Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
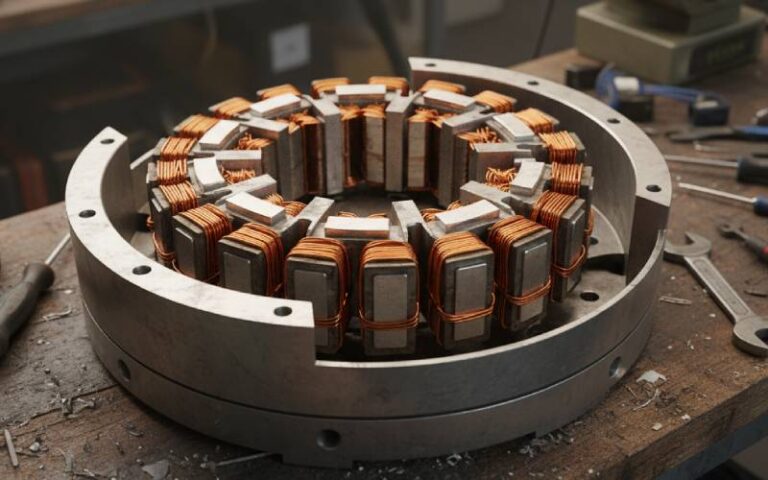
Als een klant zegt: “We kunnen overschakelen van gedistribueerd naar geconcentreerd wikkelen, maar de lamineerstapel in principe hetzelfde houden”, dan is dat meestal het punt waarop de tekening begint af te wijken.
Omdat de keuze voor wikkeling niet in koper blijft. Het verplaatst zich naar staal.
Voor lamineerstapels, De echte verandering is niet academisch. Het zit in het gebied van de sleuven. Tandbreedte. Tandpunt vorm. Back-iron reserve. Soms segmentatie. Soms scheef. Soms is er op het eerste gezicht niets dramatisch, maar dan verandert één klein flux knelpunt de hele stack in een thermisch probleem.
Zo kijken we er aan de fabriekskant tegenaan.
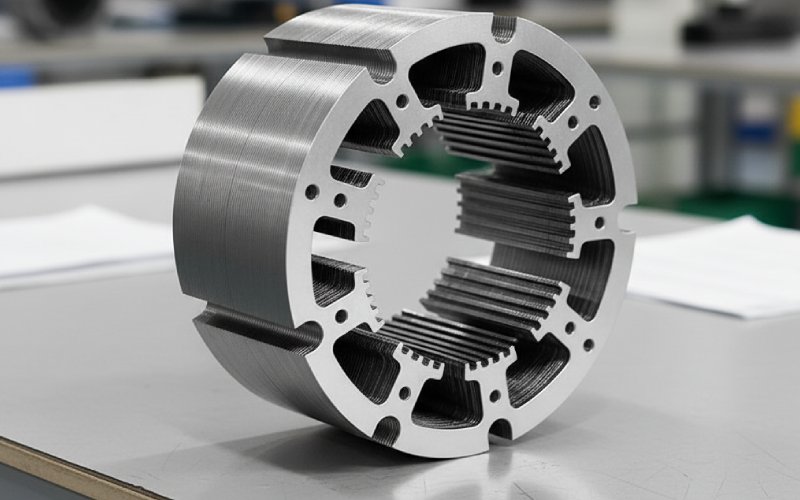
Als de topologie van de wikkeling verandert, wordt de statorlaminering geometrie moet opnieuw worden gebalanceerd. Niet altijd opnieuw getekend vanaf nul. Maar opnieuw gebalanceerd, ja.
Een geconcentreerde wikkeling duwt het ontwerp meestal in de richting van een meer lokaal magnetisch belastingspatroon rond elke tand. De eindomwentelingen worden korter, wat nuttig is, maar het actieve staal moet nu andere compromissen sluiten. Lokale verzadigingsmarges zijn belangrijker. Harmonische inhoud is belangrijker. Beslissingen over sleufopeningen zijn niet langer cosmetisch.
Een verdeelde wikkeling verdeelt de magnetische actie over meer sleuven. Het luchtspleetveld is meestal schoner. De geometrie wordt minder gevoelig op de ene plaats en meer beperkt op de andere. Je wint aan gladheid, maar betaalt dan met langere eindspoelen, meer koper buiten de stack en vaak minder vrijheid bij het plaatsen van de spoel en het inpakken van de isolatie.
