Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
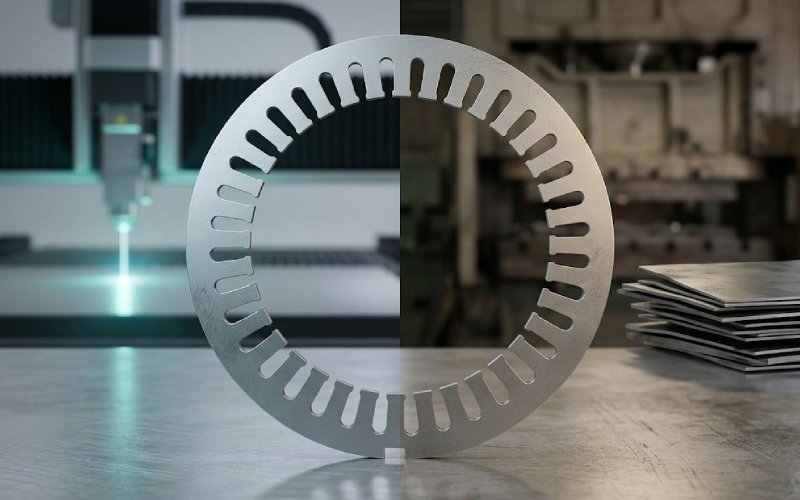
Pemotongan Laser vs Laminasi Motor Stamping: Panduan Keputusan Prototipe ke Produksi
Jika geometri masih bergerak, laminasi motor dengan potongan laser biasanya merupakan jawaban yang tepat. Jika geometri dibekukan dan volume nyata, laminasi yang dicap biasanya menang. Bagian itu mudah. Bagian yang menyebabkan masalah adalah bagian tengah. CAD yang sama. Mutu baja yang sama pada hasil cetakan. Perilaku inti yang berbeda setelah pemotongan, penumpukan, penggabungan, dan pelepasan ke produksi. Rute laser biasanya menghilangkan perkakas keras dan mempersingkat waktu bagian pertama; stamping menambah investasi cetakan dan waktu penyiapan, kemudian membayarnya kembali dengan hasil dan biaya bagian yang lebih rendah setelah volume mengendap.
Di sinilah keputusan yang buruk dimulai. Tim membandingkan harga komponen terlalu dini. Atau mereka memvalidasi laminasi motor prototipe dengan laser, kemudian menganggap laminasi produksi yang dicap akan berperilaku seperti salinan yang lebih murah. Sering kali tidak. Pemotongan mengubah material di dekat tepi. Gerinda mengubah perilaku interlaminar. Penggabungan dapat merusak lapisan atau menambah tekanan. Tumpukan, bukan lembaran datar, adalah tempat mesin bekerja. Ulasan manufaktur terus mendarat di titik yang sama: pemotongan, penggabungan, anil pelepas stres, dan langkah-langkah pemasangan semuanya mengubah kinerja magnet akhir.
Daftar Isi
Hal-hal yang penting dalam keputusan prototipe hingga produksi
Perubahan desain pada laminasi motor prototipe
Pemotongan laser membeli kebebasan. Tidak ada cetakan. Tidak ada putaran koreksi cetakan. Tidak perlu menunggu perkakas setiap kali pembukaan slot, lebar gigi, ketebalan jembatan, atau perubahan geometri ventilasi hingga sepersepuluh. Ini adalah proses digital, sehingga biaya pembelajaran sebagian besar tetap berada di pemrograman, material, dan waktu mesin. Hal ini membuat laminasi potong laser sangat cocok untuk pembuatan prototipe, penyaringan desain, dan proses jangka pendek.
Stamping berbeda. Setelah cetakannya tepat, kecepatan produksi sulit dikalahkan. Sebelum cetakannya tepat, ia dapat menahan seluruh program. Perkakas menambah biaya di muka, dan produksi awal dapat ditunda selama berminggu-minggu sementara cetakan direkayasa dan dibuat. Itu tidak membuat stamping menjadi salah. Itu hanya berarti stamping adalah tempat yang buruk untuk melakukan pembelajaran awal Anda.
