Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.
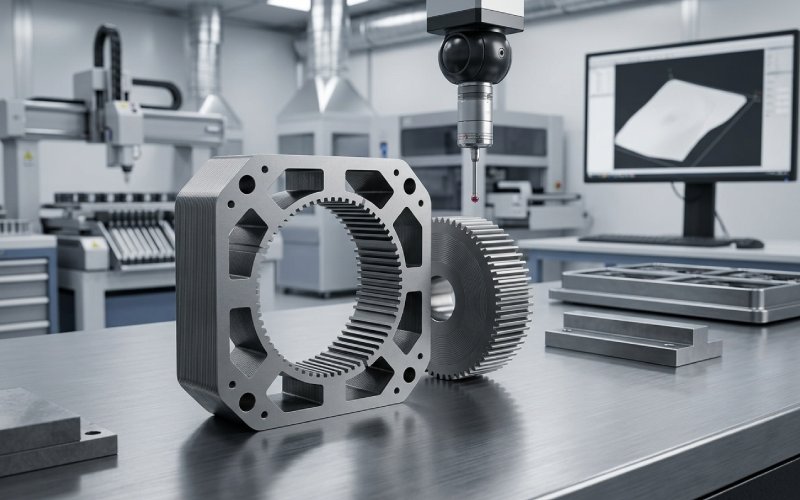
Als je stappenmotorlamineringen inkoopt, is het “gelaagde” uiterlijk niet het interessante deel. De nuttige vraag is wat die lagen doen met het verlies, de koppelconsistentie, de stapelnauwkeurigheid en de herhaalbaarheid van de productie. Bij hybride stappenmotoren is de rotor zelf opgebouwd rond twee getande rotorsecties met een axiale magneet ertussen en die getande secties zijn mechanisch een halve tandafstand van elkaar verwijderd. Het gelaagde uiterlijk is dus niet één detail. Het is een pakket van magnetische en productiebeslissingen dat de echte productie moet overleven, niet alleen CAD.
Wij produceren op maat gemaakte stappenmotoren voor kopers die de basisprincipes al kennen en minder verrassingen willen tussen prototype en volumeproductie. Dat is waar de meeste problemen beginnen. Niet in theorie. In de snijrand. In de stapelverbinding. In de manier waarop een tekening negeert wat ponsen of lassen met het staal doet.
Stappenmotorlamineringen zijn opgebouwd uit dunne geïsoleerde elektrische stalen platen in plaats van een massieve stalen kern omdat lamineringen interlaminaire en wervelstroomverliezen verminderen. De isolatielaag aan beide zijden van de plaat helpt de stroom tussen de lagen te blokkeren, terwijl de dunne plaatstructuur ongewenste circulatiestromen beperkt die anders extra warmte en verlies zouden veroorzaken. Voor motorkernen wordt vaak niet-georiënteerd elektrisch staal gebruikt omdat dit beter past bij roterende magnetische omstandigheden dan directionele plaatmaterialen.
Dat is de standaard uitleg. De sourcinguitleg is anders.
Een gelaagde kern biedt ons ook een manier om de tandgeometrie, het profiel van de sleuven, de stapelhoogte en de herhaalbaarheid van rotor/stator van partij tot partij te controleren. Bij stappenmotoren, vooral bij kleine hybride ontwerpen, verandert een kleine geometrische afwijking veel sneller in hoekfouten, torsieverstrooiing, ruis of extra verwarming dan veel kopers verwachten. Hoe kleiner de machine, hoe minder ruimte er is om randschade door snijden te verbergen.
Voor op maat gemaakte stappermotorlaminaten begint de materiaalkeuze meestal met niet-georiënteerd elektrisch staal in dunne diktes dat wordt gebruikt voor motorkernen. Een veelgebruikt diktebereik voor motorlamineringen is ongeveer 0,2 mm tot 0,65 mm, maar de juiste dikte hangt af van de schakelomstandigheden, het beoogde verlies, de gereedschapsroute, de vormstabiliteit en hoeveel stapelfactor je wilt inruilen voor isolatie en assemblage. Dunner is niet automatisch beter. Niet nadat snijschade zichtbaar wordt.
