Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Tumpukan Laminasi Motor Stepper Kustom: Mengapa Terlihat Berlapis dan Bagaimana Kami Memproduksinya
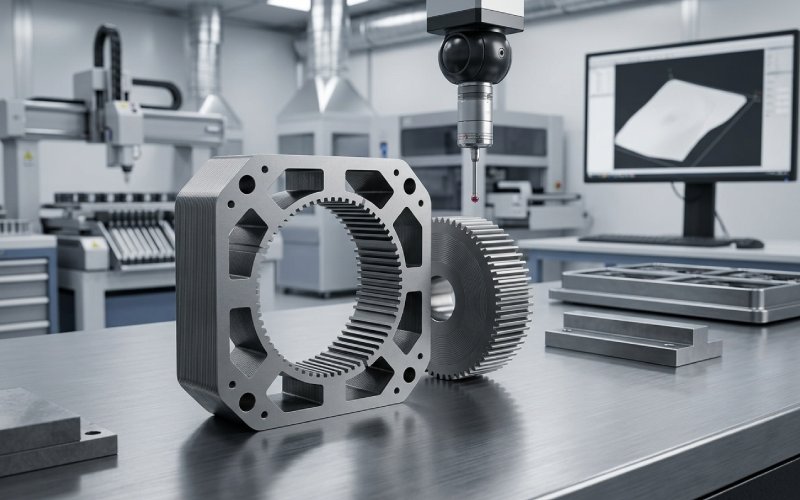
Jika Anda mencari laminasi motor stepper, tampilan “berlapis” bukanlah bagian yang menarik. Pertanyaan yang berguna adalah apa yang dilakukan lapisan-lapisan tersebut terhadap kehilangan, konsistensi torsi, akurasi tumpukan, dan pengulangan produksi. Pada motor stepper hibrida, rotor itu sendiri dibuat di sekitar dua bagian rotor bergigi dengan magnet aksial di antara keduanya, dan bagian bergigi tersebut diimbangi secara mekanis dengan setengah pitch gigi. Jadi, tampilan berlapis bukanlah satu detail. Ini adalah paket keputusan magnetik dan manufaktur yang harus bertahan dalam produksi nyata, bukan hanya CAD.
Kami memproduksi tumpukan laminasi motor stepper khusus untuk pembeli yang sudah mengetahui dasar-dasarnya dan menginginkan lebih sedikit kejutan antara prototipe dan produksi volume. Di situlah sebagian besar masalah dimulai. Bukan dalam teori. Di ujung potong. Di tumpukan bergabung. Dalam cara gambar mengabaikan apa yang dilakukan pelubangan atau pengelasan pada baja.
Daftar Isi
Mengapa laminasi motor stepper berlapis-lapis
Laminasi motor stepper dibuat dari lembaran baja listrik berinsulasi tipis, bukan inti baja padat karena laminasi mengurangi kehilangan arus interlaminar dan arus pusar. Lapisan insulasi di kedua sisi lembaran membantu memblokir arus antar lapisan, sementara struktur lembaran tipis membatasi arus sirkulasi yang tidak diinginkan yang jika tidak akan menimbulkan panas dan kehilangan ekstra. Untuk inti motor, baja elektrik non-orientasi biasanya digunakan karena lebih sesuai dengan kondisi magnet yang berputar daripada bahan lembaran terarah.
Itu adalah penjelasan standar. Penjelasan sumbernya berbeda.
Inti berlapis juga memberi kita cara untuk mengontrol geometri gigi, profil slot, tinggi tumpukan, dan pengulangan rotor/stator dari satu kelompok ke kelompok lainnya. Pada motor stepper, terutama desain hibrida kecil, penyimpangan geometris yang kecil berubah menjadi kesalahan sudut, penyebaran torsi, kebisingan, atau pemanasan ekstra jauh lebih cepat daripada yang diharapkan banyak pembeli. Semakin kecil mesin, semakin sedikit ruang yang tersedia untuk menyembunyikan kerusakan tepi dari pemotongan.
