Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Motor Bersama Robot Humanoid: Pilihan Laminasi Mana yang Meningkatkan Kontrol Torsi
Hal-hal Penting yang Dapat Dipetik
Tumpukan laminasi berikat mengurangi kehilangan inti terukur sebesar 8-12% dibandingkan dengan tumpukan yang dilas dan menekan komponen torsi cogging harmonik ke-6/12 - perbedaan lulus/gagal saat spesifikasi membaca cogging <0,5%.
Sambungan yang berbeda membutuhkan baja yang berbeda: NOES pengukur tipis 0,20-0,27 mm sesuai EN 10303 (≤ 15 W/kg @ 1,0 T/400 Hz) untuk bahu dan pinggul; NOES ultra-tipis 0,10-0,15 mm atau paduan Ni sedang untuk aktuator pergelangan tangan dan jari.
Konsistensi talang ujung gigi sebesar ±0,03 mm di semua gigi stator lebih berdampak pada cogging daripada dimensi talang itu sendiri.
NOES dengan ukuran tipis 0,20 mm menangani berbagai macam motor sambungan humanoid; Co-Fe jarang membenarkan biaya premium 10-20 × di luar sambungan kaki bipedal.
Bahu robot humanoid harus menahan lengan sementara pergelangan tangan memasang jarum. Mesin yang sama, masalah motorik yang sangat berbeda. Dan di bagian bawah keduanya - secara harfiah, secara fisik - terdapat setumpuk lembaran baja yang dicap yang lebih tipis dari kartu nama.
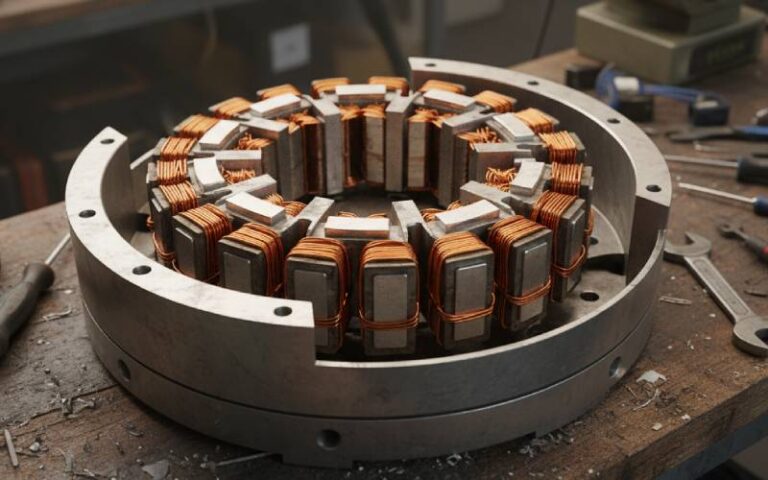
Kami membangun tumpukan itu. PMSM tanpa bingkai dan motor torsi BLDC kutub tinggi di dalam aktuator sendi humanoid adalah yang paling menuntut tumpukan laminasi stator aplikasi yang telah kami kirimkan. Berikut ini adalah data produksi yang sebenarnya menunjukkan tentang pilihan laminasi mana yang meningkatkan riak torsi, torsi cogging, dan kontrol gerakan yang halus - dan pilihan mana yang membuang-buang uang.
Daftar Isi
Penyebab Riak Torsi pada Motor Sambungan Humanoid
Riak torsi pada motor bersama muncul sebagai gerakan tersentak-sentak pada robot. Tentu saja, loop kontrol dapat mengimbangi sebagian dari itu. Tetapi sumber elektromagnetik dari riak itu - torsi cogging, distorsi harmonik, distribusi fluks yang tidak merata - terpanggang pada tingkat laminasi. Pilihan baja yang buruk, geometri gigi yang ceroboh, metode penumpukan yang salah, dan algoritme FOC terbaik di dunia tidak akan menyelamatkan Anda.
