Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
Pilas de laminación de motores paso a paso a medida: Por qué parecen capas y cómo las fabricamos
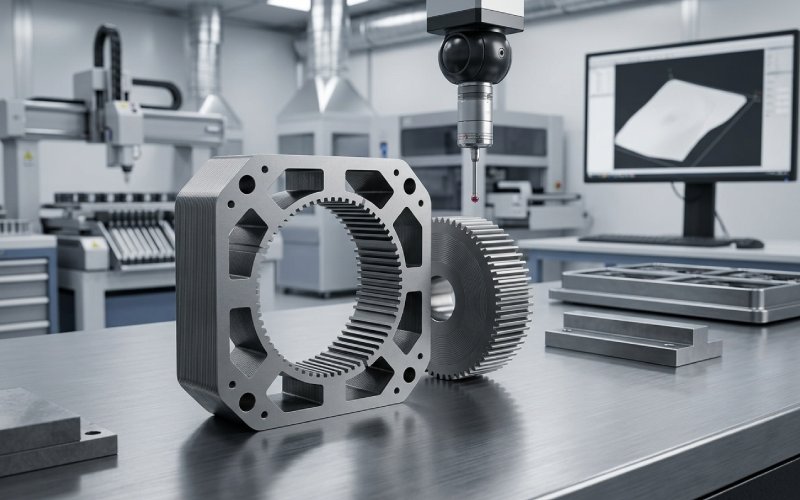
Si está buscando laminados para motores paso a paso, el aspecto de “capas” no es lo interesante. La cuestión útil es lo que esas capas hacen a la pérdida, la consistencia del par, la precisión del apilamiento y la repetibilidad de la producción. En los motores paso a paso híbridos, el propio rotor está formado por dos secciones dentadas con un imán axial entre ellas, y estas secciones dentadas están mecánicamente desplazadas medio paso de diente. Así que el aspecto en capas no es un detalle. Es un conjunto de decisiones magnéticas y de fabricación que tiene que sobrevivir a la producción real, no sólo al CAD.
Fabricamos pilas de laminación de motores paso a paso a medida para compradores que ya conocen los aspectos básicos y desean menos sorpresas entre el prototipo y la producción en serie. Ahí es donde empiezan la mayoría de los problemas. No en la teoría. En el borde de corte. En la unión de la pila. En la forma en que un dibujo ignora lo que el punzonado o la soldadura hacen al acero.
Índice
Por qué las láminas de los motores paso a paso son estratificadas
Las laminaciones de los motores paso a paso se construyen a partir de finas láminas de acero eléctrico aislado en lugar de un núcleo de acero macizo porque las laminaciones reducen las pérdidas interlaminares y por corrientes parásitas. El revestimiento aislante a ambos lados de la lámina ayuda a bloquear la corriente entre capas, mientras que la estructura de lámina fina limita las corrientes circulantes no deseadas que, de otro modo, generarían calor y pérdidas adicionales. Para los núcleos de los motores, se suele utilizar acero eléctrico no orientado porque se adapta mejor a las condiciones magnéticas de rotación que los materiales de chapa direccional.
Esa es la explicación estándar. La explicación del origen es diferente.
Un núcleo estratificado también nos permite controlar la geometría de los dientes, el perfil de las ranuras, la altura de la pila y la repetibilidad del rotor/estator de un lote a otro. En los motores paso a paso, especialmente en los diseños híbridos pequeños, las pequeñas desviaciones geométricas se convierten en errores angulares, dispersión del par, ruido o calentamiento adicional mucho más rápido de lo que muchos compradores esperan. Cuanto más pequeña es la máquina, menos espacio hay para ocultar los daños en los bordes causados por el corte.
Materiales de acero eléctrico utilizados para laminados de motores paso a paso
Para las pilas de laminados de motores paso a paso personalizados, la selección de materiales suele comenzar con el acero eléctrico no orientado en calibres finos utilizado para los núcleos de los motores. Un rango de espesores comúnmente referenciado para las laminaciones de motores es de aproximadamente 0,2 mm a 0,65 mm, Sin embargo, el calibre adecuado depende de las condiciones de conmutación, el objetivo de pérdidas, la ruta de las herramientas, la estabilidad del conformado y la cantidad de factor de apilado que esté dispuesto a cambiar por las necesidades de aislamiento y montaje. Más fino no es automáticamente mejor. No después de que aparezcan daños por corte.
