Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Rencana kualitas untuk lempengan transformator: Esensi APQP/PPAP
Jika Anda laminasi transformator Dengan menjalankan rencana kualitas APQP dan PPAP yang sesungguhnya, Anda tidak perlu lagi berdebat tentang kerugian, kebisingan, dan konsistensi. Anda hanya perlu mengirimkan produk, mengukurnya, dan terus memperketat toleransi. Itulah inti dari semua ini.
Daftar Isi
Mulailah dari fisika, bukan dari bentuk-bentuknya.
Lapisan transformator akan senyap jika aspek fisika terkendali: material, tegangan, geometri, isolasi, dan jalur magnetisasi. Dokumen-dokumen tersebut disediakan untuk memastikan hubungan sebab-akibat tetap terlihat di bawah tekanan, bukan sekadar untuk memenuhi daftar periksa.
APQP sudah memberikan struktur untuk melakukan hal tersebut dalam pengembangan produk dan proses di lingkungan manufaktur. PPAP kemudian berfungsi sebagai bukti formal bahwa struktur tersebut benar-benar menghasilkan laminasi yang sesuai dengan gambar, spesifikasi inti, dan target efisiensi energi setiap kali, bukan hanya pada hari yang baik.
Untuk lempengan transformator secara khusus, rencana kualitas berfungsi ketika mengubah alat-alat abstrak ini menjadi hal-hal yang sangat biasa: jenis kumparan yang Anda beli, cara Anda mencetak kumparan tersebut, cara Anda meredakan tegangan, cara Anda menumpuk kumparan, dan cara Anda mengukur hasilnya dalam watt, ampere, dan mikrometer.
Mengimplementasikan fase APQP ke dalam realitas laminasi
Anda sudah mengetahui lima fase APQP, jadi tidak perlu lagi menyebutkan dan menjelaskannya kembali. Untuk laminasi, akan lebih baik jika setiap fase ditulis ulang dengan pertanyaan tunggal yang jelas. Bahan baja apa yang boleh kita gunakan. Jendela pencetakan dan pengolahan panas apa yang sebenarnya menjaga kerugian pada pita. Bagaimana kita tahu jika mesin cetak telah bergeser. Pengukuran apa yang siap kita pertahankan di hadapan auditor pelanggan.
Tabel di bawah ini membuatnya ringkas. Ini bukan teori; ini adalah kerangka dasar dari rencana kualitas yang sebenarnya Anda terapkan.
Fokus fase APQP
Fokus laminasi transformator
Hasil rencana kualitas yang penting
Definisi pelanggan dan produk
Tujuan desain inti, kelas energi, kerugian beban kosong dan target arus magnetisasi, batas geometris, ekspektasi kebisingan dan getaran, sistem isolasi
Ringkasan rencana kualitas produk, daftar karakteristik khusus untuk laminasi dan inti, kesepakatan awal mengenai metode pengujian dan jumlah sampel.
Desain dan pengembangan produk
Geometri laminasi, pola tumpang tindih bertahap, toleransi jendela dan tepi, kelas baja dan kelas pelapisan, metode penumpukan yang diizinkan, dan konsep jig.
Gambaran dan spesifikasi yang dibekukan, tanda khusus pada cetakan laminasi dan spesifikasi inti, analisis kegagalan desain (FMEAs) yang selaras dengan analisis kegagalan proses (PFMEAs), rencana uji coba awal.
Desain dan pengembangan proses
Penanganan gulungan, pemotongan, pencetakan, penghilangan tepian tajam, siklus pemanasan, pelapisan (jika diperlukan), urutan penumpukan dan penjepitan, strategi pengukuran selama proses.
Diagram alur proses yang sebenarnya mencerminkan kondisi di bengkel, PFMEA dengan mode kegagalan fisik (kerusakan, goresan, lempengan yang terhubung pendek, bunyi berderak pada inti), rencana kontrol draf termasuk rencana tanggapan.
