Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Laminasi Motor Pendingin Udara: Hemat Biaya Tanpa Mengorbankan Efisiensi
TL; DR
Penurunan biaya paling aman untuk AC laminasi motor biasanya dimulai dengan kualitas stamping, geometri penyambungan, dan aliran penanganan tumpukan sebelum ada penurunan kualitas pada baja elektrik atau panjang tumpukan.
Dalam sebuah penelitian motor, mengurangi ketebalan laminasi dari 0,50 mm menjadi 0,35 mm meningkatkan efisiensi sebesar 1,4% dan mengurangi kerugian sebesar 13,27 W. Perubahan ukuran bukanlah jalan pintas pembelian.
Kerusakan akibat pelubangan dan penyambungan dapat meningkatkan kehilangan inti lokal yang cukup untuk menghapus penghematan material, sehingga tumpukan yang dirakit lebih penting daripada data lembaran kosong.
Harga baja disalahkan terlebih dahulu.
Sasaran empuk. Seringkali salah sasaran.
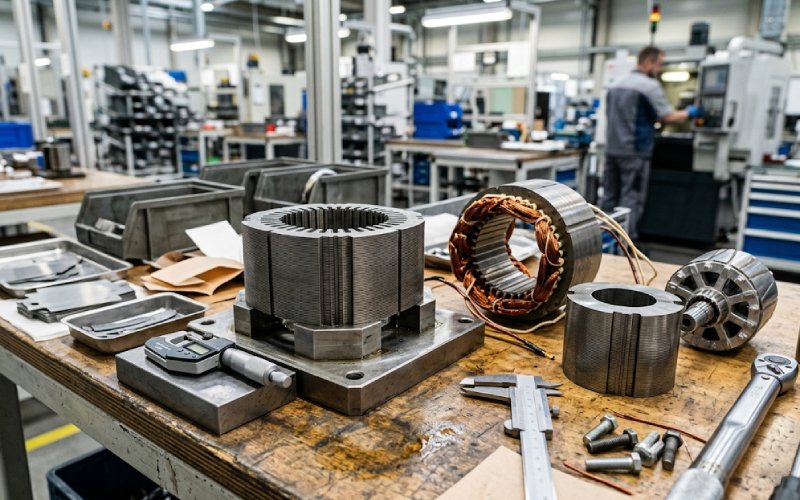
Pada motor AC, tumpukan laminasi bukan hanya logam yang dicap yang kebetulan membawa fluks. Tumpukan laminasi mengatur kehilangan besi, membentuk pemuatan tembaga, memengaruhi kenaikan suhu, menggeser perilaku kebisingan, dan memutuskan seberapa besar pemaafan lini produksi. Harga satuan yang lebih rendah yang mendorong motor menjadi lebih panas atau margin efisiensi yang lebih ketat bukanlah penurunan biaya yang sebenarnya. Ini hanya memindahkan biaya ke tempat yang kurang terlihat.
Itulah bingkai untuk topik ini.
Bukan “bagaimana kita membeli baja yang lebih murah.” Lebih tepatnya: di mana biaya bisa keluar tanpa meminta motor membayarnya kembali dalam bentuk kehilangan, panas, skrap, atau pengerjaan ulang?
Daftar Isi
Faktor Pendorong Biaya Laminasi Motor Pendingin Udara
Sebagian besar ulasan biaya langsung menuju ke tingkat material. Terlalu cepat.
Biaya tumpukan biasanya berada di dalam enam tuas:
Pengukur baja listrik
Tingkat kehilangan baja silikon
Panjang tumpukan stator dan rotor
Kualitas stamping dan kontrol duri
Metode penggabungan
Alur penumpukan dan penanganan
Tuas-tuas ini diikat bersama, entah tim program menyukainya atau tidak. Perpendek tumpukan, kerapatan fluks naik. Kerapatan fluks naik, kehilangan inti mulai menimbulkan pertanyaan. Rugi inti naik, suhu mengikuti. Kemudian kehilangan tembaga juga menjadi lebih buruk. Pada saat itu ide murah masih ada di slide deck, tetapi tidak di motor.