Kerusakan mutakhir dan hilangnya inti magnet
Pemotongan tidak bersifat netral. Pemotongan mekanis menimbulkan deformasi plastis dan tegangan sisa di dekat tepi. Pemotongan laser dapat menambah zona yang terpengaruh panas dan kerusakan magnetik lokal. Dalam kedua kasus tersebut, material di sebelah potongan tidak lagi berperilaku seperti data lembar nominal dalam katalog. Penelitian yang dipublikasikan tentang baja listrik menunjukkan bahwa kerusakan akibat pemotongan dapat mengurangi permeabilitas dan meningkatkan kerugian di dekat tepi, dengan tingkat keparahan tergantung pada material, ketebalan, rute pemotongan, dan pengaturan proses.
Bagian yang janggal adalah lebarnya yang rusak. Ini bukan satu angka yang tetap. Survei literatur menunjukkan penyebaran yang luas, dan itu penting karena gigi yang sempit dan geometri slot yang padat memperkuat masalah. Beberapa laporan mengenai material yang dipotong dengan laser telah mengukur degradasi magnetik yang memanjang sejauh sekitar 18 mm dari tepi potong dalam kondisi tertentu. Pekerjaan terpisah pada tepi yang dicukur telah menunjukkan zona yang terkena dampak yang jauh lebih kecil, sekitar 1 hingga 1,4 mm, sekali lagi dalam kondisi tertentu. Topik yang sama. Angka yang sangat berbeda. Jadi, klaim sederhana bahwa satu metode selalu baik atau selalu buruk adalah tipis. Geometri sangat menentukan hal ini.
Itulah mengapa perimeter lebih penting daripada jumlah bagian. Laminasi dengan jembatan sempit, gigi tipis, dan slotting yang padat dapat membawa lebih banyak penalti yang canggih daripada profil yang lebih besar dan lebih sederhana yang terbuat dari baja yang sama. Para insinyur mengetahui hal ini dalam praktiknya. Pembeli terkadang tidak. Baris kutipan mengatakan “bahan yang sama.” Tes motor mengatakan sesuatu yang lain.
Pembentukan duri dan risiko korsleting interlaminar
Duri bukan hanya masalah deburring. Dalam tumpukan laminasi, Duri dapat menjadi jalur konduksi antara lembaran yang berdekatan. Setelah itu terjadi, kehilangan arus eddy interlaminar lokal meningkat, dan pemanasan lokal dapat meningkat. Studi tentang laminasi baja listrik telah memperlakukan hubung singkat interlaminar yang disebabkan oleh duri sebagai mekanisme kerugian yang nyata, bukan cacat kosmetik.
Ini juga alasan mengapa pemeriksaan yang masuk dapat menyesatkan orang. Satu lembar mungkin terlihat dapat diterima. Tumpukan yang dibuat dari banyak lembar dengan kontak duri berulang adalah objek yang berbeda. Tambahkan tekanan, penyambungan, penanganan kerusakan, atau gangguan pelapisan, dan masalahnya akan berkembang secara diam-diam. Jadi, apabila Anda membandingkan laminasi potong laser dengan laminasi yang dicap, ajukan pertanyaan tentang tumpukan, bukan pertanyaan tentang lembaran: apa yang terjadi setelah kompresi, penyambungan, dan pemasangan?
Laminasi motor yang dipotong dengan laser vs laminasi motor yang dicap
Faktor keputusan
Laminasi dengan potongan laser
Laminasi yang dicap
Apa yang harus divalidasi sebelum dirilis
Perubahan desain
Paling baik ketika geometri masih bergerak
Paling baik apabila geometri dibekukan
Jumlah perubahan CAD yang diharapkan
Perkakas
Tidak ada perkakas keras
Membutuhkan investasi mati
Volume impas dan umur alat
Pengaturan waktu bagian pertama
Cepat
Lebih lambat saat memulai program
Menjadwalkan risiko untuk prototipe atau peluncuran
Biaya satuan pada volume rendah
Biasanya dapat diterima
Biasanya buruk setelah perkakas disertakan
Jumlah prototipe dan jumlah iterasi
Biaya satuan pada volume tinggi
Biasanya lebih tinggi
Biasanya lebih rendah
Stabilitas perkiraan
Risiko kondisi tepi
Sensitif terhadap pengaturan laser dan kepadatan fitur
Sensitif terhadap pembersihan dan keausan cetakan
Kehilangan inti pada sampel tujuan produksi
Risiko duri
Masih bisa ada, tergantung pada kualitas potongan dan pembersihan
Tumbuh dengan masalah keausan dan jarak bebas
Pemeriksaan insulasi tumpukan dan korsleting
Hasil produksi
Terbatas
Tinggi
Persyaratan takt yang sebenarnya
Paling cocok
Belajar dengan cepat
Mengulang dengan cepat
Korelasi antara prototipe dan rute peluncuran
Tabel ini adalah versi bersih. Versi sebenarnya lebih kasar. Laser biasanya merupakan cara yang berisiko lebih rendah untuk belajar. Stamping biasanya merupakan cara yang lebih murah untuk mengulang. Masalah dimulai ketika sebuah program mencoba menggunakan satu proses untuk menjawab pertanyaan-pertanyaan yang dimiliki oleh proses lainnya.
