Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Pengosongan Halus untuk Laminasi Motor: Apakah Biayanya Sepadan?
Tumpukan laminasi motor biasanya tidak gagal karena satu lembar terlihat buruk. Mereka gagal karena cacat tepi yang kecil berulang, lapis demi lapis, hingga tumpukan mulai berperilaku berbeda dari yang disarankan oleh cetakan. Duri yang tampak kecil pada satu laminasi dapat menggores lapisan, mendistorsi susunan tumpukan, dan dalam beberapa kasus membantu menciptakan kontak konduktif di antara lembaran yang berdekatan. Pengosongan halus untuk laminasi motorik menarik karena alasan tersebut: dibuat untuk menghasilkan tepi yang lebih bersih dan lebih tajam dengan lebih sedikit patahan dan lebih sedikit duri daripada pengosongan biasa. Hasil tangkapannya sederhana. Tepi yang lebih bersih harganya lebih mahal.
Jawaban praktis adalah yang utama. Pengosongan halus biasanya sepadan dengan biayanya jika sisa-sisa yang berhubungan dengan duri, deburring, kerusakan insulasi, atau ketidakstabilan tumpukan sudah menghabiskan banyak uang. Jika garis stamping Anda saat ini sudah mengontrol ketinggian duri, menjaga pelapis tetap utuh, dan mempertahankan geometri tumpukan tanpa banyak pengerjaan ulang, premi sering kali tidak terbayar. Bukan karena pengosongan halus gagal. Karena masalah yang dipecahkannya tidak lagi cukup besar. Penilaian itu mengikuti dari penelitian yang dipublikasikan tentang kualitas tepi, risiko kesalahan interlaminar, biaya deburring, dan kerusakan mutakhir pada baja listrik.
Daftar Isi
Mengapa gerinda penting dalam tumpukan laminasi
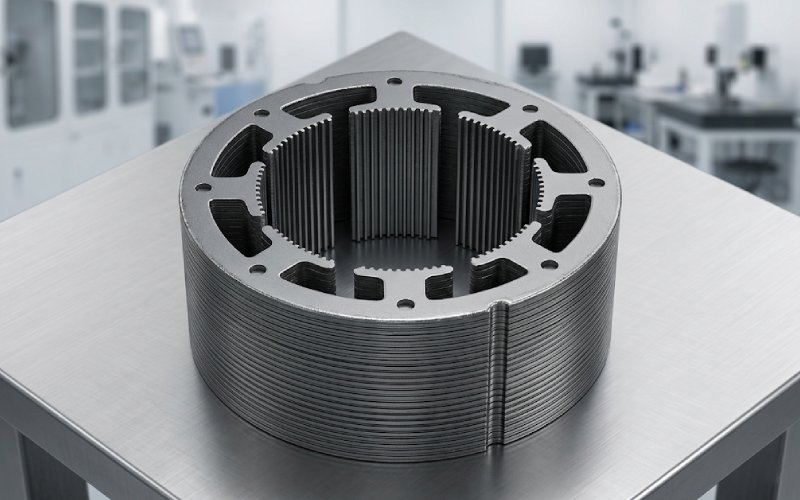
Gerinda pada baja listrik bukan hanya masalah kosmetik. Selama penumpukan dan pengepresan, tepi yang terangkat dapat merusak insulasi di antara laminasi yang berdekatan dan menciptakan titik kontak logam secara acak. Ketika hal itu terjadi, jalur arus interlaminar dapat terbentuk, yang meningkatkan kehilangan dan panas lokal. Dalam tumpukan besar, hal itu dapat menjadi masalah kinerja daripada masalah permukaan akhir.
Ada juga masalah geometri. Gerinda dan patahan tepi mempengaruhi bagaimana laminasi saling menempel satu sama lain. Hal ini mempengaruhi tinggi tumpukan, kerataan lokal, definisi gigi, dan konsistensi slot. Terkadang efeknya kecil. Kadang-kadang itu adalah alasan mengapa satu build berjalan dengan lancar dan build berikutnya perlu disortir, penyesuaian pengepresan, atau pengerjaan ulang.
Data baja-listrik yang dipublikasikan memberikan kisaran referensi yang berguna untuk batas duri: sekitar 0,03 mm untuk ketebalan lembaran dari 0,35 hingga 0,54 mm, 0,04 mm untuk 0,65 mmdan 0,06 mm untuk 1,00 mm. Itu bukan aturan penerimaan universal untuk setiap motor. Namun demikian, ini adalah pengingat yang baik bahwa toleransi duri terkait dengan ketebalan dan aplikasi, bukan pada satu target umum.