Waar we naar kijken voordat we een materiaal aanbevelen is eenvoudig:
Als de materiaalbeslissing te vroeg wordt genomen, zonder de procesroute, betaalt het project daar later meestal voor.
We maken geen offerte op basis van alleen de contourgeometrie. We bekijken de tandbreedte, het brugoppervlak, de sleufverhouding, de stapelhoogte, de passingkenmerken, de braamrichting, het verbindingsoppervlak en of het ontwerp later van lasergesneden monsters naar progressief stempelen gaat. Een laminaat dat er gemakkelijk uitziet om te snijden kan toch instabiel worden bij het stapelen of wegdrijven als de verbindingsmethode verandert.
Voor een offerte vragen we meestal naar:
| Item | Waarom we erom vragen | Wat het verandert |
|---|---|---|
| 2D tekening / DXF | Definieert tandprofiel, sleuven, inkepingen, OD/ID | Gereedschapsroute, haalbaarheid, inspectiemethode |
| Stapelhoogte | Bepaalt het aantal laminaten en de verbindingsstrategie | Compressiemethode, stapeltolerantie, kosten |
| Jaarlijks volume | Scheidt prototypelogica van logica voor massaproductie | Lasersnijden vs. stempelen, investering in matrijzen |
| Materiaalaanvraag | Stelt magnetische en productiebasislijn in | Verlies, stansbaarheid, coating, prijs |
| Rotor- of statorgebruik | Hetzelfde staal gedraagt zich anders in verschillende geometrieën | Braamgevoeligheid, uitlijningsprioriteit |
| Voorkeur voor deelname | In elkaar grijpen, lassen, lijmen of gemengde route | Magnetisch verlies, sterkte, doorlooptijd |
Voor vroege monsters is lasersnijden vaak de snelle manier. Het voorkomt doorlooptijd van matrijzen en stelt kopers in staat om de pasvorm, montagelogica en het gedrag van motoren in een vroeg stadium te valideren. Maar het is niet hetzelfde als volumeproductie. Lasersnijden verandert de rand met een thermisch mechanisme; stempelen verandert de rand met een mechanisch mechanisme. Dat is niet gelijkwaardig. Dus als een project later overgaat op progressief stansen, markeren we dat vanaf dag één in plaats van te doen alsof de randconditie van het prototype het hele verhaal zal vertellen.
Dit is belangrijker bij kleine stappenlaminaties. De beschadigde zone bij de snijrand neemt een groter deel van de tandbreedte in beslag, waardoor prestatieafwijkingen tussen monster en productie eerder zichtbaar kunnen worden dan verwacht.
Zodra het jaarlijkse volume en de geometrie de tooling rechtvaardigen, wordt progressief stansen de stabiele route voor op maat gemaakte stappenmotoren. Het geeft een betere doorloopsnelheid, lagere kosten bij volume en meer consistentie van partij tot partij. Maar de toestand van de matrijs wordt nu onderdeel van het motorontwerp, of iemand dat nu opschrijft of niet. Ponsspeling, ponsslijtage, vlakheid van de strip en coatingbehandeling veranderen allemaal de uiteindelijke kern.
Daarom richten we ons in onze productiebeoordeling op drie dingen vóór de release:
Zo niet, dan corrigeren we daar. Niet na verzending.
Dit is een van de eerste plaatsen waar we serieuze projecten van goedkope scheiden.
Het ponsen van elektrisch staal verandert de magnetische eigenschappen in de buurt van de snijrand. Reviews van de productie-effecten van elektrisch staal melden dat ponsen het gemiddelde koppel kan verlagen en de kernverliezen kan verhogen, en het effect is vooral relevant bij kleinere elektrische machines waar de aangetaste randzone een groter deel van de actieve sectie inneemt. Bramen veroorzaken ook praktische problemen: verschuiving van de stapelhoogte, pasvormproblemen en interlaminaire korte paden zodra de kern is vastgeklemd of gelast.