Lo que miramos antes de recomendar un material es sencillo:
frecuencia de funcionamiento y comportamiento del conductor
par objetivo y límite térmico
geometría del diente del estator y del diente del rotor
método de prototipo frente a método de producción
ruta de unión preferida tras el apilamiento
Si la decisión material se toma demasiado pronto, sin la ruta del proceso, el proyecto suele pagarlo después.
Cómo fabricamos pilas de laminación de motores paso a paso a medida
1. Revisión DFM antes del utillaje
No nos basamos únicamente en la geometría del contorno. Revisamos la anchura de los dientes, el área del puente, la relación de ranuras, la altura de apilado, las características de ajuste, la dirección de las rebabas, el área de unión y si el diseño pasará de muestras cortadas con láser a estampado progresivo más adelante. Un laminado que parece fácil de cortar puede volverse inestable al apilarse o desviarse cuando cambia el método de unión.
Para el presupuesto, solemos pedir:
Artículo
Por qué lo pedimos
Qué cambia
Dibujo 2D / DXF
Define el perfil del diente, ranuras, muescas, OD/ID
Recorrido del utillaje, viabilidad, método de inspección
Altura de la pila
Determina el número de laminados y la estrategia de unión
Método de compresión, tolerancia de apilamiento, coste
Volumen anual
Separa la lógica del prototipo de la lógica de la producción en serie
Corte por láser frente a estampación, inversión en troqueles
Solicitud de material
Establece la línea de base magnética y de fabricación
Pérdida, perforabilidad, revestimiento, precio
Uso del rotor o del estator
El mismo acero se comporta de forma diferente en distintas geometrías
Sensibilidad a las rebabas, prioridad de alineación
Preferencia de adhesión
Enclavamiento, soldadura, unión o ruta mixta
Pérdida magnética, resistencia, plazo de entrega
2. Producción de prototipos de laminado
Para las primeras muestras, el corte por láser suele ser la vía más rápida. Evita el tiempo de espera de los troqueles y permite a los compradores validar el ajuste, la lógica de montaje y el comportamiento inicial del motor. Pero no es lo mismo que la producción en serie. El corte por láser cambia el borde con un mecanismo térmico; el estampado lo cambia con uno mecánico. No son equivalentes. Por eso, si un proyecto va a pasar más adelante al estampado progresivo, lo señalamos desde el primer día en lugar de pretender que el estado del canto del prototipo lo diga todo.
Esto es más importante en las laminaciones de paso pequeñas. La zona dañada cerca del borde de corte ocupa una mayor parte de la anchura del diente, lo que significa que la desviación del rendimiento entre la muestra y la producción puede aparecer antes de lo esperado.
3. Estampación progresiva para la producción en serie
Una vez que el volumen anual y la geometría justifican el utillaje, la estampación progresiva se convierte en la ruta estable para las laminaciones personalizadas de motores paso a paso. Ofrece un mayor rendimiento, un menor coste de las piezas por volumen y una mayor uniformidad entre lotes. Sin embargo, el estado de la matriz pasa a formar parte del diseño del motor, independientemente de que se anote o no. La holgura del punzón, el desgaste del punzón, la planitud de la banda y la manipulación del revestimiento modifican el núcleo final.
Por este motivo, nuestra revisión de la producción se centra en tres aspectos antes del lanzamiento:
condición de borde en recorridos largos
estabilidad de la altura de la pila tras la unión
si las hipótesis del prototipo siguen siendo válidas tras el mecanizado
Si no, corregimos allí. No después del envío.
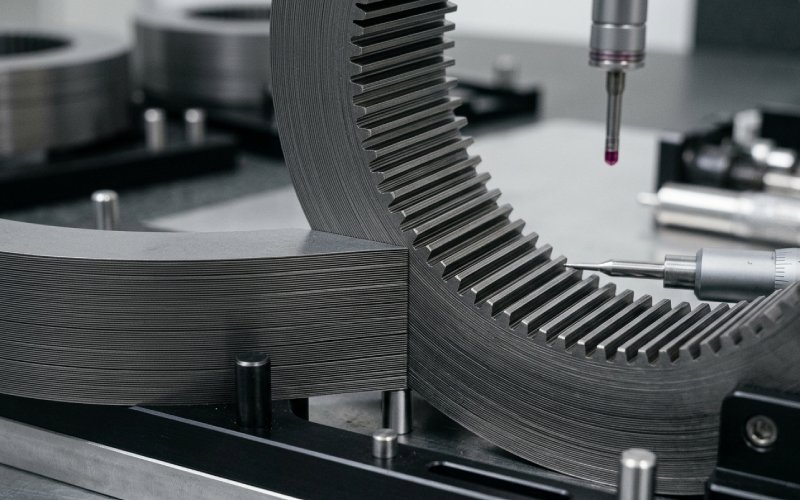
4. Control de rebabas y calidad del canto
Este es uno de los primeros lugares donde separamos los proyectos serios de los baratos.