Motor sendi untuk robot humanoid - jenis penggerak aktuator putar bahu yang diberi nilai puncak 40-100 Nm, atau sendi lutut yang mendorong 100+ Nm - hampir selalu berupa PMSM tanpa bingkai atau desain BLDC dengan jumlah kutub yang banyak. Tidak ada rumah. Tidak ada bantalannya sendiri. Tumpukan stator ditekan langsung ke dalam rumah sambungan struktural robot. Setiap kesalahan dimensi pada tumpukan menjadi kesalahan konsentrisitas pada motor. Yang menjadi sumber riak torsi.
Simulasi tidak mengetahui bahwa lasan Anda menyingkat laminasi.
Kami telah melihat pelanggan datang dengan hasil FEA yang indah, model mereka menunjukkan cogging <0,3% pada torsi terukur, dan kemudian kehilangan 30-40% dari kinerja yang diprediksi karena tumpukannya tidak cukup rata atau metode pengikatannya menekan baja. Kesenjangan antara simulasi dan kenyataan, pada motor sambungan, hampir selalu merupakan masalah laminasi.
Pemilihan Bahan Laminasi berdasarkan Fungsi Sambungan
Tidak semua sendi pada robot humanoid membutuhkan baja laminasi yang sama. Memperlakukan motor bahu, siku, dan pergelangan tangan secara identik adalah kesalahan umum yang sering terjadi yang menghabiskan uang atau kinerja - biasanya keduanya. Platform humanoid generasi saat ini menjalankan 28-40+ aktuator di seluruh tubuh, dan persyaratan torsi, kecepatan, dan presisi berbeda secara radikal dari satu sendi ke sendi lainnya.
Sendi Bahu dan Pinggul
Ini membawa beban terberat. Persyaratan torsi kontinu mulai dari 40 Nm hingga 200 Nm tergantung pada massa robot. Motor beroperasi pada kecepatan yang relatif rendah tetapi harus mempertahankan kepadatan arus yang tinggi untuk waktu yang lama, sehingga kinerja termal menjadi penting.
Untuk sambungan dengan beban tinggi dan frekuensi sedang ini, kami biasanya merekomendasikan 0,25-0,35 mm baja listrik tanpa orientasi dengan kandungan silikon sekitar 2,5-3,0%. Pada ujung yang tipis (0,25-0,27 mm), standar yang berlaku adalah EN 10303 / IEC 60404-8-8 - spesifikasi frekuensi menengah dengan ukuran tipis - dengan nilai seperti NO25-13 (0,25 mm, ≤ 13 W/kg @ 1,0 T/400 Hz) atau NO27-15 (0,27 mm, ≤ 15 W/kg @ 1,0 T/400 Hz). Untuk opsi 0,35 mm, Anda masuk ke menu EN 10106 / IEC 60404-8-4 standar di mana nilai seperti M270-35A (0,35 mm, ≤ 2,70 W/kg @ 1,5 T/50 Hz) berlaku.
Mengapa pemisahan ketebalan penting: motor 10 kutub-pasangan pada 300 RPM berjalan hanya pada frekuensi dasar ~50 Hz. Pada frekuensi tersebut, perbedaan penalti arus eddy antara 0,25 mm dan 0,35 mm tidak terlalu besar. Di bawah 0,20 mm untuk sambungan bahu jarang dibenarkan - Anda membayar untuk pengukur tipis tanpa menangkap pengurangan kerugian proporsional pada frekuensi listrik yang rendah ini.
Permeabilitas harus tinggi karena desain motor akan mendorong kerapatan fluks hingga 1,6-1,7 T pada gigi pada torsi puncak. Di atas itu dan Anda mulai jenuh, yang mendistorsi bentuk gelombang back-EMF dan menyalurkan riak torsi langsung ke output.
Sendi Siku dan Lutut
Torsi kisaran menengah (10-80 Nm), persyaratan dinamis yang lebih tinggi. Sambungan ini berakselerasi dengan cepat dan sering berubah arah. Prioritas laminasi bergeser dari ketahanan termal mentah ke arah kehilangan histeresis rendah dan permeabilitas tinggi pada tingkat induksi sedang (Rentang operasi 1,0-1,4 T).
