Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Laminasi CRGO untuk reaktor dan induktor: pertimbangan desain
Daftar Isi
1. Mulailah dari bentuk gelombang, bukan tingkatannya
Banyak CRGO laminasi konten diam-diam mengasumsikan tegangan mendekati sinusoidal dan loop magnetisasi yang bersih. Reaktor dan banyak induktor tidak tinggal di sana.
Reaktor garis / reaktor shunt - hampir sinusoidal, tetapi dengan harmonisa yang tidak dapat diabaikan dan terkadang bias DC yang kuat dari ketidakseimbangan konverter.
Induktor tersedak DC / PWM - arus adalah riak pada level DC; fluks adalah campuran dari offset ditambah ayunan segitiga atau trapesium.
Magnet frekuensi menengah - eksitasi kuadrat atau kuadrat semu, terkadang pada rentang kHz.
Baja berorientasi butiran berperilaku berbeda dalam kondisi ini dibandingkan dengan uji gelombang sinus 50/60 Hz yang digunakan dalam peringkat kehilangan standar. Sebuah studi terbaru tentang inti luka GOES pada ~ 2 kHz bahkan menunjukkan kerugian spesifik lebih rendah untuk tegangan persegi dibandingkan dengan kuasi-sinus pada fluks puncak yang sama, karena kandungan harmonik bergeser di mana arus eddy terkonsentrasi di strip.
Jadi, sebelum memilih “M3, 0,27 mm” di luar kebiasaan, kunci dulu:
Bentuk gelombang nyata pada inti (bukan gambar ideal)
Kepadatan fluks puncak termasuk pemotretan berlebih sementara
Tingkat bias DC selama masa pakai
Rentang frekuensi, termasuk interharmonik apa pun
Segala sesuatu yang lain-faktor penumpukan, gaya sambungan, skema celah-bergantung pada keempat hal tersebut.
2. Rentang kerapatan fluks yang benar-benar bekerja di reaktor dan induktor CRGO
Lembar data dengan senang hati akan mengutip saturasi sekitar 1,9-2,0 T untuk baja listrik berorientasi butiran, dengan wilayah yang cukup linier hingga sekitar 1,2 T.
Dalam praktiknya, untuk reaktor daya dan induktor inti besi, Anda jarang ingin seberani itu.
Pita kerja yang khas
Ini hanya bersifat indikatif, bukan pengganti kurva B-H dan model masa pakai Anda sendiri:
Jenis aplikasi
Desain khas Bpuncak di CRGO
Komentar tentang margin
Reaktor shunt (HV, terendam oli)
1.1 - 1.4 T
Fokus yang kuat pada kehilangan + kontrol hotspot
Reaktor saluran (LV/MV)
1.0 - 1.3 T
Perhatikan bias DC dari konverter
DC choke (ujung depan AC/DC)
0,8 - 1,1 T (di sekitar titik operasi DC)
Fluks offset mendominasi; celah adalah alat utama
Induktor frekuensi menengah (beberapa kHz, CRGO)
0.8 - 1.2 T
Pengorbanan antara ukuran dan kehilangan inti
Induktor / choke listrik sederhana
1.2 - 1.5 T
Sering kali terbatas pada tembaga dan bukan pada inti
Panduan desain cut-core klasik untuk baja berorientasi butir menunjukkan perilaku “cukup linier” yang berguna hingga ~1,2 T bahkan di bawah bias DC jika celah dipilih dengan benar.
Untuk reaktor garis dan shunt, Anda biasanya berlari lebih dekat dengan latihan transformator, tetapi:
Termasuk Bias DC dari ketidakseimbangan sistem dan offset kontrol.
Pertimbangkan kelebihan beban dalam waktu singkat dari kondisi gangguan dan perubahan keran.
Untuk induktor dalam mengalihkan pasokan, biasanya Anda akan menerima B yang lebih rendahpuncak karena:
Anda mendorong ke frekuensi yang lebih tinggi di mana kehilangan inti meningkat.
