosas a la vez:
modifica la distribución local de la presión
cambia la supervivencia del aislamiento cerca de los puntos de sujeción
cambia si las láminas permanecen eléctricamente separadas
Por eso, cuando aparece una pérdida de hierro relacionada con la rebaba tras un cambio de unión, la conclusión correcta no siempre es “la rebaba empeoró”. A veces, el borde se mantuvo similar y la condición de sujeción cambió.
A la pila no le importa a qué departamento pertenece la causa.
¿Puede el recocido solucionar las pérdidas relacionadas con las rebabas?
A veces ayuda. A veces ayuda menos de lo que la gente espera.
El recocido puede recuperar parte del daño magnético causado por la tensión de corte. Puede mejorar la pérdida relacionada con los bordes que se produce por la tensión y el endurecimiento. Pero no elimina por arte de magia los puentes conductores que quedan tras el apilamiento y la unión. Si el problema es una ruta de contacto interlaminar real, el recocido no sustituye a la reparación de la condición del borde o de la condición de ensamblaje que creó el puente.
Utilice el recocido como recuperación de daños cuando proceda. No lo utilice como permiso para aceptar un control inestable de las rebabas.
La regla de decisión que la mayoría de los equipos necesitan
Utiliza esta sencilla regla:
Si el control de las rebabas se define únicamente por la geometría, la pila está infracontrolada. Si el control de las rebabas se define por la geometría más el comportamiento eléctrico bajo compresión, la pila está más cerca de ser controlada.
PREGUNTAS FRECUENTES
¿Cuál es la causa principal de los cortocircuitos relacionados con las rebabas en las pilas de laminación?
La causa principal no es sólo la altura de la rebaba. El verdadero desencadenante es el contacto conductor entre láminas adyacentes tras la compresión o la unión. Las rebabas son importantes porque ayudan a crear ese contacto, especialmente cuando el revestimiento aislante cerca del borde está dañado.
¿Puede una rebaba pequeña provocar una pérdida adicional de hierro?
Sí. Una rebaba pequeña puede contribuir a una pérdida adicional de hierro si daña el aislamiento, se aplana bajo presión o participa en una ruta conductora cerrada. Una rebaba visiblemente más grande no siempre es la más peligrosa.
¿Qué debe medirse primero en la producción?
Empiece por la tendencia de desgaste de la herramienta, rebaba por lado, orientación de la laminación y resistencia interlaminar comprimida. Si éstas van a la deriva, el resultado de la pérdida al final de la línea suele ser un síntoma tardío, no la primera señal útil.
¿Es la altura media de las rebabas un buen criterio de liberación?
Es útil como métrica de tendencia, pero débil como criterio de liberación independiente. No indica si la pila de laminación final formará trayectorias conductoras bajo la presión de montaje real.
¿Cómo afecta la presión de apilado al riesgo de rebabas?
La presión de la pila puede convertir defectos marginales de los bordes en verdaderos puentes eléctricos. Una pila que parece aceptable en la inspección de hojas sueltas puede fallar una vez que las fuerzas de compresión ponen en contacto los bordes dañados.
¿Afecta el método de unión a la pérdida de hierro relacionada con la rebaba?
Sí. El método de unión puede cambiar la distribución de la presión, la supervivencia del aislamiento y el contacto eléctrico entre las laminaciones. Esto significa que el mismo borde cortado puede comportarse de forma diferente después de pegarlo, soldarlo, entrelazarlo o sujetarlo.
¿Puede aumentar la pérdida en vacío sin un problema evidente de rebabas?
Sí. Las pérdidas adicionales en vacío pueden deberse a daños magnéticos en el filo de corte, rotura local del aislamiento o contacto inducido por restricciones, incluso cuando la altura de la rebaba por sí sola no parezca extrema. Por eso son importantes la morfología del filo y las comprobaciones eléctricas comprimidas.
¿Cuándo debe utilizarse la prueba de resistencia interlaminar comprimida?
Utilícelo siempre que aumente la tendencia de las rebabas, se produzcan desviaciones en el desgaste de la herramienta, cambien las condiciones de unión o la pérdida sin carga comience a moverse sin una explicación clara del diseño. Es una de las pruebas más útiles para separar la variación inofensiva de los bordes del riesgo real de cortocircuito a nivel de pila.
Conclusión
El control de las rebabas de laminación del motor debe definirse como prevención de trayectos cortos en la pila de laminación acabada, no como un simple control de la altura de rebaba en hojas individuales.
Ese cambio lo cambia todo.
Cambia lo que inspeccionas. Cambia tu tendencia. Cambia cuando paras la línea. Cambia qué partes “aceptables” no lo son en realidad.
Y una vez que eso se convierte en la norma, la pérdida extra de hierro deja de parecer aleatoria.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.