Validasi produk dan proses
Kemampuan dalam hal kerugian inti, arus magnetisasi, dimensi, ketinggian burr, resistansi lapisan, faktor tumpukan; validasi pada berbagai kumparan dan kondisi alat.
Pengajuan PPAP beserta studi kemampuan, MSA pada peralatan kerugian inti dan ketahanan lapisan, laporan dimensi lengkap pada laminasi kasus terburuk dan inti yang telah dibangun, bukti pengujian pada kecepatan operasional.
Umpan balik, tindakan korektif, perbaikan
Perilaku di lapangan: kebisingan, titik panas, efisiensi; perilaku dalam produksi: pola limbah, keausan alat, variasi gulungan.
Pelajaran yang dipetik dari siklus tertutup, pembaruan standar desain, revisi PFMEA dan rencana pengendalian, serta pembaruan standar bahan dan proses yang diintegrasikan ke dalam permintaan penawaran baru (RFQ) dan peluncuran APQP.
Buku panduan APQP resmi tidak akan membahas sudut tumpang tindih atau ambang batas ketahanan lapisan, tetapi rencana laminasi Anda harus melakukannya. Di situlah Anda membedakan diri dari pelatihan "alat inti" yang generik.
Buatlah rencana pengendalian mengenai karakteristik khusus, bukan kolom.
Rencana pengendalian laminasi transformator dengan mudah menjadi spreadsheet dengan baris yang lebih banyak dari yang diperkirakan. Anda dapat menghindari hal itu dengan memulai dari enam atau tujuh karakteristik yang sebenarnya memengaruhi perilaku transformator: kerugian inti pada induksi dan frekuensi yang ditentukan, arus magnetisasi, ketinggian burr, dimensi kritis, ketinggian atau berat tumpukan, resistansi isolasi antara laminasi, dan pada beberapa segmen, kebisingan pada titik uji yang ditentukan.
Setiap karakteristik lainnya baik mendukung hal ini atau ada untuk menjaga kestabilan proses secara statistik. Oleh karena itu, rencana pengendalian harus dibaca hampir seperti argumen. Untuk setiap karakteristik khusus, langkah proses mana yang paling mempengaruhi karakteristik tersebut, bagaimana langkah tersebut dikendalikan, apa yang diukur di sana, dan apa yang terjadi jika terjadi penyimpangan. PFMEA dan rencana pengendalian tetap sinkron karena keduanya membahas mode kegagalan fisik yang sama, bukan pernyataan generik seperti "dimensi di luar spesifikasi".
Perbedaan dari banyak contoh APQP online adalah sederhana: mereka berfokus pada bentuk. Anda berfokus pada bagaimana sepotong baja listrik menjadi inti berkerugian rendah secara konsisten.
Baja listrik dan pelapis yang masuk: buat kontrak di sini
Semua yang ada setelah ini berkaitan dengan kualitas baja dan konsistensi lapisan. Laminasi baja listrik dimulai sebagai lembaran baja tipis yang digulung dingin, yang kemudian dicetak atau dipotong sesuai bentuk dan ditumpuk menjadi inti. Rencana kualitas harus mencerminkan hal ini dengan bagian penerimaan yang sangat jelas.
Anda menentukan standar apa yang Anda terima untuk baja berorientasi butir atau non-berorientasi, kelas kerugian apa, kelas pelapisan apa, dan bagaimana variasi antara gulungan dapat terlihat sebelum Anda mempertimbangkan proses stamping. Referensi umum meliputi kelas IEC atau ASTM dan sistem pemasok berdasarkan IATF 16949; banyak produsen baja laminasi dan baja listrik sudah beroperasi berdasarkan skema-skema ini.
