Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Estampación con matrices progresivas para laminados de motores: Visión general del proceso y mejores usos
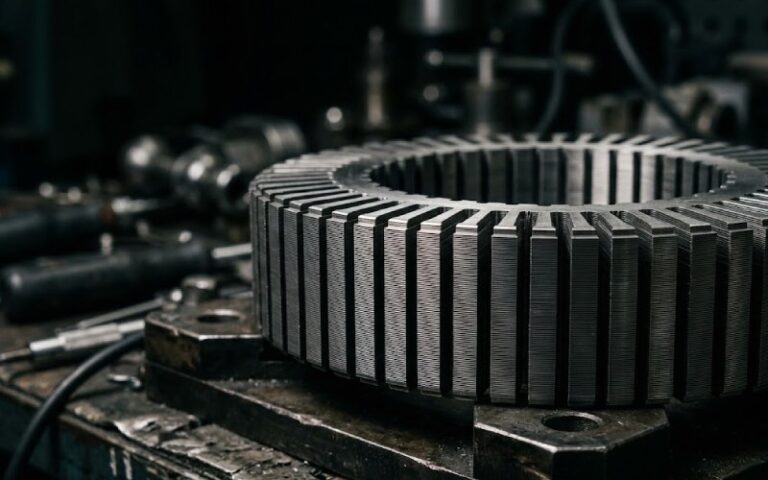
Troquelado progresivo para laminados de motor es un proceso de fabricación de gran volumen que forma perfiles de laminación a través de una secuencia de estaciones en un juego de troqueles, utilizando una trayectoria de banda controlada para crear características, mantener el registro y, a veces, crear perfiles parciales o acabados. pilas de laminación en línea.
Lo eligen cuando el programa es estable, el volumen anual es real y la geometría de laminación debe repetirse sin desviarse de una estación a otra, de una bobina a otra y de un turno a otro. Ahí es donde los troqueles progresivos empiezan a tener sentido. Y donde dejan de tener sentido es igual de importante.
Índice
Principales conclusiones
El troquelado progresivo se adapta mejor a los laminados de motor cuando la demanda es estable, el registro de las características es importante y el coste del utillaje puede repartirse en tiradas de producción largas.
El principal riesgo técnico no es la tasa de producción. Son los daños en los bordes de corte: rebabas, endurecimiento local del trabajo, alteración del aislamiento y los mecanismos de pérdida subsiguientes.
El método de unión importa desde el principio. El enclavamiento, el pegado, la soldadura y el recocido posterior al estampado modifican la manipulación de las pilas y el rendimiento magnético.
Un troquel rápido con un mal comportamiento de la banda no es un buen proceso de laminación. No es más que una forma rápida de provocar daños en los bordes y una geometría inestable.
Por qué se utiliza la estampación progresiva en pilas de laminación
Para laminaciones del estator y laminados del rotor, Las matrices progresivas resuelven un problema de fabricación específico: demasiadas características críticas tienen que permanecer en relación unas con otras mientras el rendimiento se mantiene alto.
El patrón de ranura tiene que permanecer donde debe estar en relación con el orificio. El perfil exterior tiene que permanecer donde le corresponde en relación con las ranuras. Pequeños puentes. Relieves. Formas de enclavamiento. Elementos piloto. Todo ello.
Las operaciones sueltas pueden cumplir las dimensiones y aun así perder la pieza. Eso es lo que ocurre. Un laminado puede parecer aceptable en una simple comprobación y aún así construir una pila que funcione peor de lo esperado porque el proceso controló el tamaño pero no controló la relación de la característica lo suficientemente bien, o la condición del borde se ignoró hasta que se convirtió en un problema eléctrico.
Por tanto, el valor de la estampación con matriz progresiva no reside en que fabrique piezas planas con rapidez. Muchos procesos lo hacen. Su valor es que puede hacer pilas de laminación de motores con geometría repetible en una trayectoria de banda repetible, a velocidades de producción que justifican un utillaje serio.
Resumen del proceso: qué ocurre en realidad
1. La selección de la bobina y la disposición de la banda deciden más de lo que la gente admite
El proceso comienza con el acero eléctrico en forma de bobina. La anchura de la banda, la estrategia de dirección del grano si es relevante para el diseño, la lógica del portador, el equilibrio de la chatarra, el paso de alimentación y la colocación del piloto se fijan desde el principio. No se trata de un trabajo de fondo. Aquí es donde el troquel empieza a ganar o perder.