Jendela yang berkelok-kelok sering kali merupakan hambatan yang sesungguhnya.
Aturan praktis yang membuat proyek terhindar dari masalah: Rancang terlebih dahulu terhadap Bmaks, panas, bias, bukan suhu ruangan Bmaks. Kemudian periksa apakah nilai yang Anda inginkan masih masuk akal.
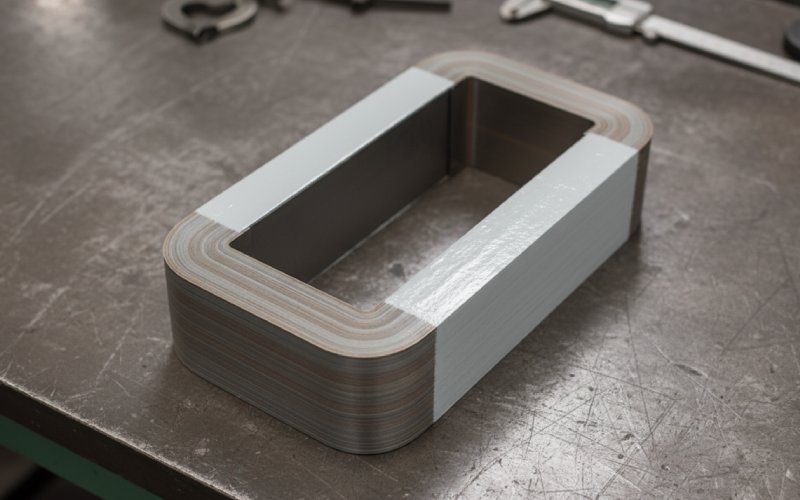
3. Tumpukan laminasi: faktor penumpukan, gerinda, dan penampang nyata
Semua orang menulis “faktor susun 0,96” pada slide. Kenyataannya memang berantakan.
Faktor penumpukan apa yang benar-benar berubah
Faktor penumpukan secara langsung mengenai penampang besi yang efektif. Faktor yang lebih rendah → lebih sedikit baja → kerapatan fluks yang lebih tinggi dari yang Anda kira → kejenuhan awal dan kehilangan ekstra. Buku panduan inti magnet standar menunjukkan bahwa gerinda yang tidak sejajar dan insulasi yang buruk di antara laminasi dapat dengan mudah mengikis faktor penumpukan yang cukup penting pada tingkat daya di mana CRGO digunakan.
Poin-poin penting:
Orientasi duri yang meninju - Jika semua gerinda menghadap ke satu arah dalam tumpukan, wilayah “jembatan” yang kokoh akan terlokalisasi. Jika acak, kontak interlaminar menyebar ke mana-mana dan faktor penumpukan serta kehilangan arus pusar akan menurun.
Ketebalan lapisan - Pelapisan yang lebih baik = ketahanan interlaminar yang lebih baik, tetapi faktor penumpukan yang sedikit lebih buruk. Pabrik baja dan standar mengkodekan pertukaran ini melalui kelas pelapisan.
Menekan tekanan dan kerataan - Laminasi yang tidak rata menciptakan celah mikro. Lembar data teknis GOES secara eksplisit menekankan perlunya kerataan laminasi selama proses anil dan penumpukan untuk menghindari tegangan sisa dan celah yang tidak direncanakan.
Untuk inti reaktor, faktor penumpukan sedikit lebih dimaafkan daripada di transformator efisiensi tinggi, karena banyak desain yang sudah didominasi celah. Tetapi begitu Anda beralih ke reaktor shunt HV dengan fluks tinggi dan rugi-rugi rendah, kesalahan kecil di area efektif muncul sebagai watt ekstra dan lokasi hotspot yang tidak terduga.
Nomor yang harus dimasukkan ke dalam daftar periksa internal Anda
Anda tidak perlu memasukkan semua ini ke dalam RFQ, tetapi rancanglah:
Faktor penumpukan yang diasumsikan untuk perhitungan: 0,94-0,96 untuk CRGO tipis berkualitas tinggi dengan lapisan yang baik; 0,90-0,93 jika Anda tahu bahwa stamping lebih kasar atau ketebalannya lebih tinggi.
