Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
De sturing van de motorlamineerfrees is niet alleen sturing van de freeshoogte.
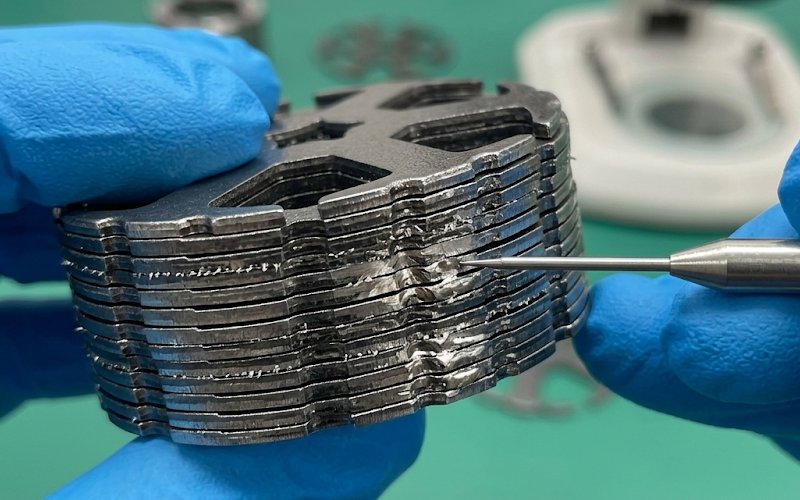
In lamineerstapels, Braam-gerelateerd falen begint wanneer een defect aan de snijrand een elektrisch pad wordt onder echte assemblageomstandigheden. De hoogte van de braam doet er inderdaad toe. Dat geldt ook voor coatingbeschadiging, braamrichting, stapeldruk, verbindingsmethode en of aangrenzende laminaten een gesloten geleidende lus kunnen vormen. Als de lus zich vormt, stijgt de lokale circulatiestroom. Het ijzerverlies stijgt mee. Warmte volgt.
De nuttige vraag is dus niet “Is de braam te hoog?”
Het is “Kan deze stapel interlaminaire geleidende paden vormen na compressie en verbinding?”
Als je de snelle versie nodig hebt, gebruik dan deze:
Interlaminaire kortsluiting treedt op wanneer aangrenzende platen zich niet meer gedragen als geïsoleerde lamellen maar, zelfs plaatselijk, als een dikker geleidend lichaam.
Meestal ziet de ketting er zo uit:
Die volgorde is belangrijk omdat veel teams alleen stap één inspecteren.
Ze meten de braamhoogte. Keuren het onderdeel goed. Gaan verder.
Dan wordt de stapel gebouwd, harder samengedrukt, anders vastgezet, misschien omgedraaid op een manier die niemand heeft kunnen volgen en verandert de echte elektrische toestand.
Dus nee, braamcontrole is geen losbladig probleem. Het is een eindstapelprobleem.
Twee mechanismen overlappen elkaar meestal.
Dit is de meest voor de hand liggende. Wanneer bramen of beschadigde randen metaal-op-metaalcontact tussen de platen veroorzaken, kan er circulerende stroom over de lamellen lopen. Als dat gebeurt, gedraagt de stapel zich minder als een gelamineerde kern en meer als een gedeeltelijk kortgesloten deel. Plaatselijk ijzerverlies neemt het eerst toe. Het bulkverlies kan later toenemen. Soms verschijnt de hotspot voordat het verlies dramatisch lijkt.
Zelfs zonder een volledige interlaminaire kortsluiting is de snijrand niet magnetisch neutraal. Het ponsproces laat een gespannen zone achter in de buurt van de rand. Verharding, restspanning en microstructurele verstoring veranderen het lokale magnetische gedrag. Een stapel kan dus extra verlies lijden door randbeschadiging, zelfs voordat een gesloten geleidende lus zich volledig ontwikkelt.
