Laat Sino's lamineren Stacks Empower uw project!
Om je project te versnellen kun je lamineerstapels labelen met details zoals tolerantie, materiaal, oppervlakafwerking, of geoxideerde isolatie al dan niet vereist is, hoeveelheiden meer.

Dit artikel gaat over het deel dat iedereen overslaat: hoe de lamineerstapel die u kiest in alle rust verliezen, ruis en productiepijn bepaalt.
We blijven praktisch en een beetje bot: EI, UI, step-lap en gewikkelde kernen zoals ze voorkomen op echte inkooporders.
Zeer korte samenvatting, alleen om de woordenschat te synchroniseren:
Al het andere in dit artikel gaat ervan uit dat je vertrouwd bent met fluxdichtheid, magnetostrictie en verliesscheiding. Dus we gaan meteen naar de afwegingen.
De meeste ontwerpers gaan uit van EI, niet omdat het “het beste” is, maar omdat de ecosysteem rond EI is volwassen:
Wat EI-stacks je meestal geven
Waar EI vermoeid begint te raken
Waar moet je op letten bij het kopen EI lamineerstapels
Als je bij meerdere lamineerfabrieken inkoopt:
EI is nog steeds de standaardkeuze als je KPI-spreadsheet wordt geleid door aankoopprijs, redelijke efficiëntie en gemakkelijke lokale bevoorrading.

UI-kernen komen meestal voor in projecten waar de slijperij zegt:
“We willen de spoelen apart wikkelen en ze er dan gewoon op laten vallen.”
Dat is het UI-verhaal in één zin.
Waarom mensen overstappen van EI naar UI
Maar je betaalt hiervoor in andere valuta
Vanuit het oogpunt van laminering is UI gewoon nog een stempelset, maar je hele mechanische lay-out verandert. Bij de inkoop moet worden nagedacht over het afstemmen van de UI-serie (UI-30...UI-100 enz.) op het geplande wikkelgereedschap.
Als het grootste deel van je productie nog steeds EI is, kan het omzetten van een productfamilie naar UI de complexiteit verhogen: extra gereedschap, extra voorraadhoudende eenheden, aparte QA-mallen. Soms de moeite waard, soms niet.
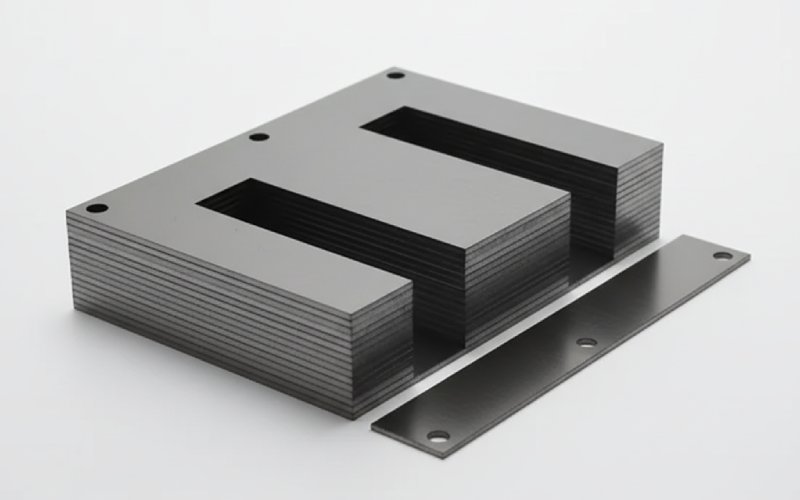
Step-lap is geen vorm; het is een stapelmethode voor de verbindingen.
In plaats van één abrupte overgang waar de ledematen de jukken ontmoeten, heb je verschillende korte overlappingen die als trappen zijn gerangschikt. Elke laminaat wordt een beetje verschoven; flux ziet een gladder pad.
Onderzoeken en gegevens van leveranciers zijn op een paar punten consistent:
Er is echter een twist: bij gelijke kernflux, nullaststroom en het harmonisch spectrum kunnen zich verschillend gedragen. Eén vergelijkende test liet in een bepaald geval een lagere RMS nullaststroom zien voor butt-lap dan voor step-lap, terwijl het harmonische profiel in feite slechter was voor step-lap.
Dus step-lap is geen magie. Het verschuift waar en hoe je betaalt.
Invloed op kosten en processen
In een offerte van een lamineerleverancier zie je meestal step-lap jukken als een duidelijke post met een hogere prijs per kg dan recht gesneden jukken.
Waar het zinvol is:
Onder ruwweg tientallen kVA en met korte jaarlijkse bedrijfsuren betaalt de step-lap premie zich vaak niet terug; voor 24/7 utility gear is dat meestal wel het geval, en snel.