Jadi, pertanyaan pertama adalah sederhana:
Apa yang sudah ketat dalam desain ini - kehilangan inti atau kehilangan tembaga?
Jika kehilangan inti sudah membawa rasa sakit, tumpukan yang lebih murah dapat menjadi mahal dengan sangat cepat. Jika kehilangan tembaga mendominasi dan pembebanan magnetik masih konservatif, mungkin ada ruang untuk bergerak. Mungkin. Bukan dengan menebak-nebak.
Pemilihan Pengukur Baja Listrik untuk Motor HVAC
Tidak ada alat pengukur yang murah secara universal. Aturan itu sudah cukup membuang-buang waktu.
Baja listrik yang lebih tipis biasanya mengurangi kehilangan arus pusar, yang lebih penting pada motor kompresor yang digerakkan oleh inverter dan pada tugas dengan kandungan harmonik yang berarti. Baja yang lebih tebal menurunkan biaya lembaran dan terkadang meringankan tekanan suplai, tetapi penalti magnetik kembali dengan cepat setelah frekuensi dan kerapatan fluks naik.
Titik referensi yang berguna: dalam satu studi motor induksi, mengurangi ketebalan laminasi dari 0,50 mm hingga 0,35 mm meningkatkan efisiensi dengan 1.4% dan mengurangi kerugian sebesar 13.27 W. Itu tidak berarti bahwa 0,35 mm selalu merupakan jawaban yang tepat. Ini berarti pengukur bukanlah variabel kosmetik. Ini mengubah motor.
Keputusan harus terikat dengan:
rentang frekuensi operasi
menggerakkan harmonisa
efisiensi target
kenaikan suhu yang diijinkan
lebar gigi dan pemuatan besi belakang
kerusakan proses setelah meninju dan menyambung
Ini adalah bagian yang sering dijadikan slogan oleh banyak orang. “Lebih kurus.” “Pergi lebih tebal.” Tidak ada yang serius.
Motor kipas dengan margin lebar dapat mentolerir laminasi yang lebih tebal. Motor kompresor kecepatan variabel yang ringkas mungkin tidak. Kategori yang sama. Jawaban yang berbeda.
Pengurangan Panjang Tumpukan Stator dan Rotor
Pengurangan panjang tumpukan terlihat bersih di atas kertas. Lebih sedikit baja. Lebih sedikit massa. Lebih sedikit biaya.
Tetapi panjang tumpukan bukanlah fitur trim. Ini adalah desain ulang magnetik yang memakai lencana pembelian.
Ketika panjang tumpukan stator atau rotor turun, pembebanan magnetik per satuan panjang biasanya naik. Fluks gigi naik. Fluks besi belakang naik. Margin saturasi menyempit. Belitan kemudian memiliki lebih sedikit kebebasan untuk memulihkan apa yang baru saja hilang dari inti. Kehilangan tembaga bisa naik. Perilaku akustik juga bisa melayang, terutama ketika desain sudah bersandar pada pemanfaatan yang tinggi.
Jadi, aturan di sini bersifat blak-blakan:
Jika motor sudah mendekati batas kerapatan fluks, jangan anggap pemendekan tumpukan sebagai tindakan penurunan biaya yang normal.
Jika desain memiliki ruang kepala asli, perpendek tumpukan hanya setelah memeriksa ulang efisiensi, kenaikan suhu, kebisingan, dan penyebaran dari bagian ke bagian.
Spreadsheet melihat lebih sedikit kilogram. Motor melihat sirkuit yang berbeda. Itu bukanlah hal yang sama.
Rugi Inti vs Rugi Tembaga: Pilih Jalur Penurunan Biaya yang Tepat
Perpecahan ini lebih penting daripada yang diakui oleh sebagian besar tim.
