Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
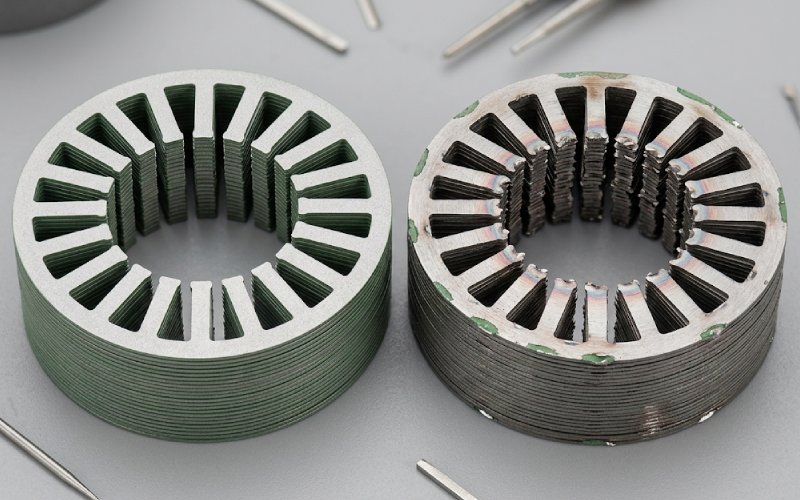
Kontrol Duri Laminasi Motor: Mencegah Kerusakan dan Kehilangan Besi Ekstra pada Tumpukan Laminasi
Kontrol duri laminasi motor bukan sekadar kontrol ketinggian duri.
Dalam tumpukan laminasi, kegagalan terkait duri dimulai ketika cacat yang terpotong menjadi jalur listrik dalam kondisi perakitan yang sebenarnya. Ketinggian duri itu penting, ya. Begitu pula kerusakan lapisan, arah duri, tekanan tumpukan, metode penyambungan, dan apakah laminasi yang berdekatan dapat membentuk loop konduktif tertutup. Jika loop terbentuk, arus sirkulasi lokal meningkat. Kehilangan zat besi juga meningkat. Panas mengikuti.
Jadi pertanyaan yang berguna bukanlah “Apakah duri terlalu tinggi?” Ini adalah “Dapatkah tumpukan ini membentuk jalur konduktif interlaminar setelah dikompresi dan disambungkan?”
Daftar Isi
Jawaban singkatnya
Jika Anda membutuhkan versi cepat, gunakan ini:
Duri dengan sendirinya bukanlah kesalahan secara keseluruhan.
Kehilangan besi ekstra biasanya muncul ketika gerinda, insulasi yang rusak, dan penahan tumpukan bergabung menjadi jalur konduktif.
Tekanan tumpukan dan metode penyambungan sering kali menentukan apakah tepi marjinal tetap tidak berbahaya atau berubah menjadi short yang nyata.
Tinggi duri rata-rata adalah metrik kontrol mandiri yang lemah.
Pemeriksaan produksi pertama yang harus dilakukan adalah ketahanan interlaminar terkompresi, orientasi duri, tren keausan pahat, dan perubahan penyambungan yang baru saja terjadi.
Apa yang menyebabkan interlaminar short pada tumpukan laminasi?
Korslet interlaminar terjadi ketika lembaran yang berdekatan berhenti berperilaku seperti laminasi terisolasi dan mulai berperilaku, bahkan secara lokal, seperti benda konduktif yang lebih tebal.
Biasanya rantainya terlihat seperti ini:
Pemotongan menyisakan duri dan zona tepi yang rusak.
Lapisan insulasi di dekat tepi melemah, hancur, atau rusak.
Tumpukan laminasi dikompresi, dilas, diikat, saling mengunci, atau ditahan.
Titik-titik kontak berkembang di antara lembaran-lembaran yang bersebelahan.
Sebuah jalur konduktif tertutup terbentuk.
Kerugian arus eddy lokal meningkat.
Titik panas atau drift kehilangan tanpa beban yang tidak dapat dijelaskan akan muncul kemudian.
Urutan tersebut penting karena banyak tim yang hanya memeriksa langkah pertama.
Mereka mengukur tinggi duri. Menyetujui bagian tersebut. Pindah.
Kemudian tumpukan dibuat, dikompresi lebih keras, ditahan secara berbeda, mungkin dibalik dengan cara yang tidak terlacak oleh siapa pun, dan kondisi kelistrikan yang sesungguhnya berubah.
Jadi, tidak, kontrol duri bukanlah masalah lembaran yang longgar. Ini adalah masalah tumpukan akhir.