Ketinggian duri maksimum saat stampingbiasanya paling banyak beberapa persen dari ketebalan lembaran; konfirmasikan dengan vendor laminasi, karena hal ini akan mendorong seberapa agresif Anda.
Skema penekanan / penjepitansingle yoke press untuk core kecil vs bantalan penjepit terdistribusi untuk menghindari pembengkokan tungkai.
Jika Anda menggunakan kembali alat laminasi transformator untuk reaktor, periksa kembali apakah nyata tinggi tumpukan setelah pelapisan dan pengepresan masih sesuai dengan desain magnetik. Sering kali tidak.
4. Gaya sambungan dan perilaku step-lap pada teras reaktor
Blog laminasi CRGO menghabiskan banyak waktu pada step-lap untuk transformator. Fisika terbawa ke reaktor dan induktor, hanya saja dengan prioritas yang berbeda.
Sambungan step-lap mendistribusikan fluks dengan lebih lancar di seluruh langkah yang tumpang tindih, mengurangi puncak fluks lokal, kehilangan inti, dan kebisingan yang dapat didengar.
Sendi pantat atau yang tidak dimitigasi lebih sederhana, bisa lebih murah, tetapi memusatkan fluks dan magnetostriksi pada sambungan.
Dalam reaktor:
Untuk Reaktor shunt HV dan reaktor garis besar, step-lap biasanya dibenarkan: saturasi lokal yang lebih sedikit pada fluks puncak, sensitivitas yang lebih rendah terhadap toleransi pada pemesinan sambungan, waktu yang lebih mudah dengan spesifikasi kebisingan.
Untuk induktor kecil dan tersedak, sambungan yang lebih sederhana mungkin baik-baik saja, karena celah mendominasi keengganan dan daerah sambungan bukanlah hambatan utama.
Apa pun sambungan yang Anda gunakan, pastikan gambar dan RFQ Anda membicarakannya:
Panjang dan toleransi tumpang tindih (untuk putaran langkah)
Kerataan pemesinan sambungan jika inti yang dipotong digunakan
Apakah sambungan diperlakukan sebagai bagian dari celah udara yang disengaja atau dimaksudkan sedekat mungkin dengan nol
Membiarkan strategi bersama “implisit” sering kali berakhir dengan pemasok menggunakan trafo default mereka, yang mungkin tidak sesuai dengan bias dan bentuk gelombang DC reaktor Anda.
5. Celah dan celah yang terdistribusi secara diskrit dalam reaktor CRGO
Celah adalah tempat inti reaktor secara diam-diam menghasilkan kehilangan ekstra.
Kesenjangan terkonsentrasi vs kesenjangan terdistribusi
Karya akademis tentang reaktor shunt inti besi dengan perbandingan celah udara yang terdistribusi secara terpisah:
kesenjangan global tunggal per anggota badan, dan
beberapa celah kecil yang didistribusikan di sepanjang tungkai yang dilaminasi.
Ini menunjukkan bagaimana mendistribusikan celah dapat menyesuaikan induktansi, induktansi kebocoran, dan kehilangan secara terpisah, dan bagaimana pinggiran di sekitar setiap celah menambah kehilangan arus pusar lokal.
Untuk reaktor daya, hal ini mengarah pada beberapa tuas desain:
Celah besar tunggal - mudah dibuat, tetapi memiliki pinggiran yang kuat; rugi-rugi lokal yang tinggi dan pemanasan di sekitar celah jika belitan terlalu dekat.
Beberapa celah yang lebih kecil - memungkinkan Anda menghaluskan fluks, membentuk kebocoran, dan terkadang mengurangi tingkat keparahan hotspot lokal, dengan biaya penumpukan dan pemesinan yang lebih rumit.
Untuk induktor, panduan desain inti besi klasik untuk inti-C menekankan:
Panjang celah mendominasi induktansi setelah inti sangat permeabel.