Jika desainnya terbatas pada kehilangan inti, mengubah ukuran, menurunkan mutu baja, menambahkan kerusakan magnetik pada bagian tepi, atau menggunakan fitur penyambungan yang berat biasanya membuat semuanya terasa lebih ketat sekaligus. Efisiensi turun. Panas meningkat. Performa musiman menjadi lebih sulit untuk dipertahankan.
Jika desain terbatas pada kehilangan tembaga, mungkin ada lebih banyak ruang untuk mengerjakan tumpukan. Tetapi hanya jika pemuatan magnetik masih terkendali dan tumpukan belum mendekati jenuh.
Gunakan filter sederhana sebelum menyetujui penurunan biaya tumpukan:
Tingkatkan pencetakan dan penggabungan sebelum mengganti bahan
Pengukur yang lebih tebal, tumpukan yang lebih pendek, pengelasan yang berat
Kehilangan tembaga terbatas
Hambatan belitan, pengisian slot, jalur termal
Proses pembersihan terlebih dahulu, lalu uji pengurangan tumpukan selektif
Penurunan material tanpa tinjauan kerapatan fluks
Motor kipas yang kaya margin
Keseimbangan sistem
Perubahan gabungan kecil dengan validasi
Satu perubahan material besar yang terisolasi
Motor kompresor inverter kompak
Kehilangan besi harmonik, ruang kepala termal
Penyambungan yang konservatif dan pemrosesan dengan kerusakan rendah
Baja murah ditambah tumpukan yang lebih pendek
Tidak ada trik dalam tabel. Intinya adalah berhenti berpura-pura bahwa semua motor AC merespons dengan cara yang sama.
Kualitas Stamping Laminasi dan Kerusakan Tepi Potong
Di sinilah banyak kehilangan performa yang senyap dimulai.
Punching masih merupakan rute standar untuk laminasi bervolume tinggi. Cukup adil. Cepat, terukur, dan hemat biaya setelah perkakas stabil. Tetapi tepi potong tidak netral secara magnetis. Regangan tinju, pertumbuhan duri, deformasi lokal, dan kerusakan lapisan semuanya mengganggu material di dekat tepi. Pada gigi yang padat dan jembatan yang sempit, daerah yang rusak itu cukup besar untuk menjadi masalah.
Efeknya tidak kecil. Pada mesin kecil, kerusakan akibat pelubangan telah dikaitkan dengan Pengurangan torsi 0,5% hingga 2% dan 30% hingga 40% kehilangan inti yang lebih tinggi. Itulah mengapa tumpukan yang dipotong kasar dan murah dapat berperilaku seperti bahan yang lebih buruk daripada lembaran yang masuk yang pernah disarankan.
Jadi, proses stamping yang lemah melakukan tiga hal sekaligus:
meningkatkan kehilangan magnetik lokal
mengurangi permeabilitas di dekat tepi
membuat setiap langkah penurunan biaya di kemudian hari menjadi lebih berisiko
Poin terakhir ini mudah terlewatkan. Motor dengan tepi yang bersih dapat bertahan dari perubahan ukuran yang kecil. Motor yang sama dengan kontrol duri yang buruk mungkin tidak.
Untuk sebagian besar program, penghematan yang lebih aman berasal dari disiplin proses terlebih dahulu:
kencangkan interval perawatan die sebelum mengendurkan spesifikasi baja
lacak tinggi duri berdasarkan umur alat, bukan dengan pemeriksaan sesekali
melindungi integritas lapisan di mana lembaran meluncur atau mengikat
memperlakukan ujung gigi dan jembatan yang sempit sebagai daerah kritis, bukan geometri latar belakang
Penurunan kualitas material mendapat perhatian karena mudah untuk disebutkan. Kerusakan tepi sering kali bersembunyi sampai bangku mengatakan tidak.
Metode Penyambungan Laminasi Motor
Penggabungan adalah saat di mana kenyamanan mekanis dan kebersihan magnetik mulai saling berdebat.