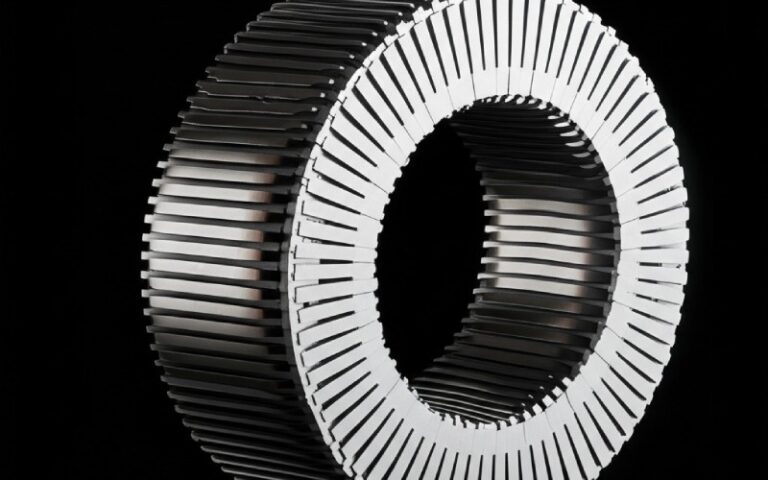
Een gewikkelde kern wordt gemaakt door een strook elektrisch staal (CRGO, amorf of nanokristallijn) spiraalsgewijs in een gesloten lus te wikkelen, vervolgens af te snijden, te gloeien en soms opnieuw samen te voegen. De geometrie kan rechthoekig, ovaal of 3D-driehoekig voor 3-fasige eenheden zijn.
Waarom fabrikanten investeren in apparatuur voor gewikkelde kernen:
De technologie is verder ontwikkeld met 3D gewikkelde kernen voor 3-fasige transformatoren, wat evenwichtigere magnetische circuits oplevert en nog steeds lagere nullastverliezen en inschakelstromen.
Wat sommige fabrieken tegenhoudt:
In de praktijk domineren gewikkelde kernen:
Als je al een lamineerstempelbedrijf hebt, is de overstap naar gewikkelde kernen bijna een ander industrieel spel.
Hier is een compacte weergave voor B2B-besluitvorming. Behandel de bereiken als typisch, niet als absoluut.
| Aspect | EI lamineerstapels | UI lamineerstapels | Stap-voor-stap gestapelde kernen | Gewikkelde kernen |
|---|---|---|---|---|
| Magnetisch pad | Shell-type, verbindingen boven/onder jukken | Kerntype, eenvoudiger enkel raam | Dezelfde geometrie als EI/UI, maar de verbindingen zijn opgesplitst in verschillende stappen | In wezen ononderbroken pad, verbindingen geminimaliseerd of verplaatst |
| Typisch staal & dikte | CRGO M2-M5, 0,23-0,35 mm gemeenschappelijk | Vergelijkbaar met EI, vaak dezelfde cijfers | Meestal hoogwaardig CRGO om extra werk te rechtvaardigen | CRGO, amorf of nanokristallijn; 0,18-0,30 mm typisch voor elektriciteitswerk |
| Kernverlies vs eenvoudige EI | Basislijn | Vergelijkbaar, hangt af van de details van de verbinding | Typisch lager bij dezelfde B en frequentie, vooral bij gewrichten | Vaak het laagst voor dezelfde nominale waarde, vooral bij amorf staal |
| Lawaaigedrag | Aanvaardbaar indien goed vastgeklemd; verbindingen zijn de belangrijkste bron | Vergelijkbaar met EI | Gemiddeld beter; soepelere fluxovergang vermindert brom | Meestal erg stil; doorlopend pad en lage magnetostrictieklassen helpen hierbij |
| Complexiteit van de productie | Laagste: eenvoudig stempelen en stapelen | Iets complexere mechanica, vergelijkbaar stempelen | Hoger: nauwkeurig snijden en stapelen | Hoogst: kern wikkelen, speciaal gloeien, snijden, speciaal gereedschap |
| Capex vereist in fabriek | Stempelpers, knippen, gloeien | Hetzelfde als EI plus armaturen | Hetzelfde als EI plus betere snij-/stapelsystemen | Wikkelmachines, grote gloeiovens, kernbehandelingslijnen |
| Waar het meestal schittert | Regeltransformatoren, distributie van laag-middelhoog vermogen, voedingen voor algemene doeleinden | Voedingen, lassers, aandrijvingen, apparaten die gemakkelijker spoelen kunnen monteren | Middelgrote/grote distributietransformatoren waar efficiëntie en geluidsniveau krap zijn | Nutsdistributie, hoogrendement- en low-loss-units, sommige meet-TC's en speciale ontwerpen |
| Beste argument om te financieren | Laagste lamineerkosten per kVA, breed leveranciersbestand | Balans tussen montagekosten en compactheid | Minder energieverlies en geluidsnadelen gedurende de levensduur van de transformator | Sterk verhaal over totale bedrijfskosten, potentiële gewichts-/materiaalbesparingen ondanks hogere kernprijs |
De meeste aanbestedingen of interne specificaties komen neer op een handvol ontwerpfactoren:
Laten we een paar veelvoorkomende patronen doorlopen.