We behandelen braambeheersing tegelijkertijd als een magnetische kwestie en een dimensionale kwestie. Dat betekent:
Een lamineerstapel is slechts gedeeltelijk een snijbewerking. De rest is verbinden.
De belangrijkste verbindingsroutes voor elektrische stalen laminaten zijn mechanisch verbinden, smeltlassenen lijm- of hechtmethoden. Elke route lost één probleem op en creëert een ander. Lassen geeft stevigheid en hanteerbaarheid. Mechanisch vergrendelen is efficiënt voor productie. Lassen houdt de elektrische isolatie gelijkmatiger en gaat meestal voorzichtiger om met magnetische prestaties, maar het stelt extra eisen aan materiaal en procesbeheersing. In reviews van gelijmde elektrische stapels wordt opgemerkt dat het verbinden de magnetische eigenschappen kan aantasten door de isolatielaag te beschadigen, de microstructuur te veranderen, restspanning toe te voegen of interlaminaire geleidende paden te creëren. Lijmen vertoont vaak een lagere verslechtering in ijzerverlies en opwindingsstroom dan lassen, maar het kan zorgen oproepen over de kosten en de bedrijfstemperatuur, afhankelijk van het ontwerp en de belasting.
Dit is de korte versie die kopers meestal nodig hebben:
| Verbindingsmethode | Belangrijkste voordeel | Belangrijkste risico | Typisch gebruik bij sourcingbeslissingen |
|---|---|---|---|
| In elkaar grijpende | Goede productiesnelheid, geen extra lijmstap | Lokale spanning, lokaal kort risico, stapel-factor afweging bij sluispunten | Volumeprogramma's waarbij kosten en doorvoer belangrijk zijn |
| Lassen | Hoge mechanische integriteit, goede handling bij assemblage | Warmte-beïnvloede zone, isolatieschade, restspanning | Stapels die een sterkere behandeling of latere bewerking nodig hebben |
| Verbinding | Betere elektrische isolatie tussen lamellen, stillere stapel | Lijmcontrole, uithardingscontrole, extra kosten | Projecten die prioriteit geven aan magnetische reinheid en lagere trillingen |
| Gemengde route | Brengt kracht en magnetische prestaties in balans | Meer procesvariabelen om te beheren | Ontwerpen die niet op één methode alleen kunnen vertrouwen |
We pushen niet één verbindingsroute voor elke motor. We stemmen de route af op de tekening, de stapelhoogte, de rotor- of statorfunctie en het productiedoel van de koper.
Weet je niet zeker welke verbindingsmethode bij jouw project past? Stuur de tekening en het doelvolume. We kunnen de afweging maken voordat het bewerken begint.
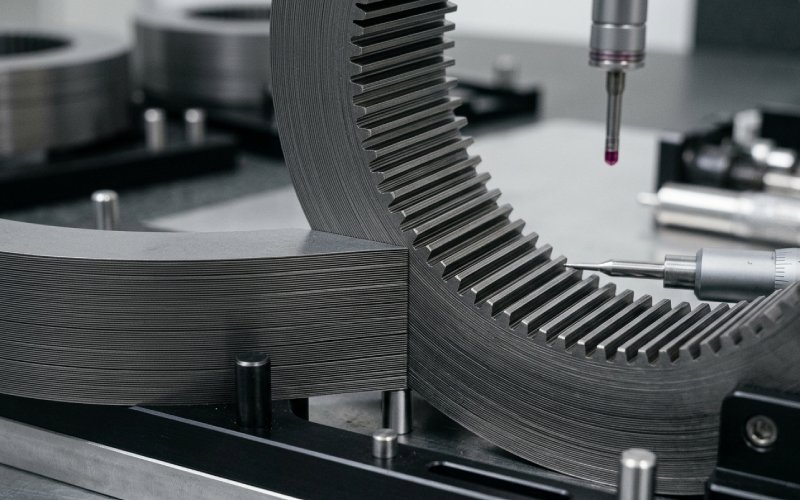
Voor hybride stappenmotorrotorlaminaties gaat stapelnauwkeurigheid niet alleen over hoogte. Het gaat ook om tandregistratie. De hybride rotorstructuur maakt gebruik van twee getande rotorsegmenten met axiale magnetisatie en een mechanische offset van een halve tandafstand tussen de twee rotorsegmenten. Die offset maakt deel uit van het stappengedrag, niet van een cosmetisch detail. Als de uitlijning verspringt, kan de motor nog steeds draaien, maar de stopnauwkeurigheid, koppelafvlakking en consistentie van eenheid tot eenheid beginnen af te wijken.