Elemen inti untuk bagian ini dari rencana sangat sederhana namun tidak dapat dinegosiasikan. Pertama, cara setiap gulungan diidentifikasi dan dilacak selama proses pemotongan dan pencetakan. Kedua, apa yang Anda verifikasi saat penerimaan barang selain sertifikat pabrik: ketebalan strip, kondisi pelapisan, pemeriksaan kerugian dasar jika Anda menggunakan penguji lembaran tunggal atau Epstein, terkadang bahkan resistansi pelapisan. Tiga, bagaimana Anda merespons jika pemeriksaan ini gagal; bukan dalam templat 8D, tetapi dalam hal penyortiran, pemisahan, komunikasi, dan pembaruan APQP.
Jika Anda tidak memperlakukan baja yang masuk sebagai bagian dari APQP Anda sendiri, Anda bergantung pada rencana orang lain, yang mungkin atau mungkin tidak memahami perilaku transformator sesuai dengan yang diharapkan oleh pelanggan Anda.
Pencetakan dan alat cetak: di sinilah variasi sebenarnya dimulai.
Mesin cetak berkecepatan tinggi menghasilkan laminasi dengan kecepatan yang tidak dapat disamai oleh dokumen APQP lainnya. Keausan alat mengubah ketinggian burr, geometri, dan pola tegangan lokal dengan cara yang langsung mempengaruhi kerugian inti dan kebisingan. Rencana kualitas Anda harus mengasumsikan bahwa kondisi mesin cetak adalah variabel harian utama, lebih dari bahan baku setelah keluarga baja stabil.
Alih-alih menulis paragraf panjang tentang pengendalian proses umum, tuliskan cara Anda mendeteksi drift pada mesin cetak. Ini bisa berupa rencana pengambilan sampel ketinggian burr yang telah ditentukan, pemeriksaan dimensi pada fitur yang sensitif terhadap keausan cetakan, atau bahkan tanda akustik dari gerakan mesin cetak jika Anda lebih suka metode yang lebih canggih. Studi kemampuan dalam PPAP harus memperlakukan hal-hal ini sebagai karakteristik kunci, bukan sebagai tambahan yang ditambahkan secara terpisah pada pengajuan.
Diagram alur proses hanya berguna di sini jika memang menampilkan loop yang sebenarnya: pemeliharaan alat, uji coba, inspeksi awal, dan persetujuan untuk memulai produksi massal. Jika alur-alur ini dihilangkan untuk kesederhanaan, PFMEA dan rencana pengendalian akan membahas proses yang tidak realistis.
Pemanasan dan pelepasan tegangan: hubungkan resep dengan kerugian
Pemanasan pelunakan untuk pengurangan stres mengubah baja listrik yang dicetak menjadi lebih mendekati nilai-nilai yang tercantum dalam spesifikasi teknis. Desain siklus, pola pemuatan dalam tungku, dan pengendalian atmosfer bersama-sama menentukan seberapa dekat hasilnya dengan nilai-nilai tersebut. Rencana kualitas APQP harus memperlakukan pemanasan pelunakan sebagai proses khusus, dengan logika kualifikasi tersendiri, bukan sekadar tahap antara pencetakan dan penumpukan.
Bagi banyak pemasok laminasi, masuk akal untuk mengadopsi standar penilaian tungku yang digunakan dalam perlakuan panas otomotif dan menyesuaikannya dengan metrik yang berorientasi pada transformator. Anda mendefinisikan resep, mengujinya dengan sampel uji atau inti uji, dan mengunci parameter kunci dalam rencana kontrol. Kemudian Anda menghubungkannya dengan hasil kerugian inti dan arus magnetisasi dalam uji PPAP, untuk menunjukkan bahwa kombinasi antara pencetakan dan pengolahan panas adalah stabil.
Ketika kumparan berubah, atau desain cetakan berubah, atau geometri inti berubah secara signifikan, ini adalah salah satu area pertama yang perlu dievaluasi ulang dalam rencana kualitas. Evaluasi tersebut harus dilakukan secara otomatis, bukan karena adanya keluhan.
Penumpukan dan konstruksi inti: kendalikan perakitan, bukan hanya lembaran.
