Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.
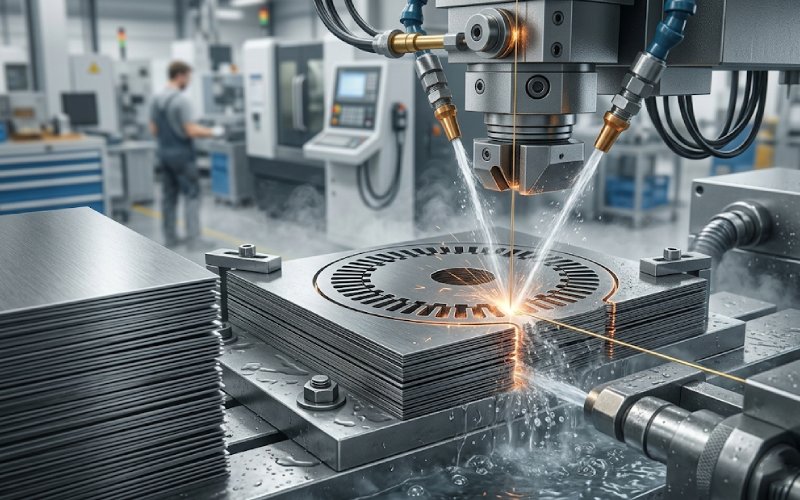
Electroerosión por hilo para laminados de motor: Cuándo se debe (y cuándo no) utilizar
Si elige un proceso de corte para laminados de motor, la primera pregunta equivocada suele ser, “¿Qué precisión tiene?” El mejor es más feo: ¿Qué tipo de borde estás creando, y qué hará ese borde a la pila más tarde? La calidad del corte no es sólo geometría. Es el riesgo de rebabas, el daño térmico local, el aislamiento interlaminar, la pérdida de núcleo y si la pila sigue comportándose como el modelo de diseño suponía que lo haría. Recientes estudios sobre la fabricación de acero eléctrico lo demuestran: los efectos de los bordes cortados pueden cambiar el rendimiento magnético lo suficiente como para que la pérdida de hierro varíe en un factor de dos o más, dependiendo del material, la geometría, el nivel de campo y la configuración del proceso.
Aquí es donde entra en juego la electroerosión por hilo. Es precisa. También es más lenta, más selectiva y menos indulgente con la toma de decisiones perezosas de lo que la gente cree. Para algunos trabajos de pila de laminación, es exactamente lo correcto. Para otros trabajos, es una forma muy pulida de pagar demasiado por el proceso equivocado.
Índice
La respuesta corta
Utilice la electroerosión por hilo cuando necesite control estricto del perfil, baja distorsión mecánica y rápida iteración del diseño en lámina conductora. No lo utilice por defecto una vez que el diseño sea estable y el volumen de salida empiece a importar más que la experimentación geométrica. Esta es la versión simple. La versión real está más abajo.
Qué cambia realmente la electroerosión por hilo en un laminado de acero eléctrico
La electroerosión por hilo elimina el material con descargas eléctricas, no con fuerza de corte mecánica. Por tanto, la chapa no se perfora ni se cizalla mientras se forma el contorno. Esto es importante en el caso de aceros eléctricos de calibre fino, dientes estrechos, puentes pequeños, aberturas de ranuras delicadas y formas internas en las que la fuerza de la herramienta puede mover la pieza antes de que nos demos cuenta. También es un proceso de corte pasante en material conductor, y las ventanas internas suelen necesitar un orificio de inicio para el enhebrado del hilo. Los diámetros de hilo más comunes son 0,10 a 0,25 mm, y la capacidad dimensional típica para los trabajos de electroerosión por hilo en general se comentan a menudo en el ±0,002 a ±0,01 mm dependiendo de la configuración, el tamaño de la pieza y el número de pasadas de desnatado.
Eso suena ideal. Pero no lo es del todo.
La electroerosión por hilo evita la deformación plástica que se produce con el punzonado, pero sigue siendo un proceso térmico. El borde cortado puede llevar una capa refundida y una zona afectada por el calor. En las máquinas modernas, las estrategias de acabado y las pasadas de desbaste pueden hacer que esa capa alterada térmicamente descienda bruscamente desde los niveles de corte en bruto, a veces desde unas pocas decenas de micras hacia micras bajas de un solo dígito, pero el número real depende de la energía de descarga, la fuente de alimentación, la estrategia de corte y el comportamiento del material. Así que el borde puede parecer limpio mientras que el material magnético cercano a ese borde sigue cambiado de forma importante.