Un trazado de bandas para laminados tiene que hacer varias cosas a la vez:
preservar la estabilidad de la banda en todas las estaciones
apoyar la participación fiable de los pilotos
mantener las fuerzas de corte razonablemente equilibradas
evitar las regiones portadoras débiles que se retuercen o caminan
gestionar la utilización del material sin destrozar la banda
La tentación es optimizar primero la chatarra. A menudo es el instinto equivocado. Un diseño de banda que parece eficiente sobre el papel puede comportarse mal en la prensa. Una vez que la banda empieza a inclinarse, levantarse o alimentarse con pequeños cambios de actitud, la matriz empieza a enseñar a la pieza una nueva geometría. En silencio.
2. Las estaciones tempranas establecen el registro
Las primeras estaciones suelen crear características piloto u otras condiciones de localización que permiten a las estaciones posteriores trabajar a partir de algo más fiable que la longitud de avance por sí sola. Para el trabajo de laminación, esto es importante porque el error de posición de la ranura es muy grave. Un pequeño problema de registro no se queda pequeño una vez que se repite en una pila.
Esta es una de las razones por las que los progresistas mueren trajeados producción de laminado de gran volumen. La tira no se reintroduce desde cero cada vez. Se mantiene en una sola historia de fabricación desde la entrada hasta el corte final.
3. Las estaciones intermedias construyen el conjunto de características
Aquí es donde el troquel empieza a hacer el trabajo detallado:
perforación de ranura
características del orificio
relieves y muescas
conformación de puentes
formas de enclavamiento si se utilizan
desarrollo parcial del contorno
La secuencia importa. Mucho. Las puntas de los dientes finas, los puentes estrechos y los patrones de ranuras densos pueden forzar un orden de estación que parezca extraño desde fuera. A veces, un diseñador deja el material en su sitio más tiempo del previsto sólo para mantener viva la tira. A veces, una estación vacía no es espacio desperdiciado. Es un respiro para el proceso.
Este tipo de elección rara vez aparece en un folleto. Aparece en la chatarra, el desgaste de los troqueles y el comportamiento de las rebabas.
4. El cegado final separa la laminación
El corte final del perfil es el punto en el que el laminado abandona el soporte. En esta fase, ya se ha establecido la mayor parte de la geometría crítica. El último corte no es sólo un evento de separación. También es el momento en el que el equilibrio de fuerzas, el control de desechos, la calidad del borde de corte y la liberación de la pieza deben alinearse a la vez.
Si la última estación es inestable, todo lo que está aguas arriba empieza a parecer peor de lo que es. No porque aguas arriba estaba mal. Porque la pieza sale mal del troquel.
5. La unión de pilas puede producirse en línea o posteriormente
Algunos programas de laminación utilizan enclavamiento en la matriz por lo que las láminas individuales salen de la matriz parcialmente apiladas o listas para un montaje rápido. Otros estampan láminas sueltas y las unen más tarde mediante pegado, soldadura, sujeción o una ruta mixta.
No se trata de una decisión menor de la rama. El método de unión cambia:
manejo de pilas
integridad del aislamiento
distorsión local
comportamiento de la pérdida de hierro
flujo del proceso posterior
coste total de fabricación
Con demasiada frecuencia, el método de unión se trata como una opción de montaje secundaria. Y no es así. En pilas de laminación, forma parte de la estrategia de estampación.
El verdadero problema de ingeniería: el estado de los bordes cortados
Muchas entradas de blog sobre este tema dedican demasiado tiempo a la velocidad. La cuestión más difícil es el borde.
Cuando se estampa acero eléctrico, el borde de corte desarrolla una zona deformada. La holgura, el filo del punzón, el desgaste de la matriz, la calidad del material, el estado del revestimiento y el comportamiento de la prensa influyen en el aspecto de esa zona. El resultado no es sólo una diferencia visual en el aspecto del borde cortado. Puede afectar:
altura de la fresa
endurecimiento local del trabajo
tensión residual cerca del borde
permeabilidad magnética cerca de las regiones cortadas
pérdida de hierro
riesgo de cortocircuito interlaminar si el contacto con las rebabas se agrava
Por eso, el control de rebabas en laminados de motor nunca deben archivarse bajo calidad cosmética. Las rebabas pueden cambiar el comportamiento eléctrico de la pila. No en todas partes. Ni siempre. Pero lo suficiente como para que los equipos experimentados observen la tendencia de las rebabas como una variable del proceso, no como un problema de limpieza.