Laminasi yang sempurna tetap dapat menghasilkan transformator yang berisik atau tidak efisien jika proses penumpukan dan penjepitan tidak konsisten. Pola tumpang tindih, panjang tumpang tindih, faktor penumpukan, dan tekanan penjepitan semuanya mempengaruhi distribusi fluks dan tingkat kebisingan. Hal ini mungkin tidak mengejutkan Anda, tetapi seringkali tersembunyi dalam instruksi kerja daripada dalam rencana kualitas formal.
Masukkan ke dalam APQP. Anggap penumpukan sebagai proses dengan karakteristik khusus, bukan sekadar perakitan. Tentukan apa yang dimaksud dengan "pola yang benar" dalam istilah yang dapat diukur, bagaimana operator memverifikasinya selama proses perakitan, dan bagaimana lamina yang masuk disusun untuk mendukungnya. Kemudian tentukan apa yang sebenarnya diukur pada inti yang sudah jadi di produksi: massa, dimensi, mungkin tes skrining kerugian inti cepat sebelum inti meninggalkan pabrik laminasi.
Jika organisasi Anda memproduksi transformator lengkap, proses serah terima antara pabrik laminasi dan perakitan transformator juga harus dijelaskan dalam rencana kontrol APQP. Tidak cukup hanya mengatakan "inti transformator diuji pada uji akhir transformator" jika itu adalah kali pertama seseorang memeriksa apakah proses laminasi tetap dalam kendali.
PPAP yang dapat berkomunikasi dalam bahasa transformator
Sebagian besar paket PPAP terlihat serupa dari kejauhan: catatan desain, alur proses, PFMEA, rencana pengendalian, MSA, kemampuan, sampel awal, dan sisanya. Untuk lempengan transformator, perbedaannya terletak pada seberapa banyak konten tersebut secara eksplisit membahas kinerja elektromagnetik dan bukan hanya geometri.
Catatan desain harus terhubung langsung dengan spesifikasi inti: dimensi jendela dan anggota, pola tumpang tindih, kelas baja, dan kelas pelapisan yang ditentukan sedemikian rupa sehingga dapat dilacak kembali ke lembar data dan standar produsen baja. Diagram alir dan PFMEAs harus mencantumkan mode kegagalan seperti “kerugian inti di atas X W/kg pada Y T, Z Hz”, “arus magnetisasi di atas batas pada tegangan nominal”, “bising audibel di atas tingkat yang disepakati”, “lapisan terhubung pendek melalui lapisan pelindung yang rusak” sebagai item utama, bukan catatan kaki.
Rencana pengendalian yang disertakan dalam PPAP harus hampir mirip dengan rencana pengujian untuk mode kegagalan tersebut. Rencana tersebut menjelaskan langkah-langkah proses mana yang mengendalikan mode kegagalan tersebut, pengukuran apa yang dilakukan pada frekuensi berapa, rencana tanggapan apa yang diterapkan, dan bagaimana jejak audit dipertahankan dari gulungan ke bundel laminasi hingga inti transformator. Studi kemampuan harus mencakup, sejauh mungkin, bukti statistik tentang kerugian inti dan dimensi kritis, bukan hanya daftar panjang dimensi minor yang mudah dijaga.
Ketika PPAP Anda menjelaskan hal ini dengan jelas, para SQE pelanggan dapat membacanya dan memahami bagaimana proses produksi melindungi niat desain mereka, tanpa perlu menebak-nebak bagaimana fisika laminasi terkait di dalamnya.