Y sí, es importante. Los estudios sobre acero eléctrico demuestran que el método de corte y los parámetros de corte influyen en la magnetización, las pérdidas y la degradación local cerca del borde. Las revisiones que comparan las rutas de corte también informan de que el corte por hilo tiende a dañar las propiedades magnéticas menos que el punzonado y menos que muchas condiciones láser, pero “menos daño” no es lo mismo que “ningún daño”. Esa distinción se pierde todo el tiempo.
Cuando la electroerosión por hilo es la elección correcta
1. Aún estás en modo prototipo
Este es el caso de uso más limpio. La forma del rotor sigue moviéndose. La forma de la ranura del estator sigue en movimiento. La punta del diente, el grosor del puente, la cavidad del imán, la geometría del respiradero, todo sigue en movimiento. En esta fase, el valor de la electroerosión por hilo no es sólo la precisión. Es el hecho de que se puede cambiar la geometría sin tener que cortar un nuevo troquel cada vez que el equipo de diseño cambia de opinión. Para la producción de prototipos y pequeñas cantidades, la literatura técnica actual sigue situando a la electroerosión por hilo en una posición sensata. No como opción por defecto a escala. Como una forma de aprender rápidamente sin arrastre de herramientas.
2. La geometría es lo suficientemente delicada como para que la fuerza sea el verdadero problema
Algunas laminaciones son fáciles de dibujar e incómodas de cortar. Raíces dentarias delgadas. Puentes estrechos. Radios internos estrechos. Ranuras largas y delgadas. En estos casos, un proceso mecánicamente agresivo puede alcanzar la tolerancia sobre el papel, pero dejar alabeos, deformaciones locales o un comportamiento de rebabas que no se desea. La electroerosión por hilo ayuda porque la trayectoria de corte se genera sin presión directa de la herramienta sobre la chapa. Esto cambia el modo de fallo.
3. Necesita proteger el aislamiento interlaminar más de lo que necesita la velocidad
En las pilas de laminado, las rebabas no son un defecto estético. Las rebabas pueden convertirse en un puente eléctrico entre láminas adyacentes. Una vez que esto ocurre, el cortocircuito interlaminar local puede provocar pérdidas por corrientes de Foucault y calentamiento local. La electroerosión por hilo suele ser atractiva en este caso porque tiende a reducir el problema mecánico de las rebabas asociado al cizallado y punzonado, aunque introduce un problema térmico en los bordes que todavía hay que controlar y comprobar. Problema diferente. Suele ser menor. Pero real.
4. El material es costoso, fino o poco resistente
Hay una categoría reducida pero importante en la que la electroerosión por hilo sigue apareciendo después de que la etiqueta “sólo prototipos” debería haberla expulsado. Acero eléctrico muy fino. Laminados de aleación de alto valor. Pequeños lotes recurrentes en los que la chatarra duele más que el tiempo de máquina. Programas en los que la estabilidad del filo importa más que la cadencia. No es habitual. Pero reales. En esos casos, la electroerosión por hilo puede seguir formando parte de la ruta incluso después de congelar el diseño, especialmente cuando la alternativa es el riesgo de herramientas, la repetición del trabajo o daños que cuestan más que el corte lento. Se trata de una excepción de ingeniería, no de una contradicción.
Cuándo no se debe utilizar
1. El diseño se asienta y el volumen sube
Una vez que la geometría deja de moverse, la economía del proceso empieza a hacerse más ruidosa. El utillaje duro resulta más fácil de justificar. El tiempo de pieza empieza a importar más que la flexibilidad digital. En ese momento, la electroerosión por hilo suele dejar de ser la respuesta inteligente. Suele ser demasiado lenta para la producción de laminación convencional, especialmente cuando el trabajo ha pasado de la validación a la producción repetible y sensible a los costes.
2. Estás utilizando la “precisión” para evitar hacer una validación de pérdidas adecuada
Esto ocurre a menudo. Un equipo ve un perfil limpio y asume que la historia magnética también debe estar limpia. No es seguro. La degradación del borde de corte en el acero eléctrico no es sólo un problema de geometría. Cambia el estado de tensión local, el comportamiento del dominio magnético y el comportamiento de pérdida cerca del borde. Los estudios sobre los efectos de la fabricación mecánica y los estudios de medición en pilas completas coinciden en que es necesario evaluar el material después del corte y, a menudo, también después del apilado y la unión.
3. Su pieza no es apta para un proceso de corte pasante
La electroerosión por hilo es excelente para perfiles 2D, recortes internos y contornos cónicos. No es una respuesta general para características ciegas o geometrías que no permiten el acceso del hilo. Si la pieza se resiste al proceso desde el principio, forzar la electroerosión por hilo en el fresado suele generar más trabajo de fijación, más manipulación y no tiene mucho valor.