Daarom kunnen twee onderdelen met een vergelijkbare braamhoogte zich anders gedragen tijdens de test.
Dezelfde nominale braam. Verschillende randconditie. Verschillende coatingoverleving. Verschillende montagedruk. Verschillend resultaat.
De richting van de braam is geen bijzaak. Het beïnvloedt welk vlak tegen welk vlak aanligt na het stapelen. Als de actieve braam herhaaldelijk tegen het meest kwetsbare gecoate oppervlak aanligt, neemt het contactrisico snel toe bij compressie.
Als de lamineerrichting op de lijn wordt gemengd of als vellen zonder controle worden omgedraaid, kan het elektrische resultaat veranderen, zelfs als de gemeten braam dat niet doet.
Een braam die er klein uitziet bij een inspectie van losse vellen, kan na compressie een echte brug worden. Dit is waar veel kwaliteitsontsporingen beginnen. Weerstand bij lage klemkracht vertelt slechts een deel van het verhaal. Productieklemkracht vertelt het deel dat er toe doet.
Een kleine braam op intacte isolatie is één geval. Dezelfde braam op een verbrijzelde of geschuurde coating is een ander geval. In de praktijk is het overleven van de isolatie in de buurt van de snijrand vaak belangrijker dan het nummer van de braam op het rapport.
Verbinden, lassen, vergrendelen, clinchen, klemmen. Geen van deze methoden is elektrisch neutraal. Bij sommige methoden blijft de isolatie over de hele stapel beter behouden. Andere introduceren lokale geleidende verbindingen, spanningsconcentratie of beschadiging door hitte. Een proces dat mechanisch stabiel is, kan toch de magnetische prestaties verslechteren.
Met nieuwe tools kan bijna elk controleplan er goed uitzien. De echte test begint later. Braamgroei, scheuren in de randen en coatingbeschadiging hebben de neiging om met slijtage mee te drijven. Als je alleen monsters van het eerste artikel goedkeurt, beheers je het risico op braam niet. U bemonstert optimisme.
Er is niet één nummer dat voor alle lamineerstapels werkt.
De kritische drempel hangt af van de plaatdikte, het isolatiesysteem, de vorm van de braam, de stapeldruk, de geometrie van het onderdeel en de verbindingsmethode. Een grotere geïsoleerde braam kan minder problemen veroorzaken dan een kleiner maar breder contactvlak dat afvlakt onder compressie. Daarom is de gemiddelde braamhoogte vaak niet het belangrijkste criterium voor loslaten.
Een betere besturingslogica ziet er als volgt uit:
Dat is meer werk dan een enkele braamgrens. Het is ook dichter bij wat de stapel ziet.
Punch-die clearance moet worden behandeld als een procesvenster, niet als een spel met minimale waarden.
Te veel speling heeft de neiging om plastische vervorming, breukernst en braamvorming te verhogen. Te weinig speling kan ook problemen met randspanning veroorzaken. Het beste resultaat is meestal een raam dat voor het specifieke materiaal en de gebruikte dikte een evenwicht biedt tussen zuiver scheren, beheersbare braamvorming en beperkte randbeschadiging.
Dus de verkeerde vraag is:
“Wat is de universele beste opruiming?”
De betere vraag is:
“Welk spelingvenster geeft een acceptabele randmorfologie, stabiele coatingoverleving en een laag elektrisch risico na samendrukken voor deze staalsoort, deze dikte en deze gereedschapsconditie?”
Die formulering is minder handig. Het is degene die werkt.
Als het verlies bij nullast omhoog gaat of als een stack onverklaarbaar hotspotgedrag begint te vertonen, inspecteer dan in deze volgorde.
Begin niet met theorieën over motorontwerp tenzij het proces daar op wijst. Controleer eerst of de ponsconditie, het naslijpinterval, de randkwaliteit of de braamtrend veranderd zijn.