Kami mendapatkan hasil yang bagus dengan nilai 0,20 mm - khususnya NO20-12 per EN 10303 (≤ 12 W/kg @ 1,0 T/400 Hz). Wawasan utama dari data produksi kami: ketika Anda mendapatkan permeabilitas yang tepat pada kisaran fluks operasi yang sebenarnya (bukan puncaknya), linearitas back-EMF meningkat secara terukur. Hal itu langsung berujung pada kontrol arus yang lebih bersih. Loop servo mendapatkan torsi yang lebih halus untuk digunakan.
Aktuator Pergelangan Tangan dan Jari
Stator kecil. Gigi yang bagus. Slot yang sangat rapat. Persyaratan torsi tidak terlalu besar (1-20 Nm) tetapi tuntutan presisi sangat tinggi - ini adalah tugas manipulasi yang ditangani oleh sambungan, seperti tangan cekatan 22-DOF pada platform generasi saat ini, di mana kesalahan posisi 0,1° sangat berarti.
Di sini kami mendorong ke dalam 0,10-0,15 mm nilai NOES ultra-tipis (NO10 atau NO15 per EN 10303) atau, untuk program kelas atas tertentu, paduan nikel-besi dalam keluarga Ni 40-50%.
Opsi Ni-Fe memberikan permeabilitas yang fenomenal ($\mur$ > 50.000 pada medan rendah) dan hampir nol cogging pada kepadatan fluks rendah yang dioperasikan oleh motor-motor kecil ini. Pengorbanannya: biaya material yang jauh lebih tinggi, $B yang lebih rendah{sat}$ (≈ 1,5 T untuk grade 48-50% Ni), dan persyaratan anil yang bergantung pada komposisi paduan tertentu:
Nilai 40-42% Ni (tipe ekspansi terkontrol yang disesuaikan untuk penggunaan magnetis): anil pada 850-1000 ° C dalam atmosfer pelindung (N₂, amonia terdisosiasi, atau H₂ kering). Ini adalah opsi yang lebih memaafkan.
Nilai Ni 49% dengan permeabilitas tinggi (dioptimalkan untuk maksimum $\mu$ dan koersivitas minimum): memerlukan 1100-1200 ° C dalam hidrogen kering (titik embun di bawah -40°C), dengan pendinginan tungku terkontrol pada ~60-100°C/jam. Lewati ini dan permeabilitas dapat turun 50-80% dari kondisi anil penuh.
Pada motor pergelangan tangan yang memiliki berat total 80 gram, biaya premium pada baja dapat diabaikan dibandingkan dengan BOM robot secara keseluruhan. Namun, anil bukanlah hal yang sepele - pilihlah grade yang sesuai dengan performa magnetik yang benar-benar Anda butuhkan, bukan opsi yang paling eksotis yang tersedia.
Patut diperhatikan: Laminasi Ni-Fe sensitif terhadap tekanan injakan. Kami lebih suka memotongnya dengan laser dan menindaklanjutinya dengan siklus anil yang sesuai. Stempel cetakan progresif Ni-Fe dimungkinkan - dan untuk ketebalan 0,15-0,20 mm, beberapa program menjalankannya dengan sukses - tetapi perkakas harus dioptimalkan untuk kelembutan dan keuletan material, dan anil pasca-cap menjadi lebih penting untuk memulihkan properti yang hilang akibat pekerjaan dingin.