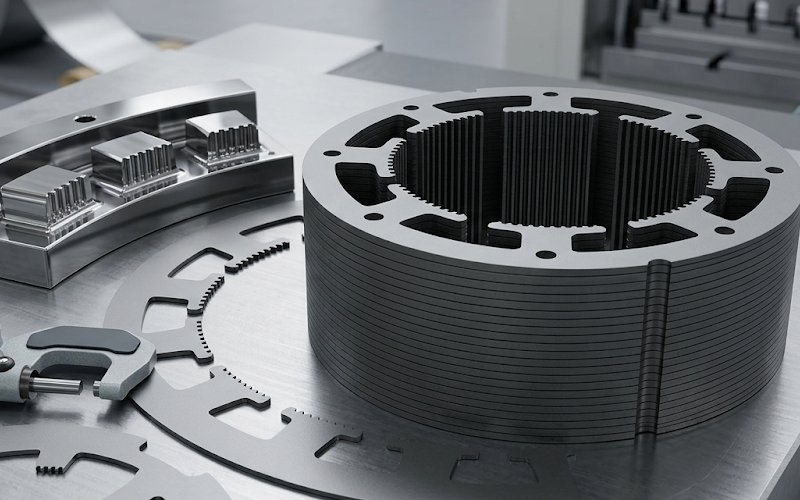
Perubahan pengosongan yang bagus
Pengosongan halus mengubah potongan dengan mengubah status tegangan selama pemisahan. Proses ini menggunakan jarak bebas cetakan yang sangat kecil bersama dengan penahan blank yang kuat, cincin-V, dan tekanan balik. Hasilnya adalah zona potongan bersih yang jauh lebih besar, lebih sedikit patahan tepi, kuadrat tepi yang lebih baik, dan duri yang sangat rendah dibandingkan dengan blanking biasa. Dalam banyak kasus, hal ini juga mengurangi atau menghilangkan finishing tepi sekunder.
Itu tidak membuatnya murah. Pengosongan halus memerlukan perkakas khusus, kontrol proses yang ketat, dan pengaturan pers yang lebih menuntut daripada jalur stamping standar. Jadi perbandingannya tidak boleh biaya per hit dengan sendirinya. Perbandingan yang berguna adalah total biaya per tumpukan laminasi yang dapat diterima. Kedengarannya jelas. Namun, sering kali hal ini terlewatkan.
Pertanyaan biaya yang sebenarnya
Pertanyaan yang tepat bukanlah, “Apakah blanking halus itu mahal?” Ya.
Pertanyaan yang tepat adalah, “Biaya apa yang hilang ketika tepi menjadi lebih bersih?”
Itu biasanya terdiri dari tujuh angka:
Biaya atau ember tabungan
Apa yang harus diukur
Premi perkakas
Biaya die dan penyiapan tambahan yang disetahunkan versus pengosongan saat ini
Tekan premium
Menambahkan jam kerja mesin atau biaya proses yang dialihdayakan
Pemeliharaan
Penajaman, perbaikan, waktu henti, dan stabilisasi pengaturan
Penghapusan deburring
Tenaga kerja, bahan habis pakai, waktu peralatan, inspeksi
Pengurangan sisa-sisa
Laminasi atau tumpukan ditolak karena duri, kerusakan lapisan, atau variasi ketinggian
Kesalahan isolasi, titik panas lokal, pengembalian, dan penahanan internal
Studi manufaktur yang luas tentang pengendalian duri dan deburring telah melaporkan bahwa deburring dan pembersihan dapat menyerap sebagian besar biaya produksi, dengan suku cadang dengan tingkat kerumitan sedang terkadang masuk ke dalam 15% hingga 20% kisaran dan angka yang lebih tinggi dilaporkan dalam beberapa kasus. Tumpukan laminasi tidak semuanya akan jatuh di sana. Banyak yang tidak. Namun, intinya adalah: proses yang mencegah gerinda bisa lebih murah secara keseluruhan bahkan ketika langkah pemotongan itu sendiri lebih mahal.
Kerangka kerja ROI yang sederhana
Gunakan ini sebelum Anda beralih proses:
Premi pengosongan denda tahunan = premi perkakas yang disetahunkan
menambahkan biaya pers
menambah biaya pemeliharaan dan penyiapan
Penghematan tahunan dari tepi yang lebih bersih = biaya deburring dihapus
Formula itu memang sengaja dibuat sederhana. Ini cukup untuk lintasan pertama internal. Jika hasilnya masih mendekati, maka langkah yang tepat adalah uji-coba dengan data ketinggian duri, kerusakan lapisan, dan sisa yang sesungguhnya.