Controleer hoe de vellen daadwerkelijk gestapeld zijn. Niet hoe ze volgens het procesblad gestapeld moeten worden. Een gemengde oriëntatie kan het contactgedrag in stilte veranderen.
Test onder representatieve stapelkracht. Elektrische controles van losse vellen zijn nuttig, maar niet voldoende.
Zoek naar verbrijzelde, geschraapte of thermisch aangetaste isolatie in de buurt van snijranden en verbindingsplaatsen.
Een verschuiving van de lasparameter, een verandering van het begrenzingspatroon of een aanpassing van de vergrendeling kan een rand die voorheen acceptabel was, veranderen in een rand met een kort risico.
Grote verliescijfers kunnen lokale problemen verbergen. Een stapel met vroege hotspotontwikkeling kan eerder de waarheid vertellen dan het gemiddelde verliescijfer.
Deze volgorde bespaart tijd omdat ze volgt hoe braamfouten meestal de stapel binnenkomen: rand, isolatie, compressie, beperking en dan warmte.
| Controle-item | Wat het je vertelt | Wat het mist | Beter gebruik van beslissingen |
|---|---|---|---|
| Gemiddelde braamhoogte | Algemene verslechtering van de rand | Lusvorming, coatingoverleving, compressie-effect | Gebruik als waarschuwingssignaal, geen definitieve vrijgavelogica |
| Braam aan de kant | Welke paringsoppervlakken zijn gevaarlijker | Oriëntatiemix tijdens het stapelen | Stanszijde en matrijszijde afzonderlijk volgen |
| Levensduur gereedschap | Slijtage-gerelateerde drift in de productie | Werkelijk elektrisch gevolg | Combineer met randinspectie en weerstandscontroles |
| Randmorfologie | Schuifzone, breukkwaliteit, scheuren, braamvorm | Elektrisch gedrag van de uiteindelijke stapel | Gebruiken om het vrijloopvenster en de naslijptiming te valideren |
| Weerstand tegen losse vellen | Basisconditie isolatie | Echt gecomprimeerd contactgedrag | Nooit gebruiken als het enige elektrische scherm |
| Gecomprimeerde interlaminaire weerstand | Werkelijk kort risico onder belasting | Lokale thermische ernst in de loop van de tijd | Beste screeningshulpmiddel voordat volledig prestatieverlies optreedt |
| Controle toetredingsproces | Risico's door terughoudendheid en coatingbeschadiging | Willekeurige lokale fouten uit de buurt van de verbinding | Herzien wanneer het verlies na de montage verandert |
| Resultaat onbelast verlies | Symptoom op systeemniveau | Locatie van de oorzaak | Gebruik als bevestiging, niet als eerste diagnose |
| Thermische hotspotscreening | Lokale zichtbaarheid van fouten | Exacte geometrische bron van contact | Nuttig wanneer de verliesdrift inconsistent of te laat is |
Het inspectieplan moet overeenkomen met de manier waarop de storing zich ontwikkelt.
Begin bij de rand. Ga dan naar de stapel. Ga dan naar de geassembleerde kern.
Controleren:
Controleren:
Controleren:
Een veelgemaakte fout is het overslaan van de middenfase. Teams inspecteren afgeknipte onderdelen en springen dan meteen naar de motorgegevens aan het einde van de lijn. Daardoor blijft de eigenlijke stap van het omzetten van fouten onopgemerkt. En die stap is meestal compressie plus verbinding.
Dezelfde laminatierand kan zich op de ene manier gedragen in een gelijmde stapel en op een andere manier in een gelaste of mechanisch vergrendelde stapel.
Dat zou niet verrassend moeten zijn, maar het wordt vaak wel als verrassend behandeld.
Deelnemen doet drie dingen tegelijk:
Dus wanneer braam-gerelateerd ijzerverlies optreedt na een verandering in de verbinding, is de juiste conclusie niet altijd “de braam werd erger”. Soms bleef de rand gelijk en veranderde de toestand van de verbinding.