Bahan baja listrik yang digunakan untuk laminasi motor stepper
Untuk tumpukan laminasi motor stepper khusus, pemilihan bahan biasanya dimulai dengan baja listrik non-orientasi dalam pengukur tipis yang digunakan untuk inti motor. Kisaran ketebalan yang umum direferensikan untuk laminasi motor adalah sekitar 0,2 mm hingga 0,65 mm, tetapi pengukur yang tepat tergantung pada kondisi peralihan, target kehilangan, rute perkakas, stabilitas pembentukan, dan berapa banyak faktor tumpukan yang bersedia Anda tukar dengan kebutuhan insulasi dan perakitan. Lebih tipis tidak secara otomatis lebih baik. Tidak setelah kerusakan pemotongan muncul.
Apa yang kami lihat sebelum merekomendasikan suatu bahan itu sederhana:
frekuensi operasi dan perilaku pengemudi
torsi target dan batas termal
geometri gigi stator dan gigi rotor
metode prototipe versus metode produksi
Rute penggabungan yang disukai setelah penumpukan
Jika keputusan material dibuat terlalu dini, tanpa rute proses, proyek biasanya akan membayarnya di kemudian hari.
Bagaimana kami memproduksi tumpukan laminasi motor stepper khusus
1. 1. Tinjauan DFM sebelum menggunakan alat
Kami tidak mengutip dari geometri garis besar saja. Kami meninjau lebar gigi, area jembatan, rasio slot, tinggi tumpukan, fitur kesesuaian, arah duri, area penyambungan, dan apakah desain akan berpindah dari sampel yang dipotong dengan laser ke pencetakan progresif nantinya. Laminasi yang terlihat mudah dipotong masih bisa menjadi tidak stabil dalam penumpukan, atau melayang setelah metode penyambungan berubah.
Untuk kutipan, kami biasanya meminta:
Item
Mengapa kami memintanya
Apa yang berubah
Gambar 2D / DXF
Menentukan profil gigi, slot, takik, OD/ID
Rute perkakas, kelayakan, metode inspeksi
Tinggi tumpukan
Menentukan jumlah laminasi dan strategi penggabungan
Metode kompresi, toleransi tumpukan, biaya
Volume tahunan
Memisahkan logika prototipe dari logika produksi massal
Pemotongan laser vs. stamping, investasi die
Permintaan material
Menetapkan garis dasar magnetik dan manufaktur
Kerugian, kemampuan meninju, pelapisan, harga
Penggunaan rotor atau stator
Baja yang sama berperilaku berbeda dalam geometri yang berbeda
Sensitivitas duri, prioritas penyelarasan
Preferensi bergabung
Rute yang saling mengunci, pengelasan, pengikatan, atau campuran
Kehilangan magnetik, kekuatan, waktu tunggu
2. Produksi laminasi prototipe
Untuk sampel awal, pemotongan laser sering kali merupakan rute yang cepat. Ini menghindari waktu tunggu dan memungkinkan pembeli memvalidasi kesesuaian, logika perakitan, dan perilaku motorik awal. Tetapi ini tidak sama dengan produksi volume. Pemotongan laser mengubah tepi dengan mekanisme termal; stamping mengubahnya dengan mekanisme mekanis. Itu tidak setara. Jadi, jika sebuah proyek akan beralih ke stamping progresif nanti, kami menandainya sejak hari pertama alih-alih berpura-pura kondisi tepi prototipe akan menceritakan keseluruhan cerita.
Hal ini lebih penting pada laminasi stepper kecil. Zona yang rusak di dekat tepi potong mengambil bagian yang lebih besar dari lebar gigi, yang berarti pergeseran kinerja antara sampel dan produksi dapat muncul lebih awal dari yang diharapkan.