De lamineerstapel verandert dus in beide richtingen. De enige vraag is waar.
Voor de meeste programma's zien we eerst vijf geometriezones bewegen.
Met geconcentreerde wikkelingen verwachten teams vaak dat de kortere uiteinden de koperkant vanzelf oplossen. Soms is dat ook zo. Soms creëren ze gewoon ruimte om de stroomdichtheid op te voeren, waardoor het spleetvenster agressiever wordt gebruikt. Dan moet de laminering beslissen wie er ruimte verliest: de tand, het achterijzer of de isolatiemarge.
Bij gedistribueerde wikkelingen is de sleufruimte nog steeds kritisch, maar de geometrische druk is anders. De sleuf maakt deel uit van een breder magnetisch patroon, niet van een enkele tand. Dat geeft meestal een meer vergevingsgezinde fluxdistributie binnen de stack, terwijl de koperstraf buiten de kern verschuift naar langere spoeloverhangen.
Het praktische punt is eenvoudig: een identiek sleufoppervlak betekent niet gelijkwaardig lamineergedrag na een wikkelingverandering.
In statoren met geconcentreerde wikkeling is de tand bezet. Hij draagt de spoel. Hij vormt de lokale permeantie. Hij reageert harder op beslissingen van de tandpunt. Als de tand te smal is, kan het ontwerp er prima uitzien bij nominale belasting en vervolgens omklappen bij overbelasting of veldverzwakkende hoeken. Als de tand te breed is, beginnen de gleufvulling en de insteekkracht terug te dringen.
Dus we bepalen de grootte van de tand niet alleen op basis van de sleufvulling. We bepalen de grootte eerst aan de hand van de lokale fluxdichtheidsmarge en kijken dan hoeveel koper het venster nog kan opnemen zonder dat de stapel een stempel- of wikkelhoofdpijn wordt.
Gedistribueerde wikkellamellen zijn anders. De tandenset werkt meer als een groep dan als geïsoleerde tanden met een hoge belasting. Dat vermindert vaak de plaatselijke spanning op de tandpunten, maar dat betekent niet dat de tandgeometrie versoepeld kan worden. Het betekent dat de tandbreedte en gleufafstand in lijn moeten blijven met de doelstellingen voor de wikkelfactor, het trillingsgedrag en de isolatieopbouw die de productie aankan.
Veel stator tekeningen tonen de tandpunt alsof het gewoon het einde van de tand is. Dat is niet zo. Het is een veldvormend element.
In geconcentreerde wikkellaminatiestapels kunnen kleine veranderingen aan de tanduiteinden het begin van verzadiging, sleuflekkage, cogginggedrag en harmonische koppeling met de rotor veranderen. Niet een klein beetje. Genoeg om te veranderen of de motor aanvaardbaar draait over het hele werkingsbereik of er alleen goed uitziet in één werkeiland.
Daarom besteden we veel aandacht aan:
Gedistribueerde wikkelontwerpen zijn hier meestal minder scherp, maar nog steeds niet vrij. Een bredere sleufopening kan helpen bij één fabricageprobleem en stilletjes een ander elektromagnetisch probleem veroorzaken. Een smalle opening kan de veldvorm helpen en vervolgens het inbrengen van de wikkeling of de controle van de sleufvoering bemoeilijken.
De tandpunt is dus geen opschoondetail. Het maakt deel uit van de hoofdgeometrie.
Dit is het patroon dat we het vaakst zien in geconcentreerde wikkelprogramma's.
De stapel begint te bewegen in de richting van een tandgecentreerde geometrie. Bredere magnetische plicht per tand. Grotere gevoeligheid voor sleufopening. Grotere belangstelling voor gesegmenteerde statorconcepten. Sterkere druk op lokale verzadigingscontroles. En meer aandacht voor harmonisch verlies aan de rotorzijde, omdat de wikkeling je niet gratis een natuurlijk glad veld geeft.
Dat betekent niet dat geconcentreerd wikkelen standaard de optie “hoge verzadiging” is. Slechte formulering. Wat het betekent is dat de geometrie minder ruimte heeft om toevallig te zijn. Eén tand kan meerdere uitgangen tegelijk veranderen.