Perbandingan Bahan Laminasi untuk Motor Sambungan Humanoid
Parameter
Standar NOES 0,35 mm (EN 10106)
NOES tipis 0,20-0,27 mm (EN 10303)
NOES ultra-tipis 0,10-0,15 mm (EN 10303)
Paduan Co-Fe 0,10-0,20 mm
Ni-Fe 40-50% Ni, 0,10-0,20 mm
B_sat
1.7-2.0 T
1.7-2.0 T
1.7-2.0 T
2.3-2.4 T
1.4-1.6 T
Kehilangan Inti @ 1,0 T / 400 Hz
18-22 W/kg
12-15 W/kg (0,25 mm); ≤ 12 W/kg (0,20 mm)
≤ 13 W/kg (0,15 mm); ≤ 13 W/kg (0,10 mm)
Sebanding dengan NOES tipis pada ukuran yang sama
Sangat rendah (<5 W/kg tipikal pada fluks operasi)
Permeabilitas pada 1,0 T
Bagus.
Bagus-tinggi
Bagus-tinggi
Tinggi
Sangat tinggi
Potensi Torsi Cogging
Standar
Ditingkatkan
Peningkatan lebih lanjut
Ditingkatkan
Terbaik
Kesulitan Stamping
Mudah; mati progresif pada 200-600 SPM
Sedang; kontrol duri sangat penting
Keras; rasio duri terhadap ketebalan menantang
Keras; peka terhadap takik, rentan retak
Keras; peka terhadap tekanan, bahan lembut
Anil Pasca-Cap
SRA opsional @ 750°C N₂
Direkomendasikan
Direkomendasikan
Wajib - vakum atau H₂
Wajib - suhu/suasana tergantung pada kelas (lihat teks di atas)
Biaya Material Relatif
1×
1.5-2×
2-3×
10-20×
3-8×
Aplikasi Bersama yang Khas
Bahu, pinggul (di mana operasi frekuensi rendah membuat 0,35 mm memadai)
Bahu, pinggul, siku, lutut (rentang kerja untuk sebagian besar sendi)
Pergelangan tangan, jari, end-effector presisi
Sambungan kaki yang kritis terhadap beban pada platform gaya berjalan bipedal
Aktuator pergelangan tangan, jari, dan ultra-presisi
Perakitan Tumpukan
Mengunci atau mengelas
Pengikatan atau interlock
Ikatan (disarankan)
Ikatan (wajib bebas stres)
Ikatan atau penjepit (tanpa las)
Nilai kehilangan inti mewakili nilai maksimum yang dijamin sesuai dengan EN 10303: 2015 dan EN 10106: 2015 jika berlaku, atau rentang yang diverifikasi dari pengujian Epstein koil yang masuk untuk nilai non-standar.
Untuk memperjelas tumpang tindih pada 0,20 mm: pengukur ini berada tepat di batas. Untuk sambungan di mana frekuensi listrik fundamental tetap di bawah ~100 Hz (sebagian besar aplikasi bahu/pinggul), 0,25 mm atau bahkan 0,35 mm menangkap sebagian besar pengurangan kerugian dan lebih mudah untuk dicap. Untuk sambungan siku/lutut dengan persyaratan dinamis yang lebih tinggi dan frekuensi mencapai 200-400 Hz, 0,20 mm adalah titik yang tepat. Kami menetapkan standar 0,20 mm saat tim desain motor belum mengunci pengukur, karena ini memberikan margin terluas di seluruh rentang kondisi pengoperasian yang khas pada sambungan humanoid.
Perakitan Laminasi: Mengapa Pengikatan Mengalahkan Pengelasan untuk Torsi Cogging
Cara Anda menyatukan laminasi bukan hanya keputusan struktural. Ini adalah keputusan elektromagnetik. Di sinilah kita melihat sebagian besar “kinerja bebas” yang ditinggalkan oleh tim yang mendapatkan baja dengan benar tetapi gagal dalam penumpukannya.
Pengelasan
Pengelasan laser atau TIG di sepanjang diameter luar tumpukan menciptakan korsleting lokal di antara laminasi yang berdekatan. Zona yang terpengaruh panas menurunkan lapisan insulasi dan meningkatkan konduktivitas interlaminar. Dalam pengujian kami pada tumpukan NOES 0,20 mm (kelas NO20-12), pengelasan laser empat jahitan menambahkan sekitar 8-12% pada kehilangan inti yang terukur dibandingkan dengan tumpukan yang sama yang diikat dengan perekat.