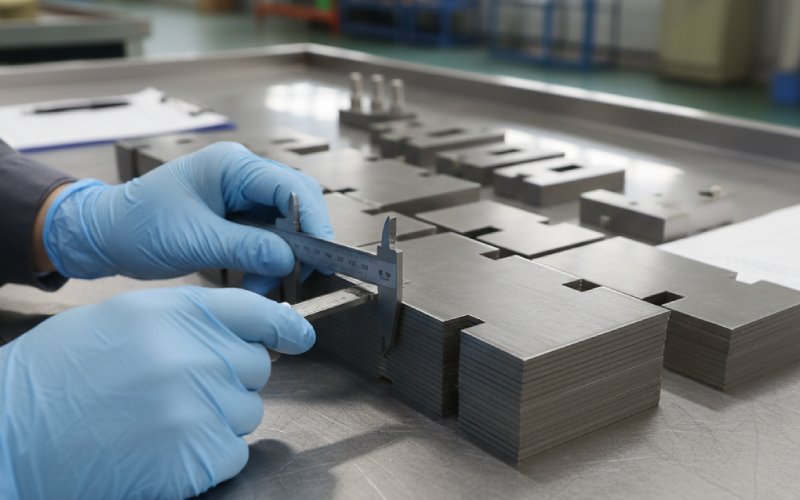
Strategi pengukuran: hindari godaan untuk mengukur hal-hal yang mudah.
Banyak rencana kualitas laminasi cenderung berfokus pada pengukuran dimensi yang intensif dan pengujian fungsional yang minimal. Hal ini dapat dimengerti, karena CMM (Coordinate Measuring Machine) lebih praktis, sementara penguji kerugian inti lebih lambat, berisik, dan terkadang berantakan. Namun, transformator tidak peduli apakah celah kecil yang tidak kritis berada di tengah dengan sempurna; yang mereka pedulikan adalah kerugian, arus eksitasi, kebisingan, dan kesesuaian.
Strategi pengukuran praktis dalam dokumen APQP Anda biasanya terdiri dari dua lapisan. Lapisan pertama adalah uji fungsional yang membuktikan bahwa proses masih menghasilkan inti yang baik: uji kehilangan inti pada frekuensi sampel yang ditentukan dan induksi, pemeriksaan arus magnetisasi, serta pemeriksaan kebisingan dasar di mana kebisingan menjadi kritis. Lapisan kedua adalah indikator proses yang lebih mudah diukur pada frekuensi tinggi dan memiliki korelasi yang baik dengan hasil fungsional tersebut: ketinggian burr, ketebalan strip, dimensi kunci, resistansi listrik sederhana antara lamina, dan metrik pemantauan press.
Pekerjaan MSA sebaiknya difokuskan pada lapisan fungsional terlebih dahulu, karena di situlah sistem pengukuran yang buruk paling merugikan Anda. Uji kerugian inti dengan ketidakstabilan yang buruk atau pengaruh operator akan mengacaukan setiap perhitungan kemampuan yang bergantung padanya, dan PPAP Anda akan terlihat lebih baik di atas kertas daripada kenyataannya.
Menjaga agar rencana tetap berjalan di lantai produksi
Rencana kualitas yang hanya berupa kumpulan dokumen APQP dan PPAP bersifat rapuh. Orang-orang mengingat jalan pintas, bukan paragraf. Lingkungan laminasi bising, cepat, terkadang panas, dengan tekanan produksi yang tidak menunggu tinjauan SQE.
Rencana tersebut harus terintegrasi dalam rutinitas harian. Persetujuan awal di pabrik yang mencerminkan pemeriksaan rencana kontrol. Batasan yang jelas dan tanggapan pada inspeksi baja masuk. Audit berlapis secara teratur yang menanyakan pertanyaan sederhana seperti “tunjukkan kepada saya bagaimana Anda mengetahui bahwa ketinggian burr ini dapat diterima” atau “dari gulungan mana tumpukan ini berasal”. Siklus umpan balik cepat ketika stasiun uji transformator di hilir jauh mendeteksi pergeseran dalam kerugian inti atau kebisingan.
Tidak ada yang asli dari semua ini, tetapi dengan menuliskannya ke dalam rencana pengendalian APQP dan kemudian memperbaruinya secara berkala, hal ini memaksa keselarasan. Hal ini juga membuat audit pelanggan menjadi jauh lebih sederhana, karena setiap pertanyaan dapat dijawab dengan menunjukkan bagaimana rutinitas pabrik terhubung kembali ke rencana yang terdokumentasi.