3. Stempel progresif untuk produksi massal
Setelah volume tahunan dan geometri membenarkan perkakas, stamping progresif menjadi rute yang stabil untuk laminasi motor stepper khusus. Ini memberikan hasil yang lebih baik, biaya suku cadang yang lebih rendah pada volume, dan konsistensi yang lebih ketat dari lot ke lot. Tetapi kondisi die sekarang menjadi bagian dari desain motor apakah ada yang menuliskannya atau tidak. Jarak bebas punch, keausan punch, kerataan strip, dan penanganan pelapisan semuanya mengubah inti akhir.
Untuk alasan ini, tinjauan produksi kami berfokus pada tiga hal sebelum dirilis:
kondisi tepi dalam jangka panjang
stabilitas tinggi tumpukan setelah bergabung
apakah asumsi prototipe masih berlaku setelah perkakas
Jika tidak, kami memperbaikinya di sana. Tidak setelah pengiriman.
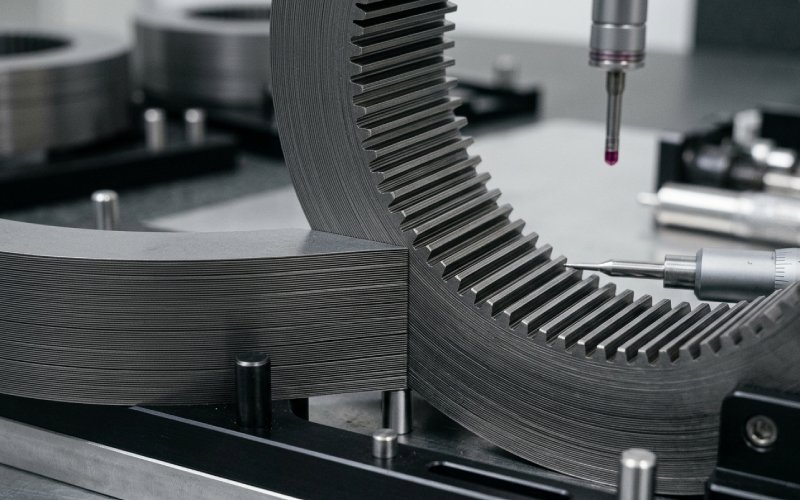
4. Kontrol duri dan kualitas tepi
Ini adalah salah satu tempat pertama kami memisahkan proyek yang serius dari proyek yang murah.
Melubangi baja listrik mengubah sifat magnetik di dekat tepi potong. Ulasan efek manufaktur baja listrik melaporkan bahwa pelubangan dapat mengurangi torsi rata-rata dan meningkatkan kehilangan inti, dan efeknya sangat relevan pada mesin listrik yang lebih kecil di mana zona tepi yang terpengaruh menempati lebih banyak bagian aktif. Gerinda juga menimbulkan masalah praktis: pergeseran ketinggian tumpukan, masalah kesesuaian, dan jalur pendek interlaminar setelah inti dijepit atau dilas.
Kami memperlakukan kontrol duri sebagai masalah magnetik dan sekaligus masalah dimensi. Itu artinya:
melacak pertumbuhan duri dengan keausan pahat
mengendalikan arah duri selama pembuatan tumpukan
memeriksa apakah lapisan tetap efektif setelah pemotongan
memverifikasi bahwa penyambungan tidak mengubah duri kecil menjadi jalur konduktif tertutup
5. Metode penyambungan tumpukan laminasi: pengelasan, interlocking, dan pengikatan
Tumpukan laminasi hanya sebagian dari pekerjaan pemotongan. Sisanya adalah penggabungan.