Contoh yang berhasil: ketika premi terbayar kembali
Angka-angka di bawah ini adalah ilustrasi. Angka-angka tersebut bukan rata-rata industri. Gantilah dengan angka Anda sendiri.
Item
Nilai tahunan
Premi perkakas dan penyiapan
$42,000
Menambahkan premi pers/proses
$31,000
Menambahkan pemeliharaan
$12,000
Total premi tahunan
$85,000
Deburring dihilangkan
$28,000
Memo berkurang
$34,000
Pengerjaan ulang berkurang
$19,000
Kehilangan kualitas internal dapat dihindari
$21,000
Total penghematan tahunan
$102,000
Dalam hal ini, pengosongan yang baik akan terbayar kembali dalam tahun pertama. Tidak secara dramatis. Tapi cukup jelas.
Sekarang balikkan situasinya. Misalkan deburring sudah minimal, scrap rendah, dan jalur saat ini memiliki duri dalam spesifikasi. Maka penghematannya mungkin hanya $30.000 hingga $40.000 per tahun dibandingkan dengan premi $85.000 yang sama. Versi itu tidak berfungsi. Proses yang sama. Matematika pabrik yang berbeda.
Ketika pengosongan halus biasanya masuk akal
Pengosongan halus cenderung masuk akal jika tumpukan laminasi sensitif terhadap cacat tepi dan volume produksi cukup tinggi untuk menyebarkan biaya perkakas pada sejumlah besar komponen. Baja elektrik yang tipis, gigi yang sempit, geometri slot yang sempit, dan tumpukan di mana kerusakan lapisan atau penyortiran akibat duri sudah muncul dalam produksi harian adalah tanda-tanda yang biasa terjadi. Dalam kasus-kasus tersebut, prosesnya tidak hanya membeli tepi yang lebih bagus. Proses ini membeli stabilitas dalam penumpukan, lebih sedikit finishing sekunder, dan lebih sedikit cara untuk cacat kecil yang berubah menjadi biaya yang lebih besar.
Hal ini juga masuk akal ketika jalur saat ini memecahkan masalah duri dengan tenaga kerja ekstra. Penghilangan duri secara manual. Menambahkan inspeksi. Penataan ulang. Penyortiran selektif. Itu adalah cara-cara yang mahal untuk melindungi suatu komponen setelah kerusakan terjadi. Pencegahan dari sisi proses sering kali lebih murah setelah volume menjadi nyata.
Ketika biasanya tidak
Pengosongan halus biasanya dilakukan tidak masuk akal ketika stamping biasa sudah mengontrol ketinggian duri, tumpukan tumpukan, dan integritas lapisan dengan cukup baik sehingga koreksi hilirnya kecil. Hal yang sama juga berlaku untuk program bervolume rendah, komponen dengan geometri yang berubah-ubah, atau proyek yang mekanisme kehilangan utamanya bukan duri sama sekali. Jika masalah sebenarnya terletak pada pengelasan tumpukan, pengepresan, penanganan kerusakan, atau perakitan yang tidak konsisten, proses pemotongan premium dapat menjadi perbaikan yang rapi namun parsial.
Itu adalah bagian yang dilewatkan oleh banyak orang. Tepi yang bersih sangat berharga. Hal ini tidak ajaib.
Pengurangan duri hanyalah sebagian dari cerita
Pemotongan baja listrik berubah lebih dari ketinggian duri. Penelitian yang dipublikasikan mengenai pelubangan menunjukkan bahwa material di dekat tepi potong dapat mengalami degradasi magnetik akibat deformasi plastis dan tegangan sisa. Pengosongan halus memperbaiki tepi yang terpotong dan biasanya mengurangi kerusakan yang berhubungan dengan patahan, tetapi tidak menghapus semua efek pemotongan, dan tidak menghilangkan kerugian yang ditambahkan kemudian oleh langkah-langkah perakitan. Jadi, jika gerinda Anda sudah terkendali dan performa mesin masih tertinggal, jawaban yang hilang mungkin ada di tempat lain.
Hal itu tidak melemahkan kasus untuk pengosongan halus. Itu mempersempitnya. Yang berguna. Keputusan proses harus sempit.