Y una vez que el desgaste de la herramienta empieza a desplazar la condición del filo, la pieza puede seguir siendo dimensionalmente aceptable mientras que el margen de rendimiento ya se está gastando.
Mantenimiento de holguras, desgaste y troqueles
Si el troquel ejecuta programas largos, el desgaste forma parte del producto. Suena contundente. Pero sigue siendo cierto.
La holgura afecta al comportamiento de la fractura y a la formación de rebabas. El desgaste de la herramienta modifica la holgura en la práctica, aunque la configuración nominal no cambie nunca. Así pues, una matriz progresiva para laminaciones no se define realmente sólo por su diseño original. Se define por el diseño más la disciplina de mantenimiento que mantiene la condición del borde dentro de la ventana prevista.
A continuación se exponen algunas consecuencias prácticas:
La tendencia de las rebabas debe medirse a lo largo del tiempo, no sólo en el momento de la homologación
el desgaste de los insertos de los punzones y matrices debe controlarse en función de la calidad de los bordes, no sólo en función de las horas.
el comportamiento del revestimiento aislante debe revisarse después del estampado, no suponerse
los programas de afilado de herramientas deben responder al riesgo de rendimiento de la laminación, no sólo al deterioro visible
Esta es la parte que algunos equipos intentan simplificar. Normalmente demasiado.
Enclavamiento en pilas de laminación: útil, pero no gratuito
Enclavamiento en pilas de laminación es atractivo por una razón. Favorece la automatización, mejora la manipulación, reduce la gestión de piezas sueltas y puede eliminar un paso de montaje de pilas independiente. En términos de producción, es fácil que guste.
Pero los enclavamientos no son elementos neutros. Alteran la geometría local del material, pueden crear vías de contacto más estrechas entre las laminaciones y pueden añadir pérdidas si se utilizan en exceso o se colocan en regiones magnéticamente sensibles.
Por tanto, la cuestión no es si el interlocking es bueno o malo. Esa es una pregunta débil. La mejor es ésta:
¿Cuánto enclavamiento se necesita para lograr la estabilidad de la pila sin crear una penalización magnética o eléctrica innecesaria?
Esa respuesta depende de:
altura de la pila
medidor de laminación
frecuencia de funcionamiento
geometría del núcleo
distribución local de la densidad de flujo
si también se utilizan adhesivos u otros métodos de apoyo
Un diseño que utiliza enclavamientos en todas partes porque la matriz puede formarlos no suele ser un diseño optimizado. Se trata simplemente de una decisión de diseño fácil tomada demasiado pronto.
Cuándo el troquelado progresivo es la elección correcta
Este proceso es más fuerte cuando la pieza y el caso empresarial dejan de moverse.
Condiciones óptimas
Condiciones de producción
Apto para estampación progresiva
Qué suele impulsar la decisión
Volumen anual elevado y estable
Ajuste fuerte
El coste de las herramientas puede repartirse entre tiradas largas, y la repetibilidad pasa a ser más valiosa que la flexibilidad del proceso.
Control estricto de ranura a ranura y de característica a característica
Ajuste fuerte
Un recorrido de banda ayuda a mantener el registro mediante operaciones secuenciales
Necesidad de enclavamiento en el troquel o montaje rápido de pilas
Ajuste fuerte, con precaución
Bueno para el rendimiento y la automatización, pero las características de unión deben controlarse cuidadosamente
Cambios frecuentes de diseño o desarrollo en fase inicial
Ajuste débil
La carga del reajuste aumenta rápidamente y el proceso se vuelve demasiado rígido
Laminaciones muy grandes
Condicional
El tamaño de la herramienta, la economía de la banda y las limitaciones de la prensa pueden impulsar otras rutas de corte.
Galgas muy finas con poca rigidez de banda
Condicional
Es posible, pero la manipulación de la banda, la elevación y la estabilidad de la alimentación son más difíciles de proteger.