Daarom behandelen we hybride stappenrotorstapels anders dan algemene motorkernen. De stack moet zowel de magnetische intentie als de mechanische indexering beschermen.
Dit punt verdient een eigen hoofdstuk omdat het herhaaldelijk problemen veroorzaakt.
Een lasergesneden prototype kan de juiste eerste stap zijn. Snel. Flexibel. Nuttig. Maar het moet niet aan de koper worden verkocht als een perfecte voorspelling van gestempelde productie. Stansen introduceert mechanische randbelasting. Lasersnijden introduceert thermische randeffecten. Klemmen en verbinden voegen dan nog een laag van verandering toe. Onderzoek naar de fabricage-effecten van elektrisch staal en het verbindingsgedrag toont aan dat deze stappen de permeabiliteit, het koppel, het verlies en de verwarming voldoende kunnen veranderen om van belang te zijn in echte machines.
Onze regel is duidelijk: als het project zal opschalen, praten we over de opschalingsroute terwijl het prototype nog wordt besproken.

Voor op maat gemaakte stappermotor lamineerstapels is de doorlooptijd meestal minder afhankelijk van de lamineercontour dan kopers denken. De grotere drivers zijn:
Als je een snellere offerte wilt, stuur dan aan het begin de volgende gegevens mee: tekening, materiaalaanvraag, stapelhoogte, jaarvolume, prototypehoeveelheid en of je rotorstapels, statorstapels of beide nodig hebt.
Motorlaminaten worden meestal gemaakt van dun, niet-georiënteerd elektrisch staal met aan beide zijden een isolatielaag. De precieze dikte en kwaliteit hangen af van het verliesdoel, de gereedschapsroute en het stapelontwerp.
Omdat een massieve kern grotere circulatiestromen en hogere verliezen toelaat. Gelamineerde constructie vermindert interlaminaire stroompaden en helpt warmte en efficiëntie te beheersen.
Ja, voor vroege monsters en geometrische validatie. Maar lasergesneden proefstukken moeten niet automatisch worden behandeld als identiek aan gestanste massaproductie-onderdelen, omdat de randconditie op een andere manier wordt gecreëerd.
Er is geen universele beste methode. Lassen geeft stevigheid. In elkaar grijpen helpt de productie-efficiëntie. Verlijmen beschermt magnetische prestaties vaak beter, maar voegt lijm- en uithardingscontrole toe. De juiste keuze hangt af van de stapelhoogte, de hanteringsbehoeften, de verliesdoelstelling en het productievolume.
Want bramen doen meer dan het uiterlijk beïnvloeden. Ze kunnen de stapelhoogte verstoren, assemblage bemoeilijken en korte paden tussen laminaten creëren. Bij kleinere motoren neemt de schade aan de snijranden een groter deel van de actieve sectie in beslag, waardoor het effect sneller zichtbaar wordt.
We raden aan om de 2D-tekening of DXF, stapelhoogte, materiaalaanvraag, jaarlijks volume, prototypehoeveelheid en de voorkeursverbindingsmethode te sturen als die al gedefinieerd is.
Ja. Voor de meeste projecten is het beter om beide fases samen te bekijken, zodat het prototype traject niet te ver afwijkt van het productietraject.
Als je een fabrikant van laminaten voor stappenmotoren voor rotorlaminaties, statorlaminaties, of complete lamineerstapels, stuur ons je tekening en projectdoelen.
We kunnen beoordelen:
Stuur uw offerte vandaag nog voor een beoordeling van de tekeningen en feedback over de productie van uw aangepaste stappenmotor lamineerproject.







