Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
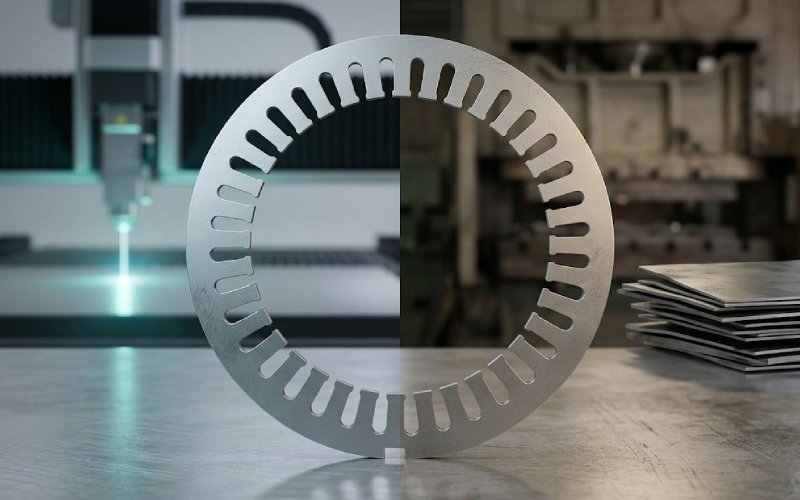
Als de geometrie nog steeds beweegt, lasergesneden motorlamineringen zijn meestal het goede antwoord. Als de geometrie bevroren is en het volume echt, gestanste laminaten meestal winnen. Dat deel is gemakkelijk. Het deel dat problemen oplevert is het midden. Zelfde CAD. Dezelfde staalkwaliteit op de print. Verschillend kerngedrag na snijden, stapelen, verbinden en vrijgave voor productie. Laserroutes verwijderen meestal hard gereedschap en verkorten de timing van het eerste deel; stempelen voegt investering in matrijzen en insteltijd toe en betaalt dit terug met doorvoercapaciteit en lagere stukkosten zodra het volume stabiel is.
Dit is waar slechte beslissingen beginnen. Teams vergelijken de prijs van onderdelen te vroeg. Of ze valideren prototype motorlamineringen met een laser en gaan er dan van uit dat gestempelde productielaminaties zich zullen gedragen als een goedkopere kopie. Dat is vaak niet zo. Snijden verandert het materiaal nabij de rand. Bramen veranderen het interlaminaire gedrag. Verbinden kan de coating beschadigen of spanning toevoegen. De stapel, niet de vlakke plaat, is waar de machine op draait. Productiereviews komen steeds weer op hetzelfde punt uit: snijden, verbinden, spanningsvrij gloeien en fit-up stappen veranderen allemaal de uiteindelijke magnetische prestaties.
Lasersnijden koopt vrijheid. Geen matrijs. Geen lus voor matrijscorrectie. Niet wachten op gereedschap telkens als de sleufopening, tandbreedte, brugdikte of geometrie van de opening een paar tienden verandert. Het is een digitaal proces, dus de leerkosten blijven voornamelijk beperkt tot programmering, materiaal en machinetijd. Dat maakt lasergesneden laminaten uitermate geschikt voor prototypebouw, ontwerpscreening en kleine series.
Stempelen is anders. Als de matrijs eenmaal goed is, is de productiesnelheid moeilijk te overtreffen. Voordat de matrijs goed is, kan het hele programma stilstaan. Het maken van de matrijs brengt extra kosten met zich mee en de eerste productie kan weken worden uitgesteld terwijl de matrijs wordt ontworpen en gebouwd. Dat maakt stempelen niet verkeerd. Het betekent alleen dat stempelen een slechte plek is om vroeg te leren.
Snijden is niet neutraal. Mechanisch snijden introduceert plastische vervorming en restspanning in de buurt van de rand. Lasersnijden kan een warmte-beïnvloede zone en lokale magnetische aantasting toevoegen. In beide gevallen gedraagt het materiaal naast de snede zich niet langer als de nominale plaatgegevens in de catalogus. Gepubliceerd werk op elektrisch staal toont aan dat schade aan de snijrand de doorlaatbaarheid kan verminderen en het verlies dicht bij de rand kan verhogen, waarbij de ernst afhangt van het materiaal, de dikte, de snijroute en de procesinstellingen.
Het lastige is de beschadigde breedte. Het is niet één vast getal. Literatuuronderzoek laat een grote spreiding zien en dat is belangrijk omdat smalle tanden en dichte gleufgeometrieën het probleem versterken. Sommige rapporten over lasergesneden materiaal hebben magnetische degradatie gemeten tot ongeveer 18 mm van de snijrand onder specifieke omstandigheden. Afzonderlijk werk aan afgeschuinde randen heeft veel kleinere aangetaste zones laten zien, ongeveer 1 tot 1,4 mm, opnieuw onder specifieke omstandigheden. Zelfde onderwerp. Zeer verschillende getallen. Dus elke simpele bewering dat één methode altijd goed of altijd slecht is, is dun. Geometrie bepaalt hier veel van.