Saling mengunci dalam tumpukan stator dan rotor
Interlock membantu penanganan. Mereka menyatukan lembaran-lembarannya. Mereka mendukung transportasi dan perakitan. Semua benar.
Interlock juga merusak material lokal, mengganggu geometri laminasi, dan menciptakan zona kerusakan magnetik yang terkonsentrasi. Ketika jumlah interlock meningkat, kehilangan besi cenderung meningkat. Penempatan juga penting. Penempatan interlock tangensial biasanya mengurangi efisiensi daripada penempatan radial karena gangguan radial memotong lebih langsung melintasi jalur magnetik utama.
Jadi, aturan desainnya sederhana:
gunakan sesedikit mungkin interlock yang benar-benar dibutuhkan oleh tumpukan
menjaga mereka tetap sempit
hindari daerah dengan arus tinggi jika memungkinkan
jangan menempatkan mereka berdasarkan kenyamanan saja
Interlock murah sampai mereka tidak.
Tumpukan laminasi pengelasan
Pengelasan memecahkan masalah perakitan yang nyata. Ini meningkatkan kekakuan. Ini membantu dalam penanganan. Pada beberapa rotor, hal ini sulit dihindari.
Tagihan magnetik tiba kemudian. Lapisan las yang panjang dapat merusak lapisan, menciptakan jembatan konduktif di antara laminasi, dan memperluas zona yang terpengaruh panas. Tegangan sisa juga merupakan bagian dari masalah. Jahitan yang rapi dalam produksi dapat menjadi jahitan yang berantakan secara magnetis.
Inilah sebabnya mengapa strategi pengelasan lebih penting daripada kata “pengelasan” itu sendiri. Dalam satu studi penyambungan, pendekatan laser berdenyut terfokus pada celah hanya menggunakan 23% dari energi dari metode berdenyut yang lebih tradisional. Masukan energi yang lebih kecil biasanya berarti penalti termal yang lebih kecil. Tidak secara otomatis. Biasanya.
Praktik yang lebih baik terlihat seperti ini:
lebih sedikit lasan
panjang las yang lebih pendek
masukan panas yang terkendali
penempatan jauh dari jalur fluks yang sibuk
Las untuk beban. Jangan mengelas seolah-olah inti adalah braket.
Mengikat laminasi baja listrik
Ikatan terlalu dini diberhentikan dalam banyak proyek.
Ya, ini menambah persyaratan proses. Ya, ini bukan jawaban yang tepat untuk setiap platform. Namun, hal ini dapat mempertahankan kontinuitas magnetik lebih baik daripada lapisan las yang saling mengunci atau panjang, sekaligus membantu stabilitas dimensi dan kontrol dengungan.
Ketika tumpukan sudah sibuk secara magnetis, ikatan layak mendapatkan perhatian serius. Bukan karena kedengarannya canggih. Karena itu lebih sedikit mengganggu.
Penurunan Kelas Baja Silikon
Penurunan material hanya berfungsi apabila desain memiliki margin magnetik yang tidak terpakai sejak awal.
Seharusnya sudah jelas. Namun tetap saja diabaikan.
Baja silikon berbiaya lebih rendah dapat diterima jika:
frekuensi tugas sederhana
kerapatan fluks bersifat konservatif
motor belum memiliki batasan panas
kualitas proses stabil
ambang batas efisiensi tidak ketat
Hal ini menjadi berbahaya ketika:
motor kompresor bekerja pada rentang kecepatan yang lebar
masalah kerugian harmonik
panjang tumpukan sudah diminimalkan
bergabung dengan kerusakan tidak sepele
platform mendekati batas efisiensi
Kesalahan umum adalah membandingkan lembar data seolah-olah tumpukan di motor akan berperilaku seperti lembar yang tidak tersentuh. Padahal tidak. Tumpukan yang sebenarnya juga mengandung regangan tinju, duri, kerusakan sambungan, tegangan sisa, dan variasi penanganan. Jadi, penurunan yang efektif sering kali lebih besar dari yang disarankan tabel material.