Mengapa gerinda meningkatkan kehilangan zat besi
Dua mekanisme biasanya saling tumpang tindih.
1. Penghubung konduktif antara laminasi
Ini adalah hal yang sudah jelas. Ketika gerinda atau tepi yang rusak menciptakan kontak logam-ke-logam di antara lembaran, arus yang bersirkulasi dapat mengalir melintasi laminasi. Setelah itu terjadi, tumpukan berperilaku kurang seperti inti yang dilaminasi dan lebih seperti bagian yang korslet sebagian. Kehilangan besi lokal meningkat terlebih dahulu. Kerugian massal dapat meningkat kemudian. Terkadang hotspot muncul sebelum angka kehilangan terlihat dramatis.
2. Kerusakan magnetik pada tepi potong
Bahkan, tanpa short interlaminar penuh, tepi yang dipotong tidak netral secara magnetis. Proses pelubangan meninggalkan zona tegang di dekat tepi. Pengerasan, tegangan sisa, dan gangguan mikrostruktural mengubah perilaku magnetik lokal. Jadi, tumpukan dapat mengalami kerugian ekstra akibat kerusakan tepi bahkan sebelum loop konduktif tertutup sepenuhnya berkembang.
Inilah sebabnya mengapa dua bagian dengan tinggi duri yang sama dapat berperilaku berbeda dalam pengujian.
Duri nominal yang sama. Kondisi tepi yang berbeda. Kelangsungan hidup lapisan yang berbeda. Tekanan perakitan yang berbeda. Hasil yang berbeda.
Apa yang lebih penting daripada tinggi duri saja
Arah duri
Arah duri bukan merupakan catatan tambahan. Hal ini memengaruhi permukaan mana yang menempel pada permukaan yang mana setelah penumpukan. Jika duri aktif berulang kali menghadap ke permukaan yang paling rentan dilapisi, risiko kontak akan meningkat dengan cepat di bawah kompresi.
Jika orientasi laminasi tercampur pada garis, atau jika lembaran dibalik tanpa kontrol, hasil listrik dapat berubah, bahkan ketika duri yang diukur tidak.
Tekanan tumpukan
Duri yang terlihat kecil dalam pemeriksaan lembaran lepas, bisa menjadi jembatan yang nyata setelah dikompresi. Di sinilah banyak kualitas yang lolos dimulai. Resistensi pada gaya penjepit rendah hanya menceritakan sebagian dari cerita. Kekuatan penjepit produksi menceritakan bagian yang penting.
Kondisi pelapisan
Duri kecil pada insulasi yang masih utuh adalah salah satu kasus. Gerinda yang sama pada lapisan yang hancur atau terkikis adalah kasus lainnya. Dalam praktiknya, ketahanan isolasi di dekat tepi potong sering kali lebih penting daripada nomor duri yang tercetak pada laporan.
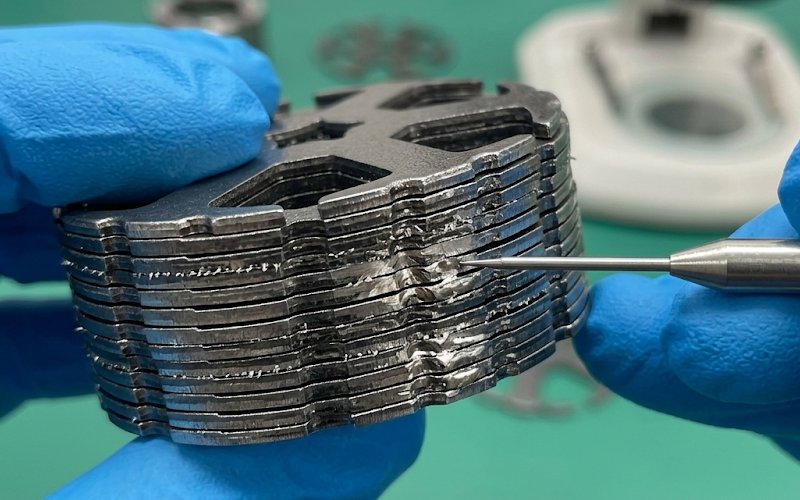
Metode penggabungan
Pengikatan, pengelasan, penguncian, penguncian, penjepitan. Tak satu pun dari metode ini yang netral secara elektrik. Beberapa metode mempertahankan insulasi dengan lebih baik di seluruh tumpukan. Metode lainnya memperkenalkan koneksi konduktif lokal, konsentrasi tegangan, atau kerusakan akibat panas. Proses yang stabil secara mekanis mungkin masih memperburuk kinerja magnetik.