Laminaciones pequeñas y medianas con geometría madura
Ajuste muy fuerte
Buen equilibrio entre eficacia de las herramientas, control de las tiras y producción repetible
En términos llanos, los troqueles progresivos son mejores cuando el programa ha dejado de ser experimental.
Cuándo puede ser mejor otro proceso
La estampación con troqueles progresivos no es la respuesta automática para todos los trabajos de laminación.
Empieza a perder su ventaja cuando:
la demanda anual es demasiado baja para recuperar el coste de las herramientas
la geometría del rotor o del estator sigue cambiando
el tamaño de las piezas hace que la utilización de las bandas sea escasa
los ciclos de desarrollo son cortos y el rediseño frecuente
un programa prototipo necesita más flexibilidad que velocidad
la forma de laminación crea condiciones de soporte inestables
Aquí es donde los equipos a veces fuerzan la ruta del troquel porque ya se conoce el proceso de producción final. Esto puede ser un error. Un proceso puede ser adecuado para SOP y, sin embargo, erróneo para el desarrollo inicial.
Modos de fallo habituales en los programas de laminación de matrices progresivas
1. Las rebabas se tratan como un defecto visual en lugar de como una variable de rendimiento de la pila
Este es el clásico. Burr crece gradualmente. La inspección sigue pasando lo básico. Entonces cambia el comportamiento de la pila, o la fricción del ensamblaje, o el calentamiento local aparece más tarde de lo que nadie quería.
Cuando el problema se hace evidente, el troquel ya lleva tiempo diciendo la verdad.
2. La estabilidad de la banda se sacrifica por el aprovechamiento de la chatarra
Un nido muy eficiente no es impresionante si la tira camina, se levanta o se alimenta de forma inconsistente. El trabajo de laminación castiga el comportamiento inestable de la banda porque el error se repite en cada estación y luego se repite de nuevo en cada pieza de la pila.
3. El recuento de enclavamientos se elige sólo por comodidad de manejo
Una pila fácil de mover no es automáticamente una buena pila magnética. El patrón de enclavamiento, el recuento y la ubicación necesitan una revisión de ingeniería real. No sólo la aprobación del montaje.
4. El mantenimiento de las herramientas se programa por hábito
Los intervalos de mantenimiento fijos pueden ser útiles. También pueden dar pereza. Para troquelado progresivo para laminados de motor, La calidad de los cantos y la tendencia de las rebabas deben estar vinculadas a las decisiones de mantenimiento. De lo contrario, el programa de utillaje y el producto corren el riesgo de distanciarse.
5. La estrategia de adhesión llega demasiado tarde
Cuando se retrasan las decisiones sobre el pegado, la soldadura, el entrelazado o el recocido, la ruta de estampado queda encajonada. Esto tiende a crear compromisos que nadie quería al principio y que todos aceptan al final.
Normas prácticas de diseño para laminados de motores
Mantener honesta la secuencia de estaciones
No fuerce una reducción del número de estaciones si debilita la banda o sobrecarga una condición de corte. Un troquel más corto no siempre es un troquel mejor. A veces se trata simplemente de un problema de mayor densidad.
Proteja las secciones magnéticas estrechas
Los puentes finos, los dientes finos y las regiones de ranuras densas son menos indulgentes con los daños en los bordes. Cuanto más pequeña es la sección magnética, menos espacio hay para ocultar efectos de estampado.
Decidir con antelación si la pila estará suelta, entrelazada, unida o soldada.
Esta decisión modifica el diseño de las características, las prioridades de tolerancia, la lógica de manipulación y la estrategia de inspección. No debe posponerse a una “revisión posterior de la fabricación”.”
Vigilar la geometría relativa, no sólo las dimensiones individuales
Una laminación puede superar las dimensiones aisladas y aún así producir una pila débil si la posición de la ranura, la ubicación del orificio y la relación del diámetro exterior se desvían en combinación. En los laminados de motor, la precisión relacional suele ser más importante que la precisión nominal aislada.
Inspección de la desviación del proceso
Los datos de homologación no bastan. Los planes de inspección deben captar la deriva:
altura de la fresa
estado de los bordes
registro de funciones
planitud de la pila si se apila en línea
consistencia de la forma de enclavamiento
alteración del revestimiento cerca de las regiones cortadas
Mantener el tratamiento térmico posterior a la estampación en el plan original si es necesario.