Fringing secara efektif memperpendek celah; persamaan sederhana L ≈ N²μA/lg meningkatkan induktansi jika Anda mengabaikannya.
Jadi, jangan biarkan geometri celah tidak jelas.
Beberapa catatan praktis untuk tumpukan laminasi CRGO dengan celah
Pengatur jarak non-magnetik (misalnya fiberglass, stainless) harus disebutkan berdasarkan bahan dan ketebalannya, bukan hanya “shim isolasi”.
Talang tepi dekat celah mengurangi puncak pinggiran yang tajam. Detail kecil, tetapi membantu untuk perlengkapan HV yang tahan lama.
Jarak minimum dari belitan ke celahtentukan jarak bebas listrik + termal. Titik panas yang disebabkan oleh pinggiran pada belokan terdalam adalah akar penyebab kegagalan yang umum terjadi.
Dan tidak, kalimat “praktik celah transformator yang khas” dalam spesifikasi tidak cukup ketika reaktor Anda diharapkan beroperasi mendekati saturasi di bawah bias DC.
6. Magnetostriksi, getaran, dan kebisingan pada laminasi reaktor
Sebagian besar artikel kebisingan menargetkan transformator, tetapi fenomena magnetostriksi yang sama muncul di reaktor dan induktor berukuran besar: laminasi sedikit tegang saat fluks berbalik, dan tumpukan bergetar.
Catatan berorientasi teknik terbaru tentang magnetostriksi CRGO membuat beberapa poin yang dibawa langsung ke tumpukan reaktor dan induktor:
Magnetostriksi sangat bervariasi di seluruh kelas CRGO dan rute pemrosesan.
Kebisingan bukan hanya material; geometri laminasi, desain tumpukan, dan penjepitan, semuanya mengubah ketegangan itu menjadi suara yang nyata.
Kerapatan fluks, konten harmonik, dan bias DC adalah kenop utama.
Untuk reaktor:
Reaktor jalur dan shunt di dekat area berpenduduk mungkin memiliki batas akustik yang mirip dengan trafo, terutama di bangunan gardu induk.
Reaktor di pabrik industri masih peduli, tetapi peralatan di sekelilingnya dapat menutupi banyak hal; batas termal dan kehilangan justru mendominasi.
Daftar periksa desain untuk tumpukan:
Hindari puncak fluks lokal yang sangat tajam pada sambungan; step-lap membantu di sini.
Gunakan tekanan penjepitan yang seragam sehingga laminasi tidak saling beradu satu sama lain.
Jika kebisingan merupakan kendala yang sulit, pertimbangkan untuk menentukan tingkat CRGO dengan pembatasan magnet yang lebih rendah dan mendokumentasikan kondisi pengujian (frekuensi, induksi, pemasangan) sehingga pengukuran pemasok dan Anda cocok.
7. Perilaku termal: baja, cerobong, dan jalur pendinginan
CRGO memiliki konduktivitas termal yang cukup tinggi dan suhu Curie yang tinggi (seringkali sekitar 730 ° C untuk kelas standar).
Dua konsekuensi yang penting dalam reaktor/induktor:
Inti dapat dengan aman bekerja lebih panas daripada belitan, secara termal. Pengerjaan pada inti luka GOES menunjukkan kehilangan inti yang lebih rendah pada suhu tinggi, berkat peningkatan resistivitas.
Anda model hot-spot perlu mengetahui bahwa minyak, udara, dan baja struktural semuanya mempengaruhi gradien suhu di seluruh tumpukan laminasi.
Untuk desain tumpukan laminasi:
Jangan halangi setiap jalur pendinginan aksial dengan klem padat; biarkan beberapa “cerobong asap” termal melalui tumpukan.
Saat menggunakan epoksi atau ikatan, periksa konduktivitas termal dan peringkat suhunya, bukan hanya kekuatan mekanisnya.