Tren keausan alat
Alat-alat baru dapat membuat hampir semua rencana kontrol terlihat bagus. Pengujian yang sesungguhnya dimulai kemudian. Pertumbuhan duri, robeknya tepi, dan kerusakan lapisan cenderung melayang seiring dengan keausan. Jika Anda hanya menyetujui sampel artikel pertama, Anda tidak mengendalikan risiko duri. Anda sedang mengambil sampel optimisme.
Berapa tinggi duri yang terlalu tinggi?
Tidak ada satu nomor pun yang dapat digunakan di semua tumpukan laminasi.
Ambang batas kritis tergantung pada ketebalan lembaran, sistem insulasi, bentuk duri, tekanan tumpukan, geometri bagian, dan metode penyambungan. Duri yang terisolasi lebih tinggi dapat menyebabkan lebih sedikit masalah daripada area kontak yang lebih rendah tetapi lebih luas yang rata di bawah kompresi. Inilah sebabnya mengapa tinggi duri rata-rata sering gagal sebagai kriteria pelepasan utama.
Logika kontrol yang lebih baik terlihat seperti ini:
Gunakan ketinggian duri sebagai metrik peringatan dini.
Jangan gunakan ketinggian duri sebagai satu-satunya metrik risiko listrik.
Konfirmasikan risiko pada kompresi tumpukan yang sebenarnya.
Lacak duri berdasarkan sisi dan orientasi, bukan hanya sebagai satu rata-rata gabungan.
Tingkatkan ketika resistansi interlaminar turun atau muncul pemanasan lokal.
Itu lebih banyak pekerjaan daripada batas duri tunggal. Ini juga lebih dekat dengan apa yang dilihat oleh tumpukan.
Jarak bebas dari lubang dan risiko duri
Punch-die clearance harus diperlakukan sebagai jendela proses, bukan sebagai permainan dengan nilai minimum.
Jarak bebas yang terlalu besar cenderung meningkatkan deformasi plastis, tingkat keparahan patahan, dan pembentukan duri. Jarak bebas yang terlalu sedikit juga dapat menimbulkan masalah tegangan tepi. Hasil terbaik biasanya adalah jendela yang menyeimbangkan geseran yang bersih, pembentukan duri yang dapat diatur, dan kerusakan tepi yang terbatas untuk bahan dan ketebalan tertentu yang digunakan.
Jadi pertanyaan yang salah adalah:
“Apa jarak bebas terbaik secara universal?”
Pertanyaan yang lebih baik adalah:
“Jendela jarak bebas apa yang memberikan morfologi tepi yang dapat diterima, ketahanan lapisan yang stabil, dan risiko kelistrikan yang rendah setelah kompresi untuk kelas baja ini, ketebalan ini, dan kondisi alat ini?”
Kata-kata itu kurang nyaman. Ini adalah salah satu yang berhasil.
Pemeriksaan produksi yang penting terlebih dahulu
Ketika kehilangan tanpa beban meningkat, atau ketika tumpukan mulai menunjukkan perilaku hotspot yang tidak dapat dijelaskan, periksa dengan urutan ini.
1. Periksa penyimpangan keausan alat
Jangan memulai dengan teori-teori tentang desain motor kecuali jika bukti proses menunjukkan ke arah sana. Pertama-tama, periksa apakah kondisi punch, interval regrind, kualitas tepi, atau tren burr berubah.
2. Periksa sisi duri dan orientasi laminasi
Konfirmasikan bagaimana lembaran sebenarnya ditumpuk. Bukan bagaimana lembar proses mengatakan bahwa mereka harus ditumpuk. Orientasi campuran dapat mengubah perilaku kontak secara diam-diam.
3. Periksa ketahanan interlaminar terkompresi
Uji di bawah gaya tumpukan yang representatif. Pemeriksaan kelistrikan secara lepas memang berguna, tetapi tidak cukup.
4. Periksa kerusakan lapisan di dekat tepi
Carilah insulasi yang hancur, tergores, atau terpengaruh secara termal di dekat tepi yang terpotong dan lokasi penyambungan.
5. Memeriksa perubahan bergabung baru-baru ini
Pergeseran parameter pengelasan, perubahan pola penahan, atau penyesuaian interlock dapat mengubah tepi yang sebelumnya dapat diterima menjadi tepi yang berisiko rendah.
6. Periksa pemanasan lokal, tidak hanya kehilangan total
Angka kehilangan massal dapat menyembunyikan masalah lokal. Tumpukan dengan perkembangan hotspot yang lebih awal mungkin memberitahukan yang sebenarnya lebih cepat daripada angka kehilangan rata-rata.