El punzonado del acero eléctrico modifica las propiedades magnéticas cerca del borde cortado. Las revisiones de los efectos de la fabricación de acero eléctrico informan de que el punzonado puede reducir el par medio y aumentar las pérdidas en el núcleo, y el efecto es especialmente relevante en las máquinas eléctricas más pequeñas, en las que la zona del borde afectada ocupa una mayor parte de la sección activa. Las rebabas también crean problemas prácticos: desviación de la altura de la pila, problemas de ajuste y trayectos cortos interlaminares una vez que el núcleo está sujeto o soldado.
Tratamos el control de las rebabas como una cuestión magnética y dimensional al mismo tiempo. Es decir:
seguimiento del crecimiento de la rebaba con el desgaste de la herramienta
control de la dirección de las rebabas durante la formación de la pila
comprobar si el revestimiento sigue siendo eficaz tras el corte
verificar que la unión no convierte una pequeña rebaba en una vía conductora cerrada
5. Métodos de unión de pilas de laminación: soldadura, enclavamiento y pegado.
Una pila de laminado es sólo en parte un trabajo de corte. El resto es unión.
Las principales vías de unión de los laminados eléctricos de acero son unión mecánica, soldadura por fusióny pegamento o métodos de unión. Cada ruta resuelve un problema y crea otro. La soldadura aporta resistencia y estabilidad de manipulación. El enclavamiento mecánico es eficaz para la producción. La unión mantiene el aislamiento eléctrico más uniforme y suele tratar el rendimiento magnético con más delicadeza, pero añade exigencias de control de materiales y procesos. Las revisiones de pilas de acero eléctrico unidas señalan que la unión puede degradar las propiedades magnéticas al dañar el revestimiento aislante, cambiar la microestructura, añadir tensión residual o crear vías conductoras interlaminares. La unión adhesiva a menudo muestra un menor deterioro en la pérdida de hierro y la corriente de excitación que la soldadura, pero puede plantear problemas de coste y temperatura de servicio en función del diseño y la carga.
Esta es la versión resumida que suelen necesitar los compradores:
Método de unión
Principal ventaja
Riesgo principal
Uso típico en las decisiones de aprovisionamiento
Enclavamiento
Buena velocidad de producción, sin paso de adhesivo añadido
Tensión local, riesgo de cortocircuito local, compensación del factor de apilamiento en los puntos de bloqueo
Programas de volumen en los que importan los costes y el rendimiento
Soldadura
Alta integridad mecánica, buena manipulación en el montaje
Zona afectada por el calor, daños en el aislamiento, tensión residual
Pilas que necesitan una manipulación más fuerte o un mecanizado posterior
Vinculación
Mejor aislamiento eléctrico entre láminas, pila más silenciosa
Control del adhesivo, control del curado, coste añadido
Proyectos que priorizan la limpieza magnética y una menor vibración
Ruta mixta
Equilibra la fuerza y el rendimiento magnético
Más variables de proceso que gestionar
Diseños que no pueden basarse en un único método
No imponemos una ruta de unión para cada motor. Adaptamos la ruta al plano, la altura de la pila, la función del rotor o el estator y el objetivo de producción del comprador.
¿No está seguro de qué método de unión se adapta a su proyecto? Envíe el dibujo y el volumen objetivo. Podemos revisar la compensación antes de iniciar el mecanizado.
6. Alineación del rotor en laminaciones híbridas paso a paso
En el caso de las láminas de rotor de motor paso a paso híbrido, la precisión del apilado no sólo tiene que ver con la altura. También tiene que ver con el registro de los dientes. La estructura del rotor híbrido utiliza dos secciones de rotor dentadas con magnetización axial y un desplazamiento mecánico de medio diente entre las dos secciones del rotor. Este desplazamiento forma parte del comportamiento de paso, no es un detalle estético. Cuando la alineación falla, el motor puede seguir funcionando, pero la precisión de parada, la suavidad del par y la consistencia de una unidad a otra empiezan a desviarse.