Itulah mengapa pengujian inti-proses lebih penting daripada optimisme katalog.
Annealing: Alat Pemulihan, Bukan Ritual
Anil memiliki tempat. Seharusnya tidak digunakan seperti dupa.
Setelah pemotongan atau penyambungan, tegangan sisa dapat menurunkan permeabilitas dan mendorong kehilangan besi ke atas. Anil dapat memulihkan sebagian dari kerusakan tersebut. Dalam beberapa hasil pengujian yang dilaporkan, peningkatan energi setelah anil mencapai 28% untuk sampel yang dilubangi, 25% untuk sampel yang dipotong dengan laserdan 14% untuk sampel potongan kawat.
Angka-angka itu cukup kuat untuk menjelaskan maksudnya. Mereka juga selektif. Anil menambah biaya, waktu, dan kompleksitas proses, sehingga harus digunakan jika kerusakannya cukup besar untuk membenarkan pemulihan.
Aturan yang baik: gunakan anil sebagai pisau bedah. Bukan standar. Bukan hal yang tabu.
Faktor Tumpukan, Geometri Slot, dan Ekonomi Palsu dari “Cukup”
Beberapa rencana penurunan biaya secara teknis valid dan masih tidak bijaksana.
Mengurangi faktor tumpukan, mengencangkan lebar gigi, memangkas besi belakang, atau mendorong geometri slot lebih dekat ke batas dapat menjaga desain tetap fungsional dalam arti sempit. Kemudian variasi produksi tiba. Variasi duri datang. Variasi penggabungan tiba. Panas datang. Desain masih berfungsi, sampai tidak berfungsi secara konsisten.
Jenis edge-running seperti itu muncul sebagai:
variasi unit-ke-unit yang lebih luas
pencilan yang lebih panas
lebih banyak penyebaran akustik
toleransi yang lebih rendah terhadap perubahan tegangan dan lingkungan sekitar
siklus debugging yang lebih lama
Biaya suku cadang meningkat. Program ini biasanya tidak.
Desain laminasi yang kuat tidak menyisakan margin ekstra di mana-mana. Desain ini menjaga margin di tempat yang paling tidak sopan.
Alur Produksi dan Penanganan Tumpukan
Bagian ini tidak glamor. Biasanya di sinilah tempat penghematan yang paling mudah disembunyikan.
Untuk tumpukan laminasi bervolume tinggi, biaya sering kali keluar dari aliran sebelum keluar dari baja:
pengumpulan lembaran yang lebih baik setelah stamping
lebih sedikit penghitungan manual
lebih sedikit reorientasi
lebih sedikit penanganan kerusakan
ketinggian tumpukan yang lebih stabil
lebih sedikit koreksi sebelum bergabung
Hal ini penting karena aliran yang manual dan penuh koreksi dapat secara diam-diam menghapus penghematan yang dibuat di bagian hulu. Tumpukan menjadi penyok, tercampur, salah hitung, atau terlalu banyak bekerja. Motor kemudian membayar gangguan itu melalui pengerjaan ulang, kebisingan, ketidakseimbangan, atau penyebaran kerugian.
Penurunan biaya yang paling aman sering kali sederhana: hilangkan tenaga kerja dan variasi sebelum menghilangkan ruang kepala magnetik.
Tabel Keputusan untuk Biaya Laminasi Motor Pendingin Udara Turun
Gunakan ini sebagai filter pelepasan, bukan sebagai slogan.