Kehilangan ekstra tersebut tidak terdistribusi secara merata. Ini terkonsentrasi di dekat garis las. Tergantung pada penempatan las relatif terhadap posisi slot, hal ini menciptakan pemanasan asimetris dan memperkenalkan konten harmonik tambahan ke dalam distribusi fluks. Kami telah mengukurnya pada FFT dari bentuk gelombang cogging - komponen harmonik ke-6 dan ke-12 meningkat secara nyata pada tumpukan yang dilas dibandingkan yang terikat.
Untuk motor industri, tidak ada yang peduli. Untuk motor sambungan di mana spesifikasi menyebutkan cogging <0,5% torsi terukur, itu bisa menjadi perbedaan antara lulus dan gagal.
Saling mengunci
Lebih baik daripada pengelasan dari sudut pandang elektromagnetik - tidak ada kerusakan akibat panas. Tetapi lesung pipit interlock menciptakan deformasi lokal pada baja. Setiap lesung pipit adalah titik peningkatan tegangan sisa, yang meningkatkan kehilangan histeresis lokal.
Pada stator berdiameter kecil (apa pun di bawah ~ 60 mm OD, yang mencakup sebagian besar sendi pergelangan tangan dan siku), sering kali tidak ada cukup besi belakang untuk menempatkan interlock tanpa mempengaruhi sirkuit magnetik. Kami telah melihat kasus-kasus di mana penempatan interlock di wilayah kuk stator 40 mm menyebabkan asimetri kerapatan fluks yang terukur di celah udara.
Ikatan Perekat (Direkomendasikan)
Pernis yang mengikat sendiri (backlack) - diklasifikasikan sebagai Tipe C-3 per EN 10342 / IEC 60404-1-1 / ASTM A976 standar pelapisan isolasi - atau aplikasi perekat pasca-cap menghasilkan tumpukan dengan:
Tidak ada korsleting interlaminar
Tidak ada titik tegangan sisa
Tidak ada gangguan sirkuit magnetik
Frekuensi alami 75%+ lebih tinggi dari tumpukan yang saling bertautan dengan geometri yang sama
Peredam getaran yang tidak dapat ditandingi oleh tumpukan yang dilas/terkait
Ketebalan lapisan perekat kami: 2-5 μm per antarmuka. Hal ini menjaga faktor penumpukan di atas 97%. Lapisan perekat yang lebih tebal memakan fraksi baja aktif dan dapat mengurangi kepadatan torsi sebesar 2-3%.
Tumpukan berikat juga bekerja lebih tenang. Perekat di antara lapisan meredam dengungan frekuensi tinggi yang disalurkan oleh tumpukan yang dilas atau saling bertautan ke dalam struktur robot. Pada robot kolaboratif yang bekerja di dekat manusia, dengungan yang terdengar dari inti motor adalah masalah UX yang nyata. Ikatan dapat mengatasinya.
Geometri Gigi dan Desain Slot / Tiang: Di mana Presisi Stamping Diuji
Desain belitan terkonsentrasi slot pecahan dengan jumlah kutub yang tinggi (16+ kutub) adalah standar untuk motor torsi bersama. Pasangan umum seperti 12-slot/10-kutub atau 24-slot/22-kutub secara inheren menekan harmonisa cogging orde rendah. Tetapi laminasi masih harus menjalankan geometri sesuai spesifikasi.
Beberapa hal yang kami temukan lebih penting daripada yang disarankan oleh buku teks:
Talang ujung gigi. Kami secara rutin menambahkan talang 0,2-0,4 mm ke ujung gigi pada laminasi stator untuk motor robotika. Dalam FEA, hal ini mengurangi cogging sebesar 15-25% pada desain tiang tinggi pada umumnya. Tetapi peningkatan hanya terwujud jika talang konsisten di semua gigi hingga dalam ± 0,03 mm. Talang yang tidak konsisten sebenarnya dapat meningkat cogging karena mereka memperkenalkan asimetri geometris yang tidak dimaksudkan untuk ditangani oleh desain slot pecahan.