Por eso tratamos las pilas de rotores paso a paso híbridos de forma diferente a los núcleos de motores genéricos. La construcción de la pila tiene que proteger tanto la intención magnética como la indexación mecánica.
Prototipo frente a producción en serie: dónde suelen quemarse los compradores
Este punto merece su propia sección porque causa problemas repetidos.
Un prototipo cortado por láser puede ser el primer paso adecuado. Rápido. Flexible. Útil. Pero no debe venderse al comprador como una predicción perfecta de la producción estampada. El troquelado introduce tensiones mecánicas en los bordes. El corte por láser introduce efectos térmicos en los bordes. La sujeción y la unión añaden otra capa de cambios. La investigación sobre los efectos de la fabricación de acero eléctrico y el comportamiento de las uniones muestra que estos pasos pueden alterar la permeabilidad, el par, la pérdida y el calentamiento lo suficiente como para ser importantes en máquinas reales.
Nuestra regla es clara: si el proyecto va a ampliarse, hablamos de la ruta de ampliación mientras aún se discute el prototipo.
¿Qué influye en el presupuesto y el plazo de entrega de los laminados para motores paso a paso?
En el caso de las pilas de laminación de motores paso a paso personalizadas, el plazo de entrega suele depender menos del esquema de laminación de lo que piensan los compradores. Los motores más grandes son:
si necesita sólo muestras o producción en serie
si el proyecto utiliza corte por láser o estampación progresiva
si el utillaje debe construirse desde cero
altura de la pila y método de unión
nivel de inspección y flujo de aprobación
si se requiere indexación del rotor o características especiales de montaje
Si desea un presupuesto más rápido, envíe lo siguiente al principio: dibujo, solicitud de material, altura de la pila, volumen anual, cantidad de prototipos y si necesita pilas de rotor, pilas de estator o ambas.
FAQ: Laminados personalizados para motores paso a paso
¿Qué material se suele utilizar para las láminas de los motores paso a paso?
Las láminas de motor suelen fabricarse con acero eléctrico fino no orientado con revestimiento aislante en ambas caras. El grosor y el grado exactos dependen del objetivo de pérdida, la ruta del utillaje y el diseño de la pila.
¿Por qué no mecanizar el núcleo a partir de una pieza maciza de acero?
Porque un núcleo sólido permite mayores corrientes circulantes y mayores pérdidas. La construcción laminada reduce las vías de corriente interlaminar y ayuda a controlar el calor y la eficiencia.
¿Es suficiente el corte por láser para los prototipos de laminación de motores paso a paso?
Sí, para las primeras muestras y la validación de la geometría. Pero las muestras cortadas por láser no deben tratarse automáticamente como idénticas a las piezas estampadas de producción en serie, porque el estado de los bordes se crea de forma diferente.
¿Qué método de unión es mejor: soldadura, enclavamiento o pegado?
No existe un método universal óptimo. La soldadura aporta resistencia. El enclavamiento aumenta la eficacia de la producción. El encolado suele proteger mejor el rendimiento magnético, pero añade control sobre el adhesivo y el curado. La elección correcta depende de la altura de la pila, las necesidades de manipulación, el objetivo de pérdidas y el volumen de producción.
¿Por qué es tan importante el control de las rebabas en las pequeñas laminaciones de motores paso a paso?
Porque las rebabas no sólo afectan al aspecto. Pueden alterar la altura de la pila, interferir en el montaje y crear caminos cortos entre las laminaciones. En los motores más pequeños, los daños en los bordes de corte ocupan una mayor parte de la sección activa, por lo que el efecto puede aparecer más rápidamente.
¿Qué archivos necesita para presupuestar pilas de laminación personalizadas?
Recomendamos enviar el dibujo 2D o DXF, la altura de la pila, la solicitud de material, el volumen anual, la cantidad de prototipos y el método de unión preferido si ya está definido.
¿Pueden suministrar tanto laminados prototipo como pilas de laminado para producción en serie?
Sí. Para la mayoría de los proyectos, lo mejor es revisar las dos fases a la vez para que la ruta del prototipo no se aleje demasiado de la ruta de producción.
Solicite presupuesto para pilas de laminación con motor paso a paso personalizadas
puntos de inspección que deben bloquearse antes de la liberación
Envíe hoy mismo su petición de oferta para una revisión de planos y comentarios de fabricación sobre su proyecto de laminación de motores paso a paso a medida.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.