Het maakt de stapel niet uit welke afdeling de oorzaak heeft.
Soms helpt het. Soms helpt het minder dan mensen hopen.
Ontharden kan een deel van de magnetische schade herstellen die veroorzaakt wordt door snijstress. Het kan randgerelateerd verlies verbeteren dat ontstaat door rek en verharding. Maar het verwijdert niet op magische wijze geleidende bruggen die overblijven na het stapelen en verbinden. Als het probleem een werkelijk interlaminair contactpad is, is gloeien geen vervanging voor het herstellen van de randconditie of de assemblageconditie die de brug heeft veroorzaakt.
Gebruik waar nodig gloeien om schade te herstellen. Gebruik het niet als toestemming om onstabiele braambeheersing te accepteren.
Gebruik deze eenvoudige regel:
Als de controle over de braam alleen wordt bepaald door de geometrie, dan is de stapel ondergecontroleerd.
Als braambeheersing wordt gedefinieerd door geometrie plus elektrisch gedrag onder compressie, is de stapel dichter bij beheersing.
De belangrijkste oorzaak is niet alleen de braamhoogte. De echte oorzaak is geleidend contact tussen aangrenzende laminaten na compressie of verbinding. Bramen zijn belangrijk omdat ze helpen dat contact te maken, vooral als de isolatiecoating bij de rand beschadigd is.
Ja. Een kleine braam kan nog steeds bijdragen aan extra ijzerverlies als hij de isolatie beschadigt, plat wordt onder druk of deelneemt aan een gesloten geleidend pad. Een zichtbaar grotere braam is niet altijd gevaarlijker.
Begin met de slijtagetrend van het gereedschap, de braam aan de zijkant, de laminatierichting en de gecomprimeerde interlaminaire weerstand. Als deze verschuiven, is het resultaat aan het einde van de lijn meestal een laat symptoom en niet het eerste bruikbare signaal.
Het is nuttig als trendmaat, maar zwak als zelfstandig vrijgavecriterium. Het vertelt je niet of de uiteindelijke laminaatstapel geleidende paden zal vormen onder werkelijke assemblagedruk.
Druk op de stapel kan marginale randdefecten veranderen in echte elektrische bruggen. Een stapel die er acceptabel uitziet bij inspectie van losse vellen, kan het begeven zodra compressiekrachten beschadigde randen met elkaar in contact brengen.
Ja. De verbindingsmethode kan de drukverdeling, isolatieoverleving en het elektrische contact tussen de lamellen veranderen. Dat betekent dat dezelfde snijrand zich anders kan gedragen na verlijmen, lassen, vergrendelen of klemmen.
Ja. Extra onbelast verlies kan het gevolg zijn van magnetische schade aan de snijkant, plaatselijke isolatiedefecten of contact onder spanning, zelfs als de hoogte van de braam er niet extreem uitziet. Daarom zijn randmorfologie en samengedrukte elektrische controles belangrijk.
Gebruik deze test wanneer de braamtrend toeneemt, de slijtage van het gereedschap afneemt, de verbindingsomstandigheden veranderen of het verlies bij nullast begint te bewegen zonder een duidelijke verklaring voor het ontwerp. Het is een van de nuttigste testen om onschadelijke randvariatie te onderscheiden van echt kort risico op stapels.
Motorlamineerfrees moet worden gedefinieerd als voorkoming van kortsluiting in de afgewerkte lamineerstapel, niet zo eenvoudig als het regelen van de braamhoogte op afzonderlijke vellen.
Die verschuiving verandert alles.
Het verandert wat je inspecteert.
Het verandert je trend.
Het verandert wanneer je de lijn stopt.
Het verandert welke “acceptabele” onderdelen eigenlijk niet acceptabel zijn.
En zodra dat de standaard wordt, ziet extra ijzerverlies er niet meer willekeurig uit.