Ketika laminasi motor yang dipotong dengan laser masuk akal
Pemotongan laser adalah pilihan yang tepat ketika laminasi motor prototipe Anda masih berubah, ketika Anda membutuhkan beberapa varian geometri dengan cepat, atau ketika tumpukan digunakan untuk menjawab pertanyaan desain daripada pertanyaan produksi. Itu termasuk penyetelan slot, perubahan lebar gigi, pemeriksaan lebar jembatan, eksperimen kemiringan, dan pekerjaan perbandingan elektromagnetik awal. Laser juga merupakan rute praktis untuk batch kecil dan menengah di mana perkakas tidak menghasilkan hasil yang bersih.
Tetapi laser tidak boleh diperlakukan sebagai prototipe netral yang berdiri sendiri untuk setiap rute produksi selanjutnya. Jika bagian produksi akan dicap, prototipe yang dipotong dengan laser membuktikan geometri lebih cepat daripada membuktikan perilaku produksi. Berguna, ya. Lengkap, tidak. Desain perimeter-ke-area yang tinggi membuat celah ini lebih lebar. Pengukur yang tipis juga bisa membuatnya lebih lebar.
Ketika laminasi motor yang dicap masuk akal
Stamping menjadi pilihan yang lebih baik ketika desain cukup stabil untuk bertahan dari penguncian perkakas dan volumenya cukup tinggi untuk memulihkan biaya cetakan. Pada saat itu, keputusan tidak lagi hanya tentang fleksibilitas dan menjadi lebih banyak tentang hasil, pengulangan, dan harga satuan. Di situlah laminasi yang dicap mendapatkan tempatnya.
Masih belum ada jalan bebas hambatan. Kualitas stamping tergantung pada kondisi cetakan, jarak bebas cetakan, keausan, dan kontrol duri. Seiring bertambahnya usia cetakan, kualitas tepi berubah. Itu bisa muncul kemudian sebagai masalah pelapisan, masalah isolasi tumpukan, atau penyimpangan kerugian. Jadi pertanyaan produksi yang tepat bukanlah “Dapatkah stamping membuat bentuk ini?” Melainkan “Dapatkah stamping terus membuat bentuk ini setelah waktu berjalan yang sebenarnya?” Pertanyaan yang berbeda. Pertanyaan yang lebih baik.
Rumus itu adalah dasar. Kesalahannya adalah menggunakannya sendiri. Titik impas yang sebenarnya bergerak jika hasil berubah, jika pembersihan duri menjadi proses kedua, jika penggabungan tumpukan berubah, atau jika inti yang dicap tidak lagi berkorelasi dengan prototipe laser.
Bagaimana penggabungan tumpukan mengubah kinerja laminasi
Banyak kesalahan seleksi yang terjadi karena tim berhenti di pemotongan. Tumpukan masih perlu diperbaiki bersama. Pengikatan, penguncian, dan pengelasan tidak menghasilkan hasil magnetik yang sama. Ulasan tentang penyambungan baja listrik laminasi menunjukkan adanya pertukaran yang biasa terjadi: metode penyambungan harus memiliki integritas mekanis, tetapi juga dapat merusak lapisan insulasi, memodifikasi struktur mikro, menimbulkan tegangan sisa, atau menciptakan jalur konduktif di antara laminasi.