Daarom is de omtrek belangrijker dan het aantal onderdelen. Een laminaat met smalle bruggen, dunne tanden en dichte groeven kan meer schade aan de snijkant veroorzaken dan een groter, eenvoudiger profiel van hetzelfde staal. Ingenieurs weten dit in de praktijk. Kopers soms niet. De citaatregel zegt “hetzelfde materiaal”. De motortest zegt iets anders.
Braam is niet alleen een kwestie van ontbramen. In een laminatiestapel, De braam kan een geleidingspad worden tussen aangrenzende platen. Als dat gebeurt, neemt het lokale interlaminaire wervelstroomverlies toe en daarmee ook de lokale verwarming. Studies over elektrische stalen laminaten hebben door braam veroorzaakte interlaminaire kortsluitingen behandeld als een echt verliesmechanisme en niet als een cosmetisch defect.
Dit is ook de reden waarom inkomende inspecties mensen kunnen misleiden. Een enkele plaat kan er acceptabel uitzien. Een stapel die is opgebouwd uit vele platen met herhaaldelijk braamcontact is een ander object. Voeg daar druk, verbinding, schade door behandeling of coatingverstoring aan toe en het probleem wordt steeds groter. Dus als u lasergesneden laminaten vergelijkt met gestanste laminaten, stel dan een stapelvraag en geen plaatvraag: wat gebeurt er na het comprimeren, verbinden en monteren?

| Beslissingsfactor | Lasergesneden laminaten | Gestempeld laminaat | Wat valideren voor vrijgave |
|---|---|---|---|
| Ontwerpwijzigingen | Het beste wanneer de geometrie nog beweegt | Het beste wanneer de geometrie bevroren is | Aantal verwachte CAD-wijzigingen |
| Gereedschap | Geen hard gereedschap | Investering in matrijs vereist | Break-even volume en standtijd |
| Timing van het eerste deel | Snel | Langzamer bij programmastart | Risico van planning tot prototype of lancering |
| Stukprijs bij laag volume | Meestal aanvaardbaar | Meestal slecht als het gereedschap is inbegrepen | Aantal prototypen en iteraties |
| Stukprijs bij hoog volume | Meestal hoger | Meestal lager | Voorspelling stabiliteit |
| Risico op randtoestand | Gevoelig voor laserinstellingen en feature-dichtheid | Gevoelig voor speling en slijtage | Kernverlies bij monsters met productie-intentie |
| Braam risico | Kan nog steeds bestaan, hangt af van de snijkwaliteit en de opruiming | Groeit met slijtage en speling | Isolatie- en kortsluitcontroles van stapels |
| Productiedoorvoer | Beperkt | Hoog | Werkelijke taktvereisten |
| Beste pasvorm | Snel leren | Snel herhalen | Correlatie tussen prototype en lanceerroute |
De tafel is de schone versie. De echte versie is ruwer. Laser is meestal de minder riskante manier om te leren. Stempelen is meestal de goedkopere manier om te herhalen. De problemen beginnen wanneer een programma probeert het ene proces te gebruiken om vragen te beantwoorden die bij het andere proces horen.
Lasersnijden is de juiste keuze als de motorlaminaties van je prototype nog veranderen, als je snel meerdere geometrievarianten nodig hebt of als de stapel wordt gebruikt om ontwerpvragen te beantwoorden in plaats van productievragen. Dit omvat het afstellen van sleuven, veranderingen in de tandbreedte, controles van de brugbreedte, scheefstandexperimenten en vroeg elektromagnetisch vergelijkingswerk. Laser is ook een praktische route voor kleine en middelgrote series waarbij gereedschap zich niet snel terugverdient.
Maar laser moet niet worden behandeld als een neutraal prototype dat stand-in is voor elke latere productieroute. Als het productieonderdeel wordt gestanst, bewijst een lasergesneden prototype sneller de geometrie dan het productiegedrag. Nuttig, ja. Compleet, nee. Ontwerpen met een hoge omtrek ten opzichte van het oppervlak maken deze kloof groter. Dunne maten kunnen het ook breder maken.
Stempelen wordt de betere keuze als het ontwerp stabiel genoeg is om een gereedschapsslot te overleven en het volume hoog genoeg is om de matrijskosten terug te verdienen. Op dat moment draait de beslissing niet meer vooral om flexibiliteit, maar vooral om doorvoer, herhaalbaarheid en stuksprijs. Dat is waar gestanste laminaten hun plaats verdienen.