Recocido para aliviar tensiones debe planificarse, no añadirse como medida de rescate después de que aparezcan los problemas. Si la ruta lo necesita, lo necesita desde el principio.
Compromisos de proceso que realmente importan
Una forma más limpia de evaluar el estampado progresivo para pilas de laminación consiste en dejar de preguntarse si el proceso es “bueno” y preguntarse qué comercia.
Negocia flexibilidad para la repetibilidad. Negocia coste inicial de utillaje para reducir el coste unitario a escala. Negocia rendimiento rápido para exigencias de mantenimiento más estrictas. Puede negociar fácil manipulación de pilas para una mayor penalización magnética cuando el enclavamiento se lleva demasiado lejos.
Ese es el proceso. Una cadena de intercambios. No una respuesta mágica.
Resumen para compradores técnicos
Para compradores, equipos de aprovisionamiento e ingenieros de fabricación que comparan métodos para pilas de laminación, La decisión suele reducirse a cuatro filtros:
¿Es suficiente el volumen anual?
¿Es la geometría lo suficientemente estable como para bloquear el diseño del troquel?
¿Necesita la aplicación un registro estricto de características en grandes lotes de producción?
¿Puede el equipo controlar las rebabas, el desgaste y los efectos de unión lo suficientemente bien como para proteger el rendimiento magnético?
Si la respuesta a la mayoría de estas preguntas es afirmativa, el troquelado progresivo suele ser un buen candidato. Si no es así, forzarlo antes de tiempo tiende a crear costosas lecciones.
PREGUNTAS FRECUENTES
¿Cuál es la principal ventaja de la estampación progresiva para la laminación de motores?
La principal ventaja es producción repetible de gran volumen con registro controlado de características. Para diseños de estator y rotor maduros, una ruta de banda puede mantener las relaciones de ranura, taladro y perfil de forma más consistente que otras rutas de corte menos integradas.
¿Es siempre la estampación progresiva el mejor proceso para las pilas de laminación?
No. Funciona mejor cuando el diseño es estable y el volumen de producción es elevado. Para prototipos, geometrías cambiantes o programas de menor volumen, un proceso de corte más flexible puede ser la mejor opción.
¿Por qué es tan importante el control de las rebabas en los laminados de motor?
Porque las rebabas no son sólo un problema superficial. Un exceso de rebabas puede perturbar la separación del aislamiento entre las laminaciones, aumentar el riesgo de contacto conductor local y contribuir a los mecanismos de pérdida en el interior del núcleo.
¿Puede el enclavamiento perjudicar la eficacia del motor?
Puede reducir el margen de rendimiento si se utiliza en exceso o se coloca mal. Los enclavamientos ayudan a la manipulación y automatización de las pilas, pero también perturban el laminado localmente. Hay que diseñar el intercambio, no asumirlo.
¿Cuándo debe considerarse la posibilidad de pegar o soldar en lugar de enclavar?
Cuando la aplicación es sensible a las perturbaciones magnéticas locales, cuando la retención del aislamiento es una prioridad o cuando la integridad de la pila debe lograrse sin depender en gran medida de las características de bloqueo formadas. La respuesta correcta depende del diseño del motor y de la ruta de producción.
¿Una tolerancia más ajustada significa automáticamente una pila de laminación mejor?
No siempre. Para laminaciones de motor, geometría relativa y estado de los bordes a menudo importan tanto como la tolerancia dimensional nominal. Una pieza puede medir bien y aun así comportarse mal en una pila si el proceso está dañando el borde o desviando la relación de la característica.
¿Debe añadirse el recocido de alivio de tensiones sólo si aparecen problemas?
No. Si la ruta necesita recocido para recuperar el rendimiento tras el estampado o la unión, debe incluirse en el plan de fabricación original. Utilizarlo como herramienta de corrección tardía suele significar que la cadena de procesos no se definió con suficiente claridad.
Última palabra
Troquelado progresivo para laminados de motor está en su mejor momento cuando el producto está asentado, el volumen es real y el equipo está dispuesto a gestionar adecuadamente las piezas perforadas: comportamiento de la banda, estado de los bordes, desgaste, lógica de unión y deriva de la inspección.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.