In de praktijk hebben geconcentreerde wikkellaminatiestapels vaak baat bij:
Dit is ook het punt waarop gesegmenteerde laminaatstapels aantrekkelijker worden. Niet als trend. Als een productieoplossing. Als de wikkelstrategie korte eindomwentelingen en een hoge vulling beloont, kan een gesegmenteerde stator niet langer optioneel lijken.
Gedistribueerd wikkelen verandert de stapel op een rustiger manier, maar niet goedkoper.
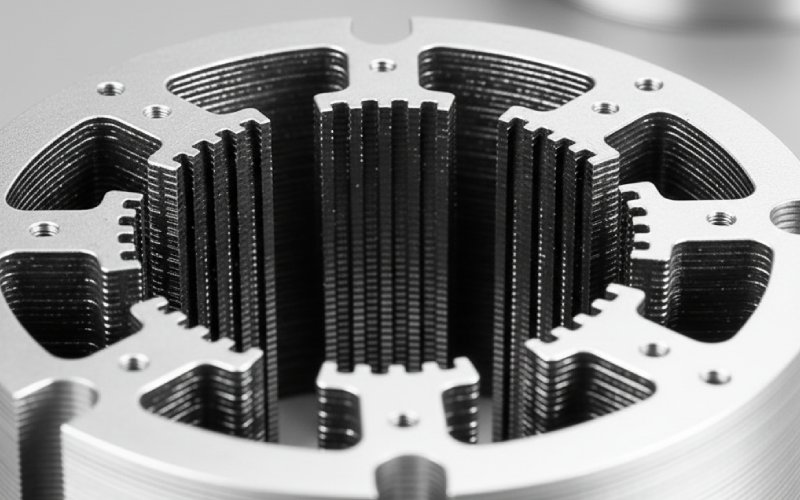
De laminering gaat vaak in de richting van meer sleuven, een smallere effectieve magnetische belasting per tand en een gelijkmatiger omtrekveld. Dat komt de kwaliteit van de golfvorm ten goede en vermindert meestal de hoeveelheid geometrische trucjes die nodig zijn om de lokale magnetische spanning te beheersen.
Maar dan zet het koperpakket uit buiten de kern. De lengte van de eindbocht neemt toe. De kopermassa neemt toe. De montageruimte verandert. Thermische beslissingen gaan verder dan de laminering, maar de laminering moet nog steeds de juiste sleufgeometrie hebben voor plaatsing, isolatie en stapelstijfheid.
Dus gedistribueerde wikkelende stapels eindigen vaak met:
Het is een soepeler systeem. Niet eenvoudiger.
| Probleem met geometrie | Geconcentreerde wikkelneiging | Gedistribueerde wikkelingstendens | Wat we doen aan de lamineerzijde |
|---|---|---|---|
| Prioriteit sleufvenster | Meestal harder geduwd per tand | Gedeeld over een bredere reeks sleuven | Controleer opnieuw de bruikbare sleufruimte, niet de nominale sleufruimte |
| Tandbreedte | Heeft vaak een sterkere lokale verzadigingsmarge nodig | Meestal gelijkmatiger belast | Grootte tand van fluxmarge eerst, wikkeling tweede |
| Tandpuntontwerp | Zeer gevoelig voor sleufopening en tipvorm | Nog steeds belangrijk, meestal minder abrupt | Vergrendel tipbreedte/radius vroegtijdig en bescherm deze in tooling |
| Rugijzer / juk | Kan in de verdrukking komen als het slotgebied snel groeit | Vaak gemakkelijker magnetisch te stabiliseren | Bevestig jukreserve bij overbelasting, niet alleen basispunt |
| Eind-draaipakket | Korter, compact | Langer, zwaarder | Behandel actieve stapel en eind-draaipakket als één afweging |
| Harmonische blootstelling | Meestal hoger, vooral als de sleuf-/poolkeuze slecht is | Meestal lager | Sleufopening, scheefstand en lokale geometrie afstemmen voordat het gereedschap bevriest |
| Productieroute | Segmentatie kan aantrekkelijk worden | Conventionele full-ring stacks blijven vaak levensvatbaar | Stem de lamineerarchitectuur af op het wikkelproces, niet andersom |
Sommige geometriebeslissingen zijn elektromagnetisch. Sommige zijn productiegedreven. De meeste zijn beide.