Pada reaktor terendam minyak, geometri tumpukan laminasi dapat memandu aliran minyak. Tepi yang membulat dan jarak bebas yang wajar membantu menghindari kantong-kantong yang tergenang.
Secara termal, CRGO biasanya akan memaafkan Anda. Sistem insulasi belitan tidak akan.
8. Apa yang sebenarnya harus ditentukan dalam RFQ untuk tumpukan laminasi CRGO (reaktor & induktor)
Sebagian besar RFQ menentukan kelas, ketebalan, dan lapisan, mungkin “step-lap”. Panduan standar menunjukkan bahwa kode kelas dan tabel kehilangan hanya menceritakan setengah dari cerita; sisanya terletak pada bagaimana laminasi diubah menjadi inti.
Untuk reaktor dan induktor, tambahkan beberapa presisi.
8.1 Baja dan geometri dasar
Tentukan:
Kelas material - misalnya baja listrik berorientasi butiran dengan kelas yang disebutkan atau pita rugi-rugi pada induksi dan frekuensi referensi.
Ketebalan - 0,23 / 0,27 / 0,30 mm dll.
Jenis pelapisan - ketahanan tinggi vs mekanis-kuat, dan apakah kompatibel dengan sistem anil dan oli atau pernis Anda.
Geometri inti - EI, UI, C, toroidal, atau blok bertumpuk khusus, dengan semua dimensi dan toleransi yang penting.
8.2 Tumpukan dan sambungan
Termasuk:
Faktor penumpukan target dan bagaimana hal tersebut akan diverifikasi (massa vs volume teoretis, atau pemeriksaan dimensi).
Tinggi duri maksimum setelah meninju/laser.
Metode gabungan - step-lap atau tidak; panjang dan urutan yang tumpang tindih jika step-lap diperlukan.
Apakah anil penghilang stres setelah pemotongan/penumpukan diperlukan; beberapa proses manufaktur mencakup anil akhir yang memulihkan sebagian besar kinerja magnetik baja.
8.3 Celah dan pemesinan
Untuk core CRGO yang memiliki celah:
Total panjang dan distribusi celah (celah tunggal vs beberapa celah).
Toleransi pemesinan pada setiap celah.
Bahan pengatur jarak dan toleransi mereka.
Apa saja perawatan tepi dekat celah untuk mengontrol pinggiran.
8.4 Pengujian dan penerimaan
Anda tidak memerlukan jutaan tes. Tetapi tentukan satu set kecil dan jelas:
Rugi inti dan arus magnetisasi pada induksi, frekuensi, suhu, dan bentuk gelombang tertentu.
Pemeriksaan dimensi pada panjang tungkai, tinggi tumpukan, dan keselarasan sendi.
Jika kebisingan penting: kondisi uji akustik sederhana (pemasangan, jarak, frekuensi, induksi).
Dengan cara ini, jika reaktor kemudian menjadi panas atau jenuh lebih awal, Anda dapat mengikatnya kembali ke asumsi desain atau eksekusi stack, tanpa menebak-nebak.
9. Daftar periksa internal singkat sebelum Anda menandatangani tumpukan laminasi CRGO untuk reaktor/induktor
Tidak lengkap, tetapi menangkap banyak masalah yang muncul belakangan:
Apakah kita berukuran Bmaks untuk bentuk gelombang nyata dan bias DC, pada suhu pengoperasian?
Apakah faktor penumpukan yang diasumsikan didukung oleh rute produksi yang realistis?
Apakah gaya sambungan (step-lap atau tidak) selaras dengan kerapatan fluks dan sasaran kebisingan kita?
Apakah skema gap konsisten dengan induktansi, induktansi kebocoran, dan target kerugian?
Sudahkah kita menuliskan toleransi celah dan sambungan yang dapat diterima oleh toko secara realistis?
Apakah RFQ cukup eksplisit bahwa dua pemasok laminasi yang berbeda akan membuat tumpukan yang pada dasarnya sama?
Jika jawabannya “tidak yakin”, biasanya itulah yang akan menjadi bahan analisis kegagalan di masa depan.