Kleine stuurstroomtransformatoren, benodigdheden voor gereedschapsmachines, kleine scheidingstransformatoren.
Denk: dezelfde 3 of 4 beoordelingen, het hele jaar door.
Hier begin je het te zien:
Het belangrijkste is om lamineerstapels standaardiseren vroegtijdig en zet ze vast in tekeningen, zodat inkoop niet begint met het mengen van op elkaar lijkende stapels van verschillende leveranciers met kleine verschillen in afmetingen of coating.
Zodra een energieleverancier of regelaar kosten verbindt aan elke watt verlies in nullast, kernconstructie schuift op naar de top van de specificaties.
In deze zone zie je normaal gesproken een van:
Het juiste antwoord hangt af van je fabriek:
Ziekenhuizen, dichte stedelijke onderstations, sommige commerciële gebouwen.
Ingenieurs specificeren meestal Bmax en staalkwaliteit; laminaatspecialisten houden zich bezig met kleinere details die het resultaat maken of breken.
Enkele punten die de moeite waard zijn om op te nemen in uw specificaties of inspectieplannen:
Meestal, maar niet automatisch.
EI vs UI: kernkosten per kg kunnen vergelijkbaar zijn; het verschil komt van assemblagetijd en mechanische bevestigingen. In sommige fabrieken wordt UI uiteindelijk goedkoper op systeemniveau.
EI vs. gewikkeld: gewikkelde kernen kosten bijna altijd meer per kg, vooral bij amorfe of nanokristallijne materialen. Maar hun lagere kernverliezen kan dit meer dan compenseren gedurende het leven in 24/7 service.
Je moet vergelijken totale eigendomskosten voor het specifieke project, niet alleen de lamineerprijs.
Ruwe regel:
Als de transformator het grootste deel van de tijd draait en er een tarief of boete is gekoppeld aan kernverlies, zijn step-lap of multi-step-lap koppelingen meestal de premie waard, vooral boven tientallen kVA.
Voor kleine transformatoren die intermitterend werken (bijvoorbeeld regeltransformatoren in machines) kan de energiebesparing per jaar te klein zijn om de hogere lamineerkosten en complexiteit te rechtvaardigen.
Niet altijd.
Een gewikkelde kern in gemiddeld CRGO kan verliezen tot een goed ontworpen step-lap kern in hoogwaardig CRGO bij dezelfde fluxdichtheid.
Amorfe of nanokristallijne gewikkelde kernen verslaan meestal gestapeld CRGO op het vlak van verlies zonder belasting, maar ze brengen andere beperkingen met zich mee (mechanisch, kosten, soms groter volume).
De vraag is dus niet “wond vs. step-lap” in het algemeen, maar welk staal, welke fluxdichtheid en welke uitvoering van de verbinding.
Mechanisch, misschien. Elektromagnetisch en thermisch meestal niet.
Schakelen tussen arrangementen van het shell-type en het core-type:
Lekinductantie
Zwervende verliezen in tank en klemming
Koeltrajecten
Normaal gesproken zou je op zijn minst de lay-out van de kern/winding opnieuw doen en verliezen en temperatuurstijging controleren. Een simpele gelijkwaardige verwisseling van laminaatvorm is riskant.
Bij industriële stroomfrequenties:
0,23-0,27 mm CRGO voor transformatoren met hoog rendement en laag verlies.
0,27-0,35 mm CRGO of 0,35-0,50 mm CRNGO waarbij de kosten overheersen en verliesboetes zacht zijn.
Dunnere laminaten verminderen wervelstroomverlies maar verhogen de materiaal- en verwerkingskosten. Behandel dikte als een variabele in je optimalisatie, niet als een vast getal.
Technisch gezien kan het; praktisch gezien is het vragen om variabiliteit.
Verschillende leveranciers kunnen dit gebruiken:
Verschillende staalsoorten (zelfs onder hetzelfde label)
Coatingsystemen met verschillende weerstand en dikte
Verschillende braamcontroles en gloeien
Voor niet-kritische producten kan dit acceptabel zijn; voor transformatoren waar verliezen en ruis contractueel zijn, is het beter om elke kern op één gecontroleerde lamineerbron.