4. Su problema de pila de laminación es en realidad un problema de unión
Un buen corte puede estropearse después. La soldadura, el enclavamiento, la presión de apriete, la compresión de la pila y los puntos de contacto locales pueden crear nuevas rutas eléctricas entre las láminas o alterar el comportamiento de las pérdidas una vez realizado el corte. Por lo tanto, si su ruta de montaje puede alterar el aislamiento entre capas, el método de corte por sí solo no salvará la pila. La gente culpa al corte. A veces, el método de apilamiento es el causante del daño.
Electroerosión por hilo vs. láser vs. estampación para pilas de laminación
Factor de decisión
Electroerosión por hilo
Corte por láser
Estampación
Inversión en herramientas
Baja al principio; no hay troquel duro
Bajo a moderado
Alto coste inicial, bajo coste por pieza a escala
Velocidad de cambio de diseño
Muy rápido
Rápido
Lento una vez fabricado el utillaje
Fuerza mecánica sobre la chapa
Muy bajo
Muy bajo
Alto en relación con los otros dos
Riesgo principal
Borde térmico / refundición / HAZ
Borde térmico / HAZ
Rebaba, deformación plástica, tensión residual
Tendencia a la rebaba
Normalmente bajo
Bajo a moderado, depende del proceso
Mayor riesgo si el estado de la herramienta y la holgura se desvían
Rendimiento
Bajo
Media a alta
Más alto
Mejor ajuste
Prototipos, geometría ajustada, características frágiles, lotes pequeños de gran valor
Prototipos de volumen medio, iteración rápida
Diseños estables, producción de gran volumen
Punto de precaución
No asuma que un corte preciso significa una baja pérdida en el núcleo
La entrada de calor aún necesita validación
La rebaba y la deformación pueden desencadenar fallas interlaminares
Esta matriz refleja la amplia pauta registrada en las guías de procesos de electroerosión por hilo, las comparaciones de procesos de motor-laminado y las revisiones de daños por corte eléctrico del acero.
Cómo utilizar la electroerosión por hilo sin crear los problemas habituales
Empezar por el borde, no por el archivo CAD
Si el diseño es sensible al magnetismo, la primera pregunta no es si la máquina puede sujetar el perfil. Normalmente puede. La mejor pregunta es si el borde cortado aumentará la pérdida de núcleo, perjudicará la permeabilidad cerca del borde del diente o creará un problema después del apilado. Trate el borde como una condición del material, no sólo como un contorno.
Utilizar pasadas de desbaste y desbaste para diferentes trabajos
El corte en bruto sirve para sacar la forma. Las pasadas de desbaste sirven para reducir la refundición, mejorar el control dimensional y calmar el filo. Si se intenta obtener toda la velocidad posible en el primer corte y darlo por terminado, normalmente se está renunciando exactamente a lo que hizo atractiva a la electroerosión por hilo en primer lugar.
Mantener una energía de descarga conservadora en la pasada final
Los estudios de parámetros en acero eléctrico muestran que los cambios en la corriente, la velocidad de avance y el tiempo de impulso afectan a los resultados de magnetización. Esto no proporciona una receta mágica única, pero sí una orientación segura: no persiga ciegamente la velocidad de eliminación en piezas en las que el comportamiento magnético es importante. Los ajustes de la pasada de acabado merecen su propia lógica.
Adapte el tamaño del cable a la característica, no al hábito
Un hilo más fino puede ayudar con las esquinas internas estrechas y la geometría de ranura apretada, pero la elección del hilo también interactúa con la estabilidad, el lavado y el tiempo de corte. Lo habitual 0,10 a 0,25 mm La gama existe por una razón. Más pequeño no es automáticamente mejor. A veces simplemente es más lento y menos estable.
Validar en la pila, no sólo en una laminación suelta
Una sola lámina puede tener buen aspecto mientras que el núcleo acabado se comporta de forma diferente. Compruebe el desplazamiento de las pérdidas del núcleo, el riesgo de resistencia interlaminar, la consistencia de la altura de la pila y si la ruta de unión ha creado un contacto eléctrico fresco entre las láminas. Esto es aún más importante en los diseños de alta frecuencia y en las laminaciones finas, donde las penalizaciones por pérdidas relacionadas con la pila pueden ser más evidentes.
Qué debe figurar en la lista de control del primer artículo
Basta con una breve lista de comprobación. No una carpeta gigante de cualificaciones.