Kontrol ketinggian duri. Pada laminasi 0,20 mm, spesifikasi produksi kami adalah tinggi duri ≤ 10 μm. Setiap mikron duri adalah titik kontak interlaminar potensial yang menurunkan insulasi dan menciptakan jalur arus pusar. Pada material yang lebih tipis (0,10-0,15 mm), rasio duri-ke-ketebalan menjadi agresif dengan cepat.
Untuk pengukur di bawah 0,15 mm, kami biasanya beralih ke pemotongan laser serat - terutama karena ini memberi kami kontrol duri yang lebih ketat dan menghilangkan keausan cetakan sebagai variabel. Die stamping progresif NOES 0,10 mm dapat dilakukan (material dapat menangani operasi celah, geser, dan pukulan pada suhu kamar), tetapi mempertahankan ketinggian duri yang konsisten di bawah 10 μm di seluruh proses produksi penuh memerlukan jadwal perawatan die yang agresif yang menurut sebagian besar program tidak praktis. Jarak tempuh Anda akan bervariasi tergantung pada volume dan kompleksitas geometri.
Lebar bukaan slot. Bukaan yang sempit mengurangi cogging tetapi membuat belitan lebih keras dan memerangkap panas. Titik manis untuk motor sambungan dalam kisaran OD stator 40-80 mm: biasanya 1,5-2,5 mm. Perkakas laminasi harus menahan dimensi ini hingga ± 0,02 mm di setiap slot, atau penekanan harmonik dari desain slot fraksional akan ditiadakan sebagian.
Miring: Kapan dan Berapa Banyak
Tumpukan laminasi miring mengurangi torsi cogging dengan menyebarkan interaksi magnetik pada rentang sudut yang lebih besar. Ini bekerja. Tapi itu tidak gratis.
Kemiringan satu slot pitch yang terus menerus secara virtual menghilangkan komponen cogging yang mendasar. Hal ini juga mengurangi torsi rata-rata sebesar 1-3% dan memperumit belitan.
Untuk motor sambungan tiang tinggi dengan desain slot pecahan, sebagian besar program meminta setengah slot atau kemiringan parsial - cukup untuk merobohkan sisa cogging tanpa mengorbankan torsi yang berarti. Kami menerapkan ini sebagai kemiringan bertingkat menggunakan 2-4 sub-tumpukan yang diputar relatif satu sama lain.
Kemampuan standar kami: Kemiringan 2 langkah atau 3 langkah dengan akurasi sudut ±0,3° per langkah. Untuk spesifikasi yang lebih ketat: Konfigurasi 4 langkah pada ±0,15° - memerlukan pemasangan khusus dan menambah biaya.
Satu interaksi yang jarang dibahas: metode kemiringan dan penumpukan. Tumpukan las dengan kemiringan berundak mengembangkan konsentrasi tegangan pada setiap antarmuka langkah las. Tumpukan berikat menangani sedikit offset sudut dengan bersih karena perekat mengakomodasinya tanpa titik kontak yang keras.
Material Amorf dan Nanokristalin: Mengapa Tidak (Belum)
Kami kadang-kadang ditanya tentang pita logam amorf untuk motor sambungan. Angka kehilangan inti sangat spektakuler - dengan ketebalan ~ 0,025 mm, kehilangan turun 70-90% dibandingkan NOES pada kondisi yang sebanding. Masalah-masalah praktis yang signifikan: - - - - - - - - - - - - - - - - - Faktor penumpukan turun ke 80-85%. Anda kehilangan bahan magnetik aktif karena pita setebal ~25 μm dengan lapisan/udara yang lebih banyak secara proporsional per satuan tinggi. - Kerapuhan. Stamping geometri stator yang kompleks dengan gigi halus adalah batas yang tidak mungkin dilakukan pada skala produksi. Pemotongan laser dapat dilakukan, tetapi zona yang terpengaruh panas mengkristalkan sebagian material, sehingga menurunkan kualitasnya. - B_sat ≈ 1,56 T - dapat diterapkan tetapi lebih rendah dari NOES. Anda membutuhkan inti yang lebih besar untuk torsi yang sama, sebagian meniadakan keuntungan kerugian. Untuk inti transformator dan topologi fluks aksial tertentu dengan bentuk lilitan sederhana, amorf masuk akal. Untuk motor torsi tanpa bingkai fluks radial-flux yang mendominasi aplikasi sambungan humanoid, itu tidak praktis saat ini. NOES pengukur tipis dengan penumpukan berikat mendapatkan 80% manfaat teoretis pada 20% kesulitan proses.