Perubahan yang diusulkan
Mengapa terlihat murahan
Apa yang dapat dirusaknya
Aturan rilis yang lebih baik
Pindah ke pengukur yang lebih tebal
Harga lembaran lebih rendah
Kehilangan inti yang lebih tinggi, lebih banyak panas dalam tugas kecepatan variabel
Periksa rentang frekuensi dan margin fluks terlebih dahulu
Mengurangi panjang tumpukan stator atau rotor
Baja yang kurang aktif
Kepadatan fluks yang lebih tinggi, margin saturasi yang lebih sedikit, lebih banyak kehilangan tembaga
Periksa kembali efisiensi dan perilaku termal sebelum disetujui
Tambahkan lebih banyak interlock
Penanganan yang lebih mudah
Permeabilitas yang lebih rendah, kehilangan lokal yang lebih tinggi, lebih banyak risiko akustik
Gunakan jumlah minimum yang dibutuhkan
Gunakan jahitan las yang panjang
Fiksasi mekanis yang kuat
Kerusakan lapisan, jembatan konduktif, zona terdampak panas yang lebih besar
Jaga agar jahitan tetap pendek dan jauh dari jalur fluks kritis
Perawatan stempel santai
Umur mati lebih lama
Lebih banyak duri, lebih banyak regangan tepi, penyebaran kerugian yang lebih luas
Lindungi kualitas mutakhir sebelum mengganti bahan
Baja downgrade tanpa tinjauan proses
Tindakan pembelian yang cepat
Penalti gabungan antara proses plus material
Nilailah tumpukan yang sudah dirakit, bukan lembaran mentahnya
Lewati anil setelah kerusakan proses yang berat
Biaya proses yang lebih rendah
Tegangan sisa tetap berada di dalam inti
Gunakan anil jika pemulihan kerusakan membuahkan hasil
Polanya konsisten. Penghematan yang mengutamakan proses biasanya lebih aman daripada penghematan yang mengutamakan materi.
Daftar Periksa Pelepasan untuk Perubahan Laminasi Stator dan Rotor
Sebelum menyetujui penurunan biaya laminasi pada motor AC, ajukan pertanyaan-pertanyaan ini secara berurutan:
1. Kerugian mana yang sudah ketat?
Pisahkan kehilangan inti dari kehilangan tembaga menggunakan peta tugas nyata. Bukan satu titik operasi.
2. Apakah margin lama itu nyata?
Melewati satu tolok ukur tidak membuktikan bahwa desainnya nyaman di seluruh rentang kecepatan penuh.
3. Apa yang berubah pada bagian tepi yang dipotong?
Jika duri, regangan, atau kerusakan lapisan semakin parah, baja dalam motor tidak lagi berperilaku seperti lembaran yang masuk.
4. Apakah fitur yang bergabung berpindah ke wilayah dengan arus tinggi?
Hal ini lebih sering terjadi daripada yang diakui orang.
5. Apakah pemendekan tumpukan dipasangkan dengan penurunan mutu baja?
Kombinasi tersebut adalah di mana perubahan “kecil” tidak lagi menjadi kecil.
6. Apakah tumpukan yang dirakit telah diuji?
Data lembaran kosong dapat menyanjung keputusan. Motor hanya melihat inti yang diproses.
Seperti Apa Urutan Penurunan Biaya yang Masuk Akal
Untuk sebagian besar program, urutan yang lebih baik adalah ini:
Menstabilkan kualitas stamping
Mengurangi kerusakan duri dan tepi
Membersihkan penanganan dan penghitungan tumpukan
Meninjau geometri penggabungan
Menguji tumpukan yang diproses
Kemudian evaluasi pengukur baja atau perubahan tingkat
Perlakukan pengurangan panjang tumpukan sebagai desain ulang, bukan pemangkasan
Perintah tersebut mencegah tim menghabiskan margin magnetik untuk menyelesaikan masalah manufaktur yang seharusnya diselesaikan secara langsung.
Kesimpulan Akhir
Tumpukan laminasi motor AC termurah jarang sekali yang memiliki harga baja terendah.
Penurunan biaya yang lebih tahan lama biasanya berasal dari pencetakan yang lebih bersih, kerusakan yang lebih sedikit, penyambungan yang lebih cerdas, dan aliran penanganan tumpukan yang lebih ketat. Langkah-langkah tersebut mengurangi pemborosan tanpa meminta motor untuk menyerap kerugian ekstra. Penurunan kualitas material masih bisa dilakukan. Kemudian. Setelah tumpukan yang diproses terbukti dapat menjaga kehilangan, panas, dan variasi tetap terkendali.