Geometría de perfiles y ranuras: verificar la anchura del diente, el grosor del puente, los radios internos y el lavado de las esquinas.
Estado de los bordes: inspeccionar en busca de rebabas, refundición, microfisuras y tintado térmico o inestabilidad visibles.
Respuesta magnética: probar el comportamiento BH o la pérdida de núcleo en cupones o muestras de anillos representativos, no sólo en el nominal CAD.
Riesgo de aislamiento interlaminar: confirmar que la pila no crea puentes eléctricos durante el prensado o la unión.
Factor de apilamiento y calidad del envase: comprobar que la planitud, el estado del revestimiento y el montaje no reducen silenciosamente el acero magnético utilizable en la pila. Los sistemas de laminación revestidos suelen situarse en el rango medio de 90% para el factor de apilamiento, por lo que los pequeños errores de montaje no son triviales.
La regla que suele funcionar
Si el trabajo consiste en aprender la geometría, La electroerosión por hilo suele ser una buena opción. Si el trabajo es de envío de muchas piezas al menor coste de repetición, normalmente no. Si el trabajo se trata de proteger el rendimiento magnético, ningún proceso tiene vía libre. Usted valida el borde, luego la pila, luego el núcleo unido. En ese orden.
PREGUNTAS FRECUENTES
¿Es la electroerosión por hilo mejor que el corte por láser para las laminaciones de motores?
No en un sentido general. La electroerosión por hilo suele ganar en suavidad mecánica y control del perfil para piezas conductoras delicadas. El láser suele ganar en velocidad y suele ser la ruta más práctica cuando aumenta la cantidad. Para las pilas de laminación, la comparación correcta no es “mejor proceso”. Es “mejor proceso para esta geometría, este volumen y este presupuesto de pérdidas”.”
¿La electroerosión por hilo crea rebabas en el acero eléctrico?
Por lo general, menos rebaba mecánica que el punzonado, sí. Pero “poca rebaba” no significa “riesgo cero para los bordes”. La electroerosión por hilo desplaza el problema hacia el estado térmico de los bordes, la refundición y el control de los parámetros.
¿Puede la electroerosión por hilo perjudicar la pérdida de núcleo?
Sí. Los efectos del corte en el acero eléctrico pueden cambiar la permeabilidad y las pérdidas cerca del borde, y las revisiones de fabricación informan de que los cambios de pérdida de hierro relacionados con el corte pueden ser lo suficientemente grandes como para importar a nivel de máquina. La electroerosión por hilo suele dañar menos que el punzonado o muchas condiciones del láser, pero sigue necesitando validación.
¿La electroerosión por hilo es sólo para prototipos?
Sobre todo, pero no sólo. Los prototipos y los lotes pequeños son los más adecuados. Sin embargo, los laminados muy finos, de gran valor o difíciles pueden justificar la electroerosión por hilo en la producción repetida de bajo volumen si el control de los bordes importa más que el tiempo de producción.
¿Cuál es la tolerancia realista de la electroerosión por hilo en los laminados de motor?
Una gama práctica citada a menudo para la electroerosión por hilo es de aproximadamente ±0,002 a ±0,01 mm, Dependiendo de la máquina, la configuración, el tamaño de la pieza y la estrategia de corte. Sin embargo, en el caso de los laminados, no hay que limitarse a la tolerancia dimensional. La tolerancia magnética también es importante.
¿Cuál es el mayor error que cometen los equipos al elegir la electroerosión por hilo?
Se fijan en el perfil de corte y se detienen ahí. La pregunta más difícil es qué ocurre después del apilado y la unión. Si las chapas adyacentes empiezan a hacer contacto eléctrico, o si el borde cortado ha alterado el acero más de lo esperado, la pila de laminado puede perder rendimiento aunque todas las dimensiones del perfil sigan pareciendo correctas.
Cheney es un ingeniero de aplicaciones sénior de Sino con una gran pasión por la fabricación de precisión. Es Ingeniero Mecánico y posee una amplia experiencia práctica en fabricación. En Sino, Cheney se centra en optimizar los procesos de fabricación de pilas de laminación y en aplicar técnicas innovadoras para conseguir productos de pilas de laminación de alta calidad.
Folleto de nuevos productos
Introduzca su dirección de correo electrónico y le enviaremos el folleto más reciente.
Deje que las pilas de laminación de Sino potencien su proyecto.
Para agilizar su proyecto, puede etiquetar las pilas de laminación con detalles como tolerancia, material, acabado superficial, si se requiere o no aislamiento oxidado, cantidady mucho más.