FAQ: Laminasi CRGO dalam reaktor dan induktor
1. Dapatkah saya menggunakan kembali desain inti CRGO transformator untuk reaktor saluran?
Kadang-kadang, tetapi tidak secara membabi buta. Jika reaktor garis melihat tingkat fluks yang sama dan tidak ada bias DC yang serius, inti gaya transformator dengan sambungan step-lap dan tingkat yang sama dapat bekerja. Setelah bias DC atau arus harmonik yang besar muncul, Anda akan membutuhkan lebih banyak celah dan sering kali B yang lebih rendahmaks. Hal itu akan mengubah kelas baja dan tinggi tumpukan yang optimal. Minimal, jalankan kembali desain dengan bentuk gelombang arus dan faktor penumpukan yang realistis, dan tinjau ketentuan celah.
2. Apakah ada aturan praktis yang sederhana untuk faktor penumpukan dalam estimasi?
Untuk perkiraan awal: 0,95 adalah tebakan awal yang layak untuk CRGO tipis modern dengan pelapis yang baik dan cap yang terpercaya. Turunkan ke 0,92-0,93 jika perkakas sudah tua, ketebalan >0,30 mm, atau kontrol duri buruk. Tetapi beralihlah ke nilai terukur (melalui massa atau dimensi) segera setelah Anda memiliki artikel pertama.
3. Kapan masuk akal untuk menggunakan CRGO sebagai pengganti ferit atau bubuk untuk induktor?
Baja berorientasi butiran cenderung menang ketika: Kepadatan fluks tinggi (wilayah 0,8-1,2 T) Frekuensi sedang (hingga beberapa kHz) Daya besar, sehingga volume ferit akan berlebihan Ferit dan inti serbuk menang dalam domain frekuensi tinggi, di mana kehilangan inti pada CRGO terlalu besar bahkan pada induksi yang lebih rendah. Perdagangan ini bermuara pada frekuensi vs Bmaks vs volume vs kerugian.
4. Seberapa ketat saya harus mengontrol ketinggian duri laminasi?
Pengaruh gerinda: Faktor penumpukan (besi yang kurang efektif) Arus pusar interlaminar (lebih banyak kehilangan) Literatur desain menunjukkan bahwa gerinda yang tidak dikelola dengan baik dapat mengurangi faktor penumpukan yang cukup untuk mendorong desain yang seharusnya “aman” menuju kejenuhan. Jika Anda merancang reaktor berdaya tinggi, ada baiknya Anda mencantumkan batas numerik pada tinggi duri dalam RFQ dan meminta metode pengukuran sederhana (profilometer, pemeriksaan sampel per batch).
5. Apakah celah terdistribusi benar-benar membantu mengurangi kerugian pada reaktor shunt?
Mereka bisa, tetapi tidak secara otomatis. Studi tentang reaktor shunt dengan celah yang terdistribusi secara diskrit menunjukkan hal itu: Mendistribusikan celah dapat mengontrol induktansi dan induktansi kebocoran secara lebih fleksibel. Fringing di sekitar setiap celah akan menambah kerugian arus eddy lokal, sehingga terlalu banyak celah sebenarnya dapat meningkatkan total kerugian inti jika diimplementasikan dengan buruk. Jadi, celah terdistribusi adalah alat desain, bukan peningkatan gratis. Mereka perlu didukung oleh beberapa analisis (analitik atau FEA) dan berdimensi jelas untuk pemasok laminasi.
6. Apa yang tidak boleh saya tinggalkan “implisit” dalam RFQ laminasi?
Untuk reaktor dan induktor CRGO, hindari membiarkan item ini tidak jelas: Metode gabungan dan tumpang tindih Dimensi dan distribusi celah Rentang faktor penumpukan target Kondisi uji kehilangan inti (B, f, suhu, bentuk gelombang) Keempat hal yang bukan keputusan tersebut adalah tempat sebagian besar kejutan datang ketika prototipe memasuki ruang uji coba.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.