Jika Anda sudah memiliki laminasi stator, laminasi rotor, atau desain tumpukan motor HVAC penuh dalam produksi, tinjauan DFM dan kehilangan magnetik yang terfokus biasanya akan menunjukkan di mana biaya dapat keluar - dan di mana biaya tersebut harus tetap ada.
PERTANYAAN YANG SERING DIAJUKAN
Apa cara paling aman untuk mengurangi biaya laminasi motor AC?
Biasanya dengan memperbaiki jalur produksi sebelum mengganti baja. Kualitas stamping yang lebih baik, duri yang lebih rendah, penyambungan yang lebih bersih, dan penanganan tumpukan yang lebih stabil sering kali menghilangkan biaya dengan risiko yang lebih kecil daripada penurunan material secara langsung.
Haruskah motor HVAC selalu menggunakan baja listrik yang lebih tipis untuk efisiensi yang lebih baik?
Baja yang lebih tipis sering kali membantu mengurangi kehilangan besi, terutama pada tugas kecepatan variabel, tetapi tidak selalu merupakan opsi biaya total terendah. Rentang frekuensi, konten harmonik, kerapatan fluks, dan kualitas proses menentukan apakah keuntungannya sepadan.
Dapatkah panjang tumpukan stator dikurangi tanpa mengurangi kinerja?
Terkadang. Tetapi pengurangan panjang tumpukan meningkatkan pembebanan magnetik dan mempersempit margin saturasi, sehingga harus diperlakukan sebagai tinjauan elektromagnetik secara menyeluruh, bukan sebagai keputusan pembelian yang sederhana.
Metode penggabungan mana yang terbaik untuk tumpukan laminasi motor?
Tidak ada pemenang universal. Saling mengunci memang praktis tetapi menambah kerusakan lokal. Pengelasan kuat tetapi dapat mengganggu kinerja magnetik jika digunakan secara berlebihan. Pengikatan dapat mempertahankan kontinuitas magnetik dengan baik, meskipun hal itu menambah tuntutan prosesnya sendiri.
Mengapa kualitas stamping sangat penting dalam laminasi baja silikon?
Karena ujung yang terpotong mengubah perilaku magnetik. Duri, regangan, dan kerusakan lapisan dapat meningkatkan kehilangan lokal dan mengurangi permeabilitas, terutama pada gigi yang sempit dan geometri motor yang ringkas.
Apakah downgrade material selalu merupakan langkah yang salah?
Tidak. Hal ini salah jika dilakukan pertama kali, atau dilakukan secara membabi buta. Jika motor memiliki margin magnetik yang nyata dan prosesnya sudah dikontrol, grade baja yang lebih rendah mungkin bisa digunakan. Keputusan tetap harus dibuat dari data inti yang diproses, bukan data lembaran mentah saja.
Apakah anil selalu termasuk dalam proses laminasi?
Tidak. Annealing berguna ketika kerusakan proses cukup besar untuk membenarkan pemulihan. Ini harus digunakan secara selektif, bukan sebagai langkah default dan bukan sebagai sesuatu yang harus dihindari secara prinsip.
Apakah aturannya berbeda untuk motor kipas dan motor kompresor?
Ya. Motor kipas sering kali memiliki keseimbangan kerugian yang berbeda dan dapat mentolerir lebih banyak penyederhanaan. Motor kompresor, terutama di bawah kendali inverter, biasanya lebih sensitif terhadap kehilangan inti, kehilangan harmonik, dan margin termal.
Apa yang harus diuji setelah perubahan biaya tumpukan laminasi?
Minimal: efisiensi, kenaikan suhu, kehilangan tanpa beban, distribusi kehilangan beban, perilaku akustik, dan konsistensi dari bagian ke bagian. Menguji lembaran mentah saja tidak cukup.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.