Itu berarti, perbandingan yang sesungguhnya sering kali bukanlah laser versus stamping. Ini adalah satu rute penuh versus rute lainnya:
potongan laser + tumpukan berikat
potongan laser + tumpukan yang dilas
dicap + tumpukan yang saling bertautan
dicap + tumpukan terikat
Rute-rute ini tidak setara. Metode pemotongan yang terlihat bagus secara terpisah dapat kehilangan keuntungannya setelah langkah penyambungan diperbaiki. Interlocking, misalnya, berguna secara mekanis, tetapi penelitian yang dipublikasikan telah mengaitkannya dengan peningkatan kehilangan besi dalam beberapa kasus. Pengelasan dapat menahan kemasan dengan baik, tetapi juga dapat merusak sifat magnetik jika zona yang terpengaruh dan kerusakan lapisan tidak dikontrol.
Anil pelepas stres dapat memulihkan sebagian kerusakan magnetik yang disebabkan oleh pemotongan, terutama setelah pemrosesan mekanis. Itu nyata. Ini telah diamati dalam pengukuran yang dipublikasikan. Hal ini juga mudah disalahgunakan sebagai alasan perencanaan. Pemulihan tergantung pada material, kerusakan sebelumnya, profil suhu, atmosfer, dan apa yang terjadi sebelum dan sesudah anil. Jadi anil harus divalidasi sebagai bagian dari rute, tidak diperlakukan sebagai tombol pembersihan untuk proses hulu yang lemah.
Aturan keputusan yang bekerja dalam praktiknya
Gunakan laminasi potong laser apabila Anda masih mempelajari desain.
Gunakan laminasi yang dicap setelah Anda selesai mempelajari desain dan siap mengoptimalkan pabrik.
Gunakan pembuatan korelasi sebelum peluncuran alat jika rute prototipe dan rute peluncuran berbeda.
Dan jangan memvalidasi hanya lembaran yang longgar. Validasi tumpukan laminasi setelah dipotong, setelah disambung, dan dalam kondisi yang benar-benar akan masuk ke motor. Di situlah argumen berakhir. Atau mulai lagi.
PERTANYAAN YANG SERING DIAJUKAN
Apakah laminasi motor potong laser cukup baik untuk produksi?
Kadang-kadang, ya, terutama untuk batch kecil atau menengah dan program campuran tinggi. Tetapi laminasi potong laser tidak boleh diasumsikan cocok dengan perilaku produksi yang dicap dalam setiap desain, karena respons kerusakan dan kehilangan yang canggih bergantung pada geometri, bahan, dan pengaturan proses.
Apakah laminasi yang dicap selalu lebih baik untuk volume tinggi?
Biasanya, ya. Stamping cenderung menang setelah perkakas dibenarkan dan geometri stabil. Yang perlu diperhatikan adalah keausan die, kontrol jarak bebas, dan pertumbuhan duri dapat menggeser kualitas dari waktu ke waktu, jadi volume saja tidak boleh menjadi satu-satunya gerbang.
Apa risiko tersembunyi terbesar dalam pembuatan tumpukan laminasi?
Risiko korslet interlaminar. Gerinda, lapisan yang rusak, dan beberapa jalur penyambungan dapat menciptakan jalur konduktif di antara lembaran, yang meningkatkan kehilangan arus pusar lokal dan panas. Bagian yang rata mungkin masih lolos inspeksi. Tumpukan masih bisa gagal secara diam-diam.
Apakah kerusakan yang canggih hanya penting untuk fitur yang sangat kecil?
Fitur kecil biasanya memperburuknya, tetapi desain apa pun dengan kerapatan tepi yang tinggi dapat merasakannya. Lebar kerusakan magnetik yang dilaporkan sangat bervariasi di seluruh penelitian, dan itulah sebabnya mengapa aturan yang sempit gagal.
Haruskah laminasi motor prototipe dan laminasi produksi menggunakan proses yang sama?
Tidak selalu. Menggunakan laser untuk pekerjaan prototipe awal dan stamping untuk peluncuran bisa jadi masuk akal. Langkah yang hilang adalah korelasi. Jika prosesnya berubah, uji lagi pada tumpukan untuk tujuan produksi sebelum dirilis.
Dapatkah anil memperbaiki segalanya setelah pemotongan?
Tidak. Ini dapat membantu. Tidak dapat menghapus semua konsekuensi dari pemotongan yang buruk, penggabungan yang buruk, atau kerusakan tumpukan di kemudian hari dalam rute.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.