Proses Produksi Kami untuk Tumpukan Motor Bersama Humanoid
Inspeksi material yang masuk - Kumparan baja listrik diverifikasi melalui rangka Epstein terhadap sertifikat pabrik. Kami menguji sampel dari setiap kumparan sebelum memasuki masa produksi. Kehilangan inti pada 1,0 T/400 Hz dan polarisasi magnetik pada 2500 A/m adalah nilai gerbang.
Menggorok - Celah koil ke lebar strip yang tepat untuk stator atau rotor OD. Kami menangani pengukur dari 0,10 mm hingga 0,50 mm.
Stamping atau pemotongan laser - Untuk pengukur ≥ 0,15 mm dan volume di atas ~5.000 tumpukan, cetakan progresif berkecepatan tinggi hingga 400 SPM (spesifikasi duri: ≤ 10 μm pada 0,20 mm). Untuk material yang lebih tipis, prototipe, atau fitur halus (lebar gigi <2 mm): pemotongan laser serat. Wire EDM tersedia untuk pekerjaan prototipe yang sangat presisi.
Anil - Anil pelepas stres pada suhu 750°C dalam atmosfer N₂ untuk NOES. Untuk paduan Ni-Fe: atmosfer dan suhu yang disesuaikan dengan tingkat tertentu - 850-1000 ° C dalam gas pelindung untuk tipe 40-42% Ni; 1100-1200 ° C dalam H₂ kering (titik embun ≤ -40 ° C) untuk tipe 49% Ni dengan permeabilitas tinggi. Anil vakum tersedia untuk Co-Fe.
Penumpukan dan pengikatan - Pernis yang dapat merekat sendiri (kelas C-3 per EN 10342) atau aplikasi perekat pasca-cap. Pengeringan panas dan tekanan dalam perlengkapan yang terkontrol. Konsentrisitas diverifikasi dengan pengukuran laser hingga ±0,01 mm.
Pemeriksaan akhir - CMM dimensi, pengukuran tinggi duri, resistensi isolasi antar laminasi. Untuk pesanan dengan spesifikasi tinggi: verifikasi kehilangan inti yang merusak sampel pada tumpukan yang sudah jadi.
Perakitan miring - Jika ditentukan, sub-tumpukan dirakit dengan offset sudut sesuai jadwal kemiringan desain motor.
Waktu tunggu prototipe: 7-15 hari kerja. Produksi: 6-8 minggu.
PERTANYAAN YANG SERING DIAJUKAN
Mengapa Ni-Fe kehilangan permeabilitas tanpa anil pasca-cap?
Stamping memperkenalkan deformasi plastis pada tepi potongan dan di sekitar fitur yang terbentuk. Dalam paduan Ni-Fe, bahkan pekerjaan dingin sedang meningkatkan koersivitas dan dapat menurunkan permeabilitas sebesar 50-80% relatif terhadap keadaan anil penuh. Anil merekristalisasi struktur butiran, menghilangkan dislokasi, dan mengembalikan kondisi koersivitas rendah, permeabilitas tinggi yang dirancang untuk paduan tersebut. Suhu dan atmosfer yang tepat bergantung pada grade: paduan 42% Ni pulih dengan baik pada 850-1000 ° C dalam atmosfer pelindung standar, sedangkan grade 49% Ni dengan permeabilitas tinggi membutuhkan 1100 ° C + dalam hidrogen kering dengan pendinginan terkontrol untuk mencapai permeabilitas pengenalnya. Hemat anil dan Anda akan mendapatkan baja mahal yang berkinerja seperti NOES murah.