Rute penyambungan utama untuk laminasi baja listrik adalah penggabungan mekanis, pengelasan fusidan lem atau metode pengikatan. Setiap rute menyelesaikan satu masalah dan menciptakan masalah lain. Pengelasan memberikan kekuatan dan stabilitas penanganan. Saling mengunci secara mekanis efisien untuk produksi. Penyambungan membuat isolasi listrik lebih seragam dan biasanya memperlakukan kinerja magnetik dengan lebih lembut, tetapi menambah kebutuhan material dan kontrol proses. Ulasan tentang tumpukan baja listrik yang disambung mencatat bahwa penyambungan dapat menurunkan sifat magnetik dengan merusak lapisan insulasi, mengubah struktur mikro, menambah tegangan sisa, atau menciptakan jalur konduktif interlaminar. Penyambungan dengan perekat sering kali menunjukkan penurunan yang lebih rendah dalam kehilangan besi dan arus yang menarik daripada pengelasan, tetapi dapat meningkatkan masalah biaya dan suhu layanan tergantung pada desain dan pembebanan.
Berikut ini adalah versi singkat yang biasanya dibutuhkan pembeli:
Metode penggabungan
Keuntungan utama
Risiko utama
Penggunaan yang umum dalam keputusan pengadaan
Saling mengunci
Kecepatan produksi yang baik, tanpa langkah perekat tambahan
Program volume di mana biaya dan hasil kerja menjadi penting
Pengelasan
Integritas mekanis yang tinggi, penanganan yang baik dalam perakitan
Zona yang terpengaruh panas, kerusakan insulasi, tegangan sisa
Tumpukan yang membutuhkan penanganan yang lebih kuat atau pemesinan selanjutnya
Ikatan
Isolasi listrik yang lebih baik di antara laminasi, tumpukan yang lebih tenang
Kontrol perekat, kontrol penyembuhan, biaya tambahan
Proyek yang memprioritaskan kebersihan magnetik dan getaran yang lebih rendah
Rute campuran
Menyeimbangkan kekuatan dan kinerja magnetik
Lebih banyak variabel proses untuk dikelola
Desain yang tidak dapat mengandalkan satu metode saja
Kami tidak memaksakan satu rute penyambungan untuk setiap motor. Kami mencocokkan rute dengan gambar, tinggi tumpukan, fungsi rotor atau stator, dan target produksi pembeli.
Tidak yakin metode penggabungan mana yang sesuai dengan proyek Anda? Kirimkan gambar dan target volume. Kami dapat meninjau kembali tradeoff sebelum perkakas dimulai.
6. Penyelarasan rotor dalam laminasi stepper hibrida
Untuk laminasi rotor motor stepper hibrida, akurasi tumpukan tidak hanya tentang ketinggian. Ini juga tentang registrasi gigi. Struktur rotor hibrida menggunakan dua bagian rotor bergigi dengan magnetisasi aksial dan offset mekanis setengah pitch gigi di antara dua bagian rotor. Offset tersebut merupakan bagian dari perilaku loncatan, bukan detail kosmetik. Ketika penyelarasan tergelincir, motor masih dapat berjalan, tetapi akurasi penghentian, kehalusan torsi, dan konsistensi dari unit ke unit mulai melayang.
Inilah sebabnya mengapa kami memperlakukan tumpukan rotor stepper hibrida secara berbeda dari inti motor biasa. Tumpukan yang dibuat harus melindungi maksud magnetik dan pengindeksan mekanis.
Prototipe vs. produksi massal: di mana pembeli biasanya merasa kecewa
Poin ini layak mendapat bagian tersendiri karena menyebabkan masalah yang berulang.
Prototipe yang dipotong dengan laser bisa menjadi langkah pertama yang tepat. Cepat. Fleksibel. Berguna. Tetapi tidak boleh dijual kepada pembeli sebagai prediksi yang sempurna untuk produksi yang dicap. Meninju menimbulkan ketegangan tepi mekanis. Pemotongan laser memperkenalkan efek tepi termal. Menjepit dan menyambung kemudian menambahkan lapisan perubahan lainnya. Penelitian tentang efek manufaktur baja listrik dan perilaku penyambungan menunjukkan bahwa langkah-langkah ini dapat mengubah permeabilitas, torsi, kehilangan, dan pemanasan yang cukup penting dalam mesin yang sebenarnya.