Urutan tersebut menghemat waktu karena mengikuti bagaimana kesalahan duri biasanya masuk ke dalam tumpukan: tepi, insulasi, kompresi, pengekangan, lalu panas.
Tabel kontrol praktis untuk risiko duri pada tumpukan laminasi
Gunakan sebagai sinyal peringatan, bukan logika pelepasan akhir
Duri di samping
Permukaan kawin mana yang lebih berbahaya
Campuran orientasi selama penumpukan
Lacak sisi punch dan sisi die secara terpisah
Hitungan masa pakai alat
Pergeseran terkait keausan di seluruh produksi
Konsekuensi listrik yang sebenarnya
Pasangkan dengan pemeriksaan tepi dan pemeriksaan resistensi
Morfologi tepi
Zona geser, kualitas rekahan, robekan, bentuk duri
Perilaku kelistrikan tumpukan akhir
Gunakan untuk memvalidasi jendela izin dan mengatur ulang waktu
Resistensi lembaran longgar
Kondisi isolasi dasar
Perilaku kontak terkompresi yang nyata
Jangan pernah gunakan sebagai satu-satunya layar listrik
Resistensi interlaminar terkompresi
Risiko pendek aktual di bawah beban
Tingkat keparahan termal lokal dari waktu ke waktu
Alat skrining terbaik sebelum pertunjukan kehilangan kinerja penuh
Bergabung dengan audit proses
Risiko yang disebabkan oleh pengekangan dan kerusakan lapisan
Sesar lokal acak yang jauh dari sambungan
Tinjau setiap kali tren kerugian berubah setelah perakitan
Hasil kehilangan tanpa beban
Gejala tingkat sistem
Lokasi penyebab utama
Gunakan sebagai konfirmasi, bukan diagnosis pertama
Penyaringan hotspot termal
Visibilitas patahan yang terlokalisasi
Sumber kontak geometris yang tepat
Berguna ketika penyimpangan kerugian tidak konsisten atau terlambat
Cara memeriksa risiko duri dalam produksi tanpa membuang waktu
Rencana inspeksi harus sesuai dengan cara kesalahan berkembang.
Mulailah dari bagian tepi. Kemudian pindah ke tumpukan. Kemudian pindah ke inti yang sudah dirakit.
Pada tahap pemotongan bagian
Periksa:
tinggi duri di samping
tepi robek
konsistensi fraktur
kondisi lapisan di dekat tepi
pergeseran keausan alat berdasarkan batch produksi
Pada tahap tumpukan
Periksa:
kontrol orientasi laminasi
resistensi interlaminar terkompresi
perilaku kontak yang sensitif terhadap tekanan
pola pengekangan dan konsistensi kepadatan tumpukan
Setelah bergabung
Periksa:
kerusakan lapisan lokal
pengaruh las atau interlock di dekat tepi
pergeseran kerugian terhadap baseline sebelum bergabung
ketidakseragaman termal awal
Kesalahan yang umum terjadi adalah melewatkan tahap tengah. Tim memeriksa bagian yang dipotong dan kemudian langsung melompat ke data motor akhir. Hal itu membuat langkah konversi kegagalan yang sebenarnya tidak teramati. Dan langkah tersebut biasanya berupa kompresi plus penyambungan.
Mengapa metode penggabungan dapat mengubah hasil listrik
Tepi laminasi yang sama dapat berperilaku satu arah pada tumpukan berikat dan cara lain pada tumpukan yang dilas atau yang saling bertautan secara mekanis.
Hal itu seharusnya tidak mengejutkan, tetapi sering dianggap mengejutkan.
Bergabung melakukan tiga hal sekaligus:
mengubah distribusi tekanan lokal
mengubah kelangsungan hidup isolasi di dekat titik pengekangan
mengubah apakah laminasi tetap terpisah secara elektrik
Jadi, apabila kehilangan besi terkait duri muncul setelah perubahan penyambungan, kesimpulan yang tepat tidak selalu “duri menjadi lebih buruk.” Kadang-kadang tepi tetap serupa dan kondisi pengekangan berubah.
Stack tidak peduli departemen mana yang menjadi penyebabnya.
Dapatkah anil memperbaiki kerugian terkait duri?
Kadang-kadang membantu. Terkadang hal ini tidak terlalu membantu seperti yang diharapkan orang.