Polanya kegagalan yang umum dan bagaimana APQP seharusnya mendeteksinya
Perhatikan beberapa masalah serius terakhir yang terkait dengan laminasi dan inti. Anda akan mengenali pola-pola tertentu. Kerugian yang sedikit di atas target pada titik-titik tegangan tertentu, tingkat kebisingan yang lebih tinggi pada peringkat transformator tertentu, titik panas lokal pada pemindaian inframerah, masalah kesesuaian mekanis pada tangki yang sempit, kerusakan lapisan setelah siklus pengeringan agresif, dan terkadang bahkan campuran pengiriman antara set laminasi yang serupa.
Setiap dari hal-hal ini, jika dianalisis lebih lanjut, biasanya mengarah pada celah kecil dalam APQP atau PPAP. Karakteristik khusus yang hilang, definisi spesifikasi masuk yang lemah untuk baja, perubahan proses annealing yang tidak dianggap sebagai perubahan proses yang signifikan, variasi penumpukan yang tidak tercakup dalam instruksi kerja, atau studi MSA yang dilewati untuk alat ukur kritis.
Rencana kualitas Anda akan meningkat jika Anda secara rutin mengidentifikasi masalah-masalah ini dan mengajukan pertanyaan sederhana: di mana dalam dokumen APQP dan PPAP seharusnya hal ini terlihat. Kemudian, tuliskan jawaban tersebut ke dalam proyek-proyek mendatang. Seiring waktu, pengetahuan khusus tentang laminasi akan terakumulasi dalam rencana tersebut daripada tersimpan di kepala para insinyur individu.
Template singkat yang dapat Anda gunakan kembali.
Jika Anda ingin cara sederhana untuk menerapkan ini pada proyek laminasi berikutnya tanpa perlu menulis ulang sistem Anda secara keseluruhan, Anda dapat mempertimbangkan untuk melakukan empat kali proses melalui rencana yang sama.
Sebelum RFQ, Anda mendokumentasikan apa yang Anda butuhkan dari pemasok baja, metode pengujian apa yang Anda dan pelanggan terima untuk kerugian dan arus magnetisasi, serta bagaimana Anda akan mendefinisikan karakteristik khusus pada gambar. Pada tahap pembekuan desain, Anda mengunci geometri dan pola tumpang tindih dengan detail yang cukup sehingga insinyur proses dapat merancang proses stamping dan stacking tanpa asumsi. Sebelum pengajuan PPAP, Anda memverifikasi bahwa PFMEA, rencana kontrol, dan rencana uji membahas kerugian inti, kebisingan, dan perilaku pelapisan sebagai item prioritas utama. Setelah SOP, Anda menangani setiap masalah serius sebagai eksperimen untuk meningkatkan rencana untuk peluncuran berikutnya, bukan hanya sebagai masalah pengendalian.
Buku panduan resmi menyebut ini sebagai perbaikan berkelanjutan. Di pabrik laminasi, ini hanyalah kebiasaan untuk tidak menyia-nyiakan pengalaman yang telah diperoleh dengan susah payah.
Catatan penutup
Rencana kualitas untuk lempengan transformator lebih sedikit tentang menciptakan alat baru dan lebih banyak tentang menggunakan APQP dan PPAP dengan cara yang menghormati fisika transformator dan realitas produksi secara bersamaan. Semakin banyak dokumen Anda membahas tentang watt, ampere, burr, dan kumparan, dan semakin sedikit menggunakan frasa generik, semakin dekat Anda dengan tujuan.
Jika proyek Anda berikutnya berakhir dengan PPAP di mana pengajuan terasa seperti deskripsi yang ringkas dan jujur tentang bagaimana baja menjadi inti yang stabil di pabrik Anda, maka rencana tersebut sedang menjalankan fungsinya. Sisanya adalah menjalankannya setiap hari dan secara perlahan memperketat siklus variasi secara bertahap.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.