Er is nog steeds geen vrijgeleide. De stempelkwaliteit hangt af van de toestand van de matrijs, de matrijsspeling, slijtage en braamcontrole. Naarmate de matrijs ouder wordt, verandert de randkwaliteit. Dat kan zich later uiten in coatingproblemen, problemen met stapelisolatie of verliesafwijkingen. De juiste productievraag is dus niet “Kan het stansen deze vorm maken?”. Het is “Kan het stansen deze vorm blijven maken na de echte productietijd?”. Andere vraag. Betere vraag.
Een eenvoudige volumetrische controle helpt:
Break-even volume ≈ gereedschapskosten ÷ (laser stukkosten - gestanste stukkosten)
Die formule is fundamenteel. De fout is om die alleen te gebruiken. Het echte break-evenpunt verschuift als de opbrengst verandert, als het opruimen van bramen een tweede proces wordt, als het stapelverbindingsverlies verandert, of als de gestanste kern niet langer correleert met het laserprototype.
Veel selectiefouten ontstaan omdat het team stopt met snijden. De stapel moet nog aan elkaar worden bevestigd. Lijmen, in elkaar grijpen en lassen leveren niet hetzelfde magnetische resultaat op. Reviews over het verbinden van gelamineerd elektrisch staal wijzen op de gebruikelijke afweging: de verbindingsmethode moet mechanische integriteit behouden, maar kan ook de isolatiecoating beschadigen, de microstructuur wijzigen, restspanning introduceren of geleidende paden tussen de laminaten creëren.
Dat betekent dat de echte vergelijking vaak niet laser versus stempelen is. Het is de ene volledige route tegenover de andere:
Deze routes zijn niet gelijkwaardig. Een snijmethode die er op zichzelf goed uitziet, kan zijn voordeel verliezen als de verbindingsstap eenmaal vast zit. In elkaar grijpen is bijvoorbeeld mechanisch nuttig, maar gepubliceerd werk heeft het in sommige gevallen in verband gebracht met meer ijzerverlies. Lassen kan de verpakking goed vasthouden, maar het kan ook de magnetische eigenschappen aantasten als de aangetaste zone en schade aan de coating niet onder controle worden gehouden.

Het spanningsarmgloeien kan een deel van de magnetische degradatie herstellen die is veroorzaakt door het snijden, vooral na mechanische bewerking. Dat is echt. Het is waargenomen in gepubliceerde metingen. Het is ook gemakkelijk te misbruiken als een excuus voor planning. Herstel is afhankelijk van materiaal, voorafgaande schade, temperatuurprofiel, atmosfeer en wat er voor en na het gloeien gebeurde. Gloeien moet dus gevalideerd worden als onderdeel van de route, niet behandeld worden als een opruimknop voor een zwak upstreamproces.
Gebruik lasergesneden laminaten als je het ontwerp nog moet leren.
Gebruik gestempelde laminaten als je klaar bent met het leren van het ontwerp en klaar bent om de fabriek te optimaliseren.
Gebruik een correlatie build voor het vrijgeven van de tooling als de prototype-route en de lanceerroute verschillend zijn.
En valideer niet alleen het losse vel. Valideer de laminaatstapel na het snijden, na het verbinden en in de staat waarin het daadwerkelijk in de motor gaat. Daar houdt het argument op. Of begint opnieuw.
Soms wel, vooral voor kleine of middelgrote series en programma's met een hoge mix. Maar bij lasergesneden laminaten moet er niet van uitgegaan worden dat ze bij elk ontwerp hetzelfde gedrag vertonen als gestempelde producties, omdat schade aan en verlies van snijkanten afhankelijk zijn van de geometrie, het materiaal en de procesinstellingen.
Meestal wel, ja. Stempelen wint meestal als het gereedschap gerechtvaardigd is en de geometrie stabiel is. De waarschuwing is dat matrijsslijtage, spelingcontrole en braamgroei de kwaliteit na verloop van tijd kunnen veranderen, dus volume alleen mag niet de enige maatstaf zijn.
Risico op interlaminaire kortsluiting. Bramen, beschadigde coating en sommige verbindingsroutes kunnen geleidende paden creëren tussen de platen, waardoor plaatselijk wervelstroomverlies en warmte toenemen. Het vlakke deel kan nog steeds door de inspectie komen. De stapel kan nog steeds stilletjes falen.
Nee. Kleine elementen maken het meestal erger, maar elk ontwerp met een hoge randdichtheid kan het voelen. De gerapporteerde breedte van magnetische achteruitgang varieert sterk tussen onderzoeken, wat precies de reden is waarom smalle regels falen.
Niet altijd. Het gebruik van laser voor vroeg prototypewerk en stempelen voor lancering kan verstandig zijn. De ontbrekende stap is correlatie. Als het proces verandert, test dan opnieuw op stacks met productie-intentie voor vrijgave.
Nee. Het kan helpen. Het kan niet elk gevolg van slecht zagen, slecht verbinden of stapelschade later in de route uitwissen.