Een geconcentreerde stapel wikkelingen kan er op papier efficiënt uitzien, maar vervolgens commercieel falen omdat de tandvorm te fragiel is tijdens het stempelen, of omdat de stapelopbouw te veel variatie creëert bij de sleufopening, of omdat de gekozen interlocklocatie staal steelt van de verkeerde plaats.
Een gedistribueerde wikkelstapel kan er conservatief uitzien, maar vervolgens tijdens de productie ondermaats presteren omdat het aantal sleuven het stapelen van toleranties in de weg staat of omdat de wikkelinvoegmethode een sleufprofiel afdwingt dat nooit is beoordeeld op de levensduur van het gereedschap.
Daarom beoordelen we lamineerstapels met de kronkelroute in de kamer. Altijd. Handinvoer, naaldwikkeling, voorgevormde spoelen, gesegmenteerde tandwikkeling, gelaste stapel, gelijmde stapel, vergrendelde stapel. Dit zijn geen opmerkingen stroomafwaarts. Ze veranderen het staal.

Als je geconcentreerde vs. gedistribueerde wikkelingen evalueert, is de snellere vraag niet “welke wikkeling is beter?”.”
Het is dit:
Welke geometrische straf kun je het beste controleren in de productie?
Als je programma lokale tandgevoeligheid, harmonische opruiming en mogelijk gesegmenteerde assemblage aankan, kan geconcentreerd wikkelen een sterk laminaat-stapelantwoord geven.
Als uw programma waarde hecht aan een soepeler magnetisch gedrag, een bredere gleufverdeling en de koper- en verpakkingskosten buiten de kern kan accepteren, kan een gedistribueerde wikkeling de statorgeometrie vergevingsgezinder maken.
Geen van beide keuzes is algemeen. Dezelfde buitendiameter en stapellengte kan zich als twee verschillende producten gedragen zodra de wikkeltopologie verandert.
Daarom maken we geen offerte voor laminaatstapels op basis van het aantal sleuven alleen. We willen de wikkelrichting, de combinatie sleuf/stift, de doelvulstrategie en de werkelijke procesroute weten voordat we een tekening volwassen noemen.
Nee. Maar het vereist vaak een meer zorgvuldig verantwoorde tand. Een smalle tand kan nog steeds werken als de sleufopening, tandpunt, stroombelasting en pool/sleufcombinatie op elkaar zijn afgestemd. Wat in de praktijk niet lukt, is ervan uitgaan dat de vorige tand met gedistribueerde wikkeling kan worden hergebruikt zonder lokale verzadigingscontrole.
Weer niet. De stapel groeit niet altijd. Het nadeel zit vaak in de lengte van de eindbocht en het koper buiten de actieve kern, niet alleen in de OD van de laminatie of de stacklengte. Dat gezegd hebbende, als de thermische of rendementsdoelen krap zijn, kan de stack nog steeds moeten worden aangepast omdat de hele elektromagnetische balans is verschoven.
Meestal wanneer geconcentreerd wikkelen deel uitmaakt van het plan en het vullen van de sleuven, de toegang tot de insertie of de fabricage van de spoel het echte knelpunt wordt. Segmentatie moet niet worden toegevoegd omdat het geavanceerd klinkt. Segmentatie moet worden toegevoegd als het de kwaliteit van het wikkelen, de herhaalbaarheid van de stapeling of de totale economische aspecten van de assemblage verbetert.
Dat hangt af van de volledige route. Geconcentreerd wikkelen kan het hanteren van spoelen vereenvoudigen en gesegmenteerde tanden bevoordelen, maar het kan de geometrische gevoeligheid rond tanduiteinden en lokale kenmerken verscherpen. Gedistribueerd wikkelen kan de stator als een volledige ringstapel houden, maar het grotere aantal sleuven en de invoegvereisten kunnen de gereedschaps- en tolerantiedruk verhogen. “Gemakkelijker” is processpecifiek.
Minimaal: slot/pool combinatie, wikkelingstype, beoogde stapellengte, isolatieconcept, verwachte stroomdichtheid, assemblagemethode en of scheefstand of segmentatie is toegestaan. Zonder dat is elke lamineerofferte nog half theoretisch.
Soms in vroege prototypes. Zelden als serieus productieantwoord. Een gedeelde stack betekent meestal dat één wikkeling in het gedrang komt, of beide. Als het prestatiedoel belangrijk is, moet de geometrie worden afgestemd op de gekozen wikkeling en niet worden uitgerekt over beide.