Aturan kami sederhana: jika proyek akan berkembang, kami berbicara tentang rute peningkatan sementara prototipe masih dibahas.
Apa yang memengaruhi kutipan dan waktu tunggu untuk laminasi motor stepper
Untuk tumpukan laminasi motor stepper khusus, waktu tunggu biasanya tidak terlalu bergantung pada garis besar laminasi daripada yang dipikirkan pembeli. Driver yang lebih besar:
apakah Anda hanya membutuhkan sampel atau produksi massal
apakah proyek tersebut menggunakan pemotongan laser atau stempel progresif
apakah perkakas harus dibuat dari nol
tinggi tumpukan dan metode penggabungan
tingkat pemeriksaan dan alur persetujuan
apakah pengindeksan rotor atau fitur perakitan khusus diperlukan
Jika Anda menginginkan penawaran yang lebih cepat, kirimkan hal-hal berikut ini di awal: gambar, permintaan material, tinggi tumpukan, volume tahunan, jumlah prototipe, dan apakah Anda memerlukan tumpukan rotor, tumpukan stator, atau keduanya.
FAQ: Laminasi Motor Stepper Khusus
Bahan apa yang biasa digunakan untuk laminasi motor stepper?
Laminasi motor biasanya dibuat dari baja listrik tipis yang tidak berorientasi dengan lapisan insulasi di kedua sisinya. Ketebalan dan tingkat yang tepat tergantung pada target kehilangan, rute perkakas, dan desain tumpukan.
Mengapa tidak mengerjakan inti dari satu bagian baja padat?
Karena inti yang solid memungkinkan arus sirkulasi yang lebih besar dan kehilangan yang lebih tinggi. Konstruksi yang dilaminasi mengurangi jalur arus interlaminar dan membantu mengontrol panas dan efisiensi.
Apakah pemotongan laser cukup baik untuk prototipe laminasi motor stepper?
Ya, untuk sampel awal dan validasi geometri. Tetapi, sampel yang dipotong dengan laser tidak boleh secara otomatis diperlakukan sama dengan komponen produksi massal yang dicap, karena kondisi tepiannya dibuat dengan cara yang berbeda.
Metode penyambungan mana yang lebih baik: pengelasan, interlocking, atau bonding?
Tidak ada metode terbaik yang universal. Pengelasan memberi kekuatan. Saling mengunci membantu efisiensi produksi. Pengikatan sering kali melindungi kinerja magnetik dengan lebih baik, tetapi juga menambah kontrol perekat dan pengawetan. Pilihan yang tepat tergantung pada tinggi tumpukan, kebutuhan penanganan, target kehilangan, dan volume produksi.
Mengapa kontrol duri sangat penting dalam laminasi motor stepper kecil?
Karena gerinda tidak hanya mempengaruhi penampilan. Gerinda dapat mengganggu ketinggian tumpukan, mengganggu perakitan, dan membuat jalur pendek di antara laminasi. Pada motor yang lebih kecil, kerusakan akibat gerinda mengambil bagian yang lebih besar dari bagian aktif, sehingga efeknya dapat muncul lebih cepat.
File apa saja yang Anda perlukan untuk mengutip tumpukan laminasi khusus?
Kami merekomendasikan untuk mengirimkan gambar 2D atau DXF, tinggi tumpukan, permintaan material, volume tahunan, jumlah prototipe, dan metode penggabungan yang diinginkan jika sudah ditentukan.
Dapatkah Anda menyediakan laminasi prototipe dan tumpukan laminasi produksi massal?
Ya. Untuk sebagian besar proyek, jalur yang lebih baik adalah meninjau kedua tahap secara bersamaan sehingga rute prototipe tidak melenceng terlalu jauh dari rute produksi.
Minta penawaran untuk tumpukan laminasi motor stepper khusus
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.