Bagaimana frekuensi listrik pada motor sambungan dibandingkan dengan motor traksi EV, dan mengapa hal itu penting untuk ketebalan laminasi?
Motor sambungan humanoid tipikal mungkin memiliki 10 pasangan kutub yang berjalan pada 0-500 RPM. Itu adalah 0-83 Hz fundamental. Bahkan pada puncak dinamis 1.500 RPM, Anda mencapai ~250 Hz. Bandingkan dengan motor traksi EV pada 15.000 RPM dengan 4 pasangan kutub: 1.000 Hz fundamental. Frekuensi yang lebih rendah pada motor sambungan berarti penalti arus eddy dari laminasi yang lebih tebal secara proporsional lebih kecil. Beralih dari 0,35 mm ke 0,20 mm pada motor sambungan dapat menghemat 15-20% pada kehilangan inti. Beralih dari 0,20 mm ke 0,10 mm dapat menghemat 8-10% lagi - tetapi kesulitan stamping dan kenaikan biaya sangat besar. Sesuaikan pengukur dengan frekuensi yang sebenarnya, bukan dengan hal tertipis yang tersedia.
Apakah sudut chamfer pada ujung gigi lebih mempengaruhi cogging daripada ukuran chamfer?
Menurut pengalaman kami, konsistensi lebih penting daripada dimensi talang yang tepat. Talang 0,3 mm yang seragam pada ± 0,03 mm di semua gigi mengungguli talang 0,5 mm dengan variasi ± 0,08 mm. Variasi ini memperkenalkan keengganan asimetris yang menciptakan harmonisa cogging yang tidak dirancang untuk dibatalkan oleh topologi slot pecahan. Kami memiliki toleransi talang yang lebih ketat daripada kebanyakan pemasok yang menetapkannya.
Dapatkah kemiringan menghilangkan kebutuhan akan desain geometri gigi yang cermat?
Tidak. Kemiringan menekan komponen cogging fundamental secara efektif, tetapi harmonik orde tinggi (ke-6, ke-12, ke-18) yang berasal dari asimetri geometris - gerinda, bukaan slot yang tidak konsisten, interlock yang tidak sejajar - hanya dilemahkan sebagian oleh kemiringan. Anda masih membutuhkan toleransi laminasi yang ketat. Kemiringan adalah ukuran tambahan, bukan pengganti stamping yang presisi.
Apa pendekatan yang tepat untuk menentukan tumpukan laminasi untuk desain motor bersama robot humanoid baru?
Mulailah dari peta kerapatan fluks model FEA Anda dan rentang frekuensi pengoperasian. Tentukan kehilangan inti yang diijinkan dalam W/kg pada titik operasi yang representatif (misalnya 1,0 T/400 Hz per kondisi pengujian EN 10303, atau pada frekuensi apa pun yang sesuai dengan siklus kerja motor Anda). Tentukan metode perakitan tumpukan bersama dengan material - ini adalah keputusan yang digabungkan. Jika Anda membawa kami ke dalam lingkaran desain sebelum membekukan bahan, ketebalan, dan metode perakitan tumpukan, kami biasanya dapat mengidentifikasi peluang pengurangan biaya 10-15% tanpa mengorbankan kinerja elektromagnetik. Setelah desain dibekukan, kami menjadi vendor yang menjalankan spesifikasi yang terkunci. Sebelum membeku, kami adalah mitra teknik.
Jika Anda sedang mengembangkan motor bersama untuk program robot humanoid dan membutuhkan tumpukan laminasi yang benar-benar mencapai spesifikasi cogging dan riak yang dijanjikan FEA Anda, hubungi tim teknisi kami. Kami akan meninjau desain motor Anda, merekomendasikan pendekatan material dan penumpukan, dan mengutip prototipe hingga volume produksi.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.