Tabel keputusan praktis
Gunakan ini sebagai layar cepat sebelum Anda meminta uji coba atau penawaran.
Situasi produksi
Kemungkinan putusan
Mengapa
Gerinda merusak lapisan atau membuat tumpukan pendek
Biasanya sepadan
Tepi yang lebih bersih menghilangkan risiko kualitas secara langsung
Deburring dilakukan secara manual atau mahal
Seringkali sepadan
Penghematan langsung terlihat dalam tenaga kerja dan hasil produksi
Pengukur tipis, gigi sempit, toleransi slot yang ketat
Seringkali sepadan
Kualitas tepi memiliki efek yang lebih besar pada kualitas tumpukan
Volume tahunan yang sangat tinggi, desain yang stabil
Kemungkinan besar sepadan
Premi perkakas tersebar di banyak bagian
Stempel saat ini sudah mengontrol duri dan tumpukan yang terbentuk
Seringkali tidak sepadan
Tidak ada cukup biaya yang tersisa untuk menghapus
Desain masih sering berubah atau volume tahunan rendah
Biasanya tidak sepadan
Premi perkakas dan penyiapan sulit untuk dipulihkan
Masalah utama adalah kerusakan perakitan, bukan kualitas potongan
Biasanya tidak sepadan
Masalah yang salah, perbaikan yang mahal
Intinya
Pengosongan halus untuk laminasi motor sepadan dengan biayanya ketika gerinda sudah menghabiskan banyak uang setelah pers. Itu adalah cara yang paling mudah untuk mengatakannya. Jika gerinda menyebabkan deburring, skrap, pengerjaan ulang, kerusakan lapisan, atau risiko insulasi, maka premi dapat terbayar dengan cukup cepat sehingga masuk akal. Jika blanking biasa sudah memegang keunggulan di tempat yang seharusnya, premi yang sama menjadi sulit untuk dipertahankan.
Jadi, keputusannya bukan mengenai apakah blanking halus lebih baik. Memang benar. Keputusannya adalah apakah peningkatan tersebut cukup besar, dalam tumpukan Anda dan pada volume Anda, untuk menghilangkan lebih banyak biaya di kemudian hari daripada yang ditambahkan sekarang.
Tidak. Ini mengurangi gerinda dan fraktur tepi jauh lebih efektif daripada blanking biasa, tetapi hasil aktualnya masih bergantung pada kondisi pahat, material, geometri bagian, dan kontrol proses. Gerinda rendah adalah realistis. Nol duri sebagai janji produksi permanen tidaklah demikian.
Apakah blanking halus selalu merupakan proses terbaik untuk laminasi motor?
Tidak. Hal ini paling kuat apabila tumpukan peka terhadap cacat tepi dan volume produksi tinggi. Jika proses Anda saat ini sudah mengontrol duri dengan baik dan koreksi hilir terbatas, pengosongan halus dapat meningkatkan kualitas tanpa meningkatkan ekonomi total yang cukup berarti.
Berapa tinggi duri yang biasanya dapat diterima untuk baja laminasi?
Kisaran referensi yang umum adalah sekitar 0,03 mm untuk lembaran 0,35 hingga 0,54 mm, 0,04 mm untuk lembaran 0,65 mm, dan 0,06 mm untuk lembaran 1,00 mm. Nilai-nilai tersebut adalah titik awal yang berguna, bukan pengganti untuk batas spesifik bagian berdasarkan pelapisan, tekanan tumpukan, dan desain motor.
Apakah duri yang lebih rendah selalu berarti kehilangan motor yang lebih rendah?
Tidak selalu. Duri yang lebih rendah mengurangi risiko kerusakan insulasi dan kontak interlaminar, yang membantu. Tetapi regangan mutakhir masih dapat memengaruhi perilaku magnetik di dekat tepi, sehingga kontrol duri saja tidak dapat menjelaskan semua perbedaan kinerja di antara proses.
Apa cara tercepat untuk menilai apakah pengosongan halus dapat dibenarkan secara finansial?
Ukurlah lima hal dari lini Anda saat ini: scrap yang berhubungan dengan duri, biaya deburring, jam kerja ulang, tingkat kerusakan lapisan, dan volume tahunan. Kemudian bandingkan penghematan tersebut dengan biaya perkakas, mesin press, dan perawatan tahunan untuk pengosongan halus. Jika biaya yang dihilangkan lebih besar daripada biaya yang ditambahkan, jawabannya sudah mendekati. Jika tidak, mungkin itu belum merupakan langkah yang tepat.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.