Anil dapat memulihkan sebagian kerusakan magnetik yang disebabkan oleh tekanan pemotongan. Hal ini dapat meningkatkan kehilangan terkait tepi yang berasal dari regangan dan pengerasan. Namun, proses ini tidak secara ajaib menghilangkan jembatan konduktif yang tersisa setelah penumpukan dan penggabungan. Jika masalahnya adalah jalur kontak interlaminar yang sebenarnya, anil bukanlah pengganti untuk memperbaiki kondisi tepi atau kondisi perakitan yang menciptakan jembatan.
Gunakan anil sebagai pemulihan kerusakan jika diperlukan. Jangan menggunakannya sebagai izin untuk menerima kontrol duri yang tidak stabil.
Aturan keputusan yang dibutuhkan sebagian besar tim
Gunakan aturan sederhana ini:
Jika kontrol duri hanya ditentukan oleh geometri, maka tumpukannya tidak terkendali. Jika kontrol duri ditentukan oleh geometri ditambah perilaku listrik di bawah kompresi, maka stack akan lebih mudah dikontrol.
PERTANYAAN YANG SERING DIAJUKAN
Apa penyebab utama dari short yang berhubungan dengan duri pada tumpukan laminasi?
Penyebab utamanya bukanlah ketinggian duri saja. Pemicu sebenarnya adalah kontak konduktif antara laminasi yang berdekatan setelah kompresi atau penyambungan. Gerinda penting karena membantu menciptakan kontak tersebut, terutama ketika lapisan insulasi di dekat tepi rusak.
Apakah duri kecil masih dapat menyebabkan kehilangan zat besi ekstra?
Ya. Duri kecil masih dapat berkontribusi pada kehilangan besi ekstra jika merusak isolasi, meratakan di bawah tekanan, atau berpartisipasi dalam jalur konduktif tertutup. Duri yang terlihat lebih besar tidak selalu lebih berbahaya.
Apa yang harus diukur pertama kali dalam produksi?
Mulailah dengan tren keausan pahat, duri di samping, orientasi laminasi, dan resistensi interlaminar yang dikompresi. Jika semua hal tersebut melenceng, hasil end-of-line loss biasanya merupakan gejala yang terlambat, bukan merupakan sinyal pertama yang berguna.
Apakah tinggi duri rata-rata merupakan kriteria pelepasan yang baik?
Ini berguna sebagai metrik tren, tetapi lemah sebagai kriteria pelepasan mandiri. Ini tidak memberi tahu Anda apakah tumpukan laminasi akhir akan membentuk jalur konduktif di bawah tekanan perakitan yang sebenarnya.
Tekanan tumpukan dapat mengubah cacat tepi marjinal menjadi jembatan listrik yang nyata. Tumpukan yang terlihat dapat diterima dalam pemeriksaan lembaran lepas mungkin gagal setelah kekuatan kompresi membuat tepi yang rusak bersentuhan.
Apakah metode penyambungan mempengaruhi kehilangan besi terkait duri?
Ya. Metode penyambungan dapat mengubah distribusi tekanan, ketahanan isolasi, dan kontak listrik di antara laminasi. Itu berarti tepi potong yang sama dapat berperilaku berbeda setelah pengikatan, pengelasan, saling mengunci, atau penjepitan.
Dapatkah kehilangan tanpa beban meningkat tanpa masalah duri yang jelas?
Ya. Kehilangan tanpa beban ekstra dapat berasal dari kerusakan magnetik yang canggih, kerusakan isolasi lokal, atau kontak yang disebabkan oleh pengekangan, bahkan ketika ketinggian duri saja tidak terlihat ekstrem. Itulah mengapa morfologi tepi dan pemeriksaan listrik terkompresi penting.
Kapan pengujian resistansi interlaminar terkompresi harus digunakan?
Gunakan alat ini setiap kali tren burr meningkat, keausan pahat bergeser, kondisi penyambungan berubah, atau kehilangan tanpa beban mulai bergerak tanpa penjelasan desain yang jelas. Ini adalah salah satu tes yang paling berguna untuk memisahkan variasi tepi yang tidak berbahaya dari risiko pendek tingkat tumpukan yang sebenarnya.
Kesimpulan akhir
Kontrol duri laminasi motor harus didefinisikan sebagai pencegahan jalur pendek pada tumpukan laminasi yang sudah jadi, tidak sesederhana kontrol ketinggian duri pada setiap lembar.
Pergeseran itu mengubah segalanya.
Ini mengubah apa yang Anda periksa. Hal ini mengubah apa yang menjadi tren Anda. Ini berubah apabila Anda menghentikan saluran. Ini mengubah bagian mana yang “dapat diterima” yang sebenarnya tidak dapat diterima.
Dan setelah itu menjadi standar, kehilangan zat besi ekstra tidak lagi terlihat acak.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.