Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Jenis laminasi inti transformator: Perbandingan inti EI, UI, step-lap, dan inti lilitan
Artikel ini membahas tentang bagian yang dilewati oleh semua orang: bagaimana tumpukan laminasi yang Anda pilih secara diam-diam menentukan kerugian, kebisingan, dan rasa sakit saat produksi.
Kami akan tetap praktis dan sedikit blak-blakan: EI, UI, step-lap, dan wound core seperti yang muncul pada pesanan pembelian yang sebenarnya.
Daftar Isi
1. Pertama, selaraskan dengan persyaratan
Rekap yang sangat singkat, hanya untuk menyinkronkan kosakata:
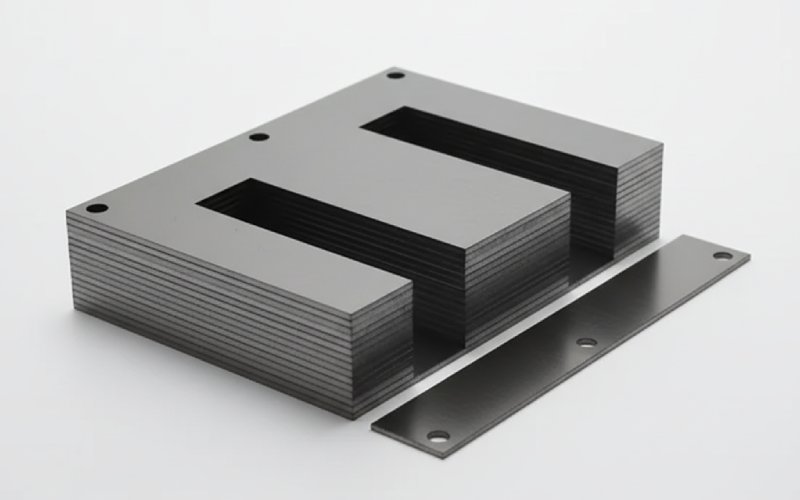
Laminasi EI - Stempel E dan I ditumpuk untuk membentuk core tipe cangkang. Pekerja keras generik dari EI-26 hingga EI-240+ di sebagian besar katalog.
Laminasi UI - Stempel U dan I untuk konstruksi tipe inti, sering digunakan di mana penyisipan koil harus mudah dan akses jendela penting.
Inti step-lap - bukan bentuk baru, tetapi strategi bersamaSambungan kuk dipotong dan tumpang tindih dalam beberapa “langkah” kecil, bukannya satu pantat lurus besar atau putaran sederhana.
Inti luka - strip baja listrik yang dibelah dan digulung menjadi cincin tertutup, lalu terkadang dipotong/dibuka untuk dirakit. Termasuk konstruksi luka 3D 3 fase dan varian dengan baja amorf atau nanokristalin.
Semua hal lain dalam artikel ini mengasumsikan Anda nyaman dengan kerapatan fluks, magnetostriksi, dan pemisahan rugi-rugi. Jadi, kita akan langsung membahas pertukaran.
2. Tumpukan laminasi EI - standar yang terus memenangkan tender
Sebagian besar desainer memulai dari EI bukan karena itu “terbaik”, tetapi karena ekosistem di sekitar EI sudah matang:
Seri ukuran standar dari sekitar EI-26 hingga EI-240 atau lebih tersedia di seluruh dunia, dengan ketebalan 0,23-0,35 mm (CRGO) dan 0,35-0,50 mm (CRNGO).
Perkakas murah, garis stamping ada di mana-mana, pemasok kumparan hafal jendela.
Bengkel reparasi tahu cara membongkar dan menyatukannya kembali tanpa berpikir panjang.
Apa yang biasanya diberikan oleh tumpukan EI kepada Anda
Daya ungkit biaya - stamping sederhana, penumpukan sederhana. Beberapa produsen secara eksplisit menyoroti core EI sebagai konstruksi yang lebih hemat biaya dibandingkan dengan konstruksi yang lebih kompleks.
Fleksibilitas - satu ukuran laminasi dapat melayani beberapa peringkat dengan menyetel tinggi tumpukan dan isi jendela.
Performa yang wajar - dengan CRGO, kontrol duri, dan faktor penumpukan yang layak, inti EI akan memenuhi sebagian besar spesifikasi trafo distribusi dan kontrol tanpa drama.
Saat EI mulai terlihat lelah
Wilayah sendi sering kali pangkuan pantat atau pangkuan sederhana, sehingga fluks lokal berdesakan, rugi-rugi tanpa beban yang lebih tinggi, dan dengungan yang lebih terdengar dibandingkan dengan inti multi-langkah atau inti luka yang baik.
Untuk peringkat yang lebih tinggi, penampang persegi panjang dan celah sambungan dapat mempersulit untuk memeras setiap watt yang hilang.
Jika Anda mengambil dari beberapa pabrik laminasi:
Tentukan tinggi duri dan mengukurnya; gerinda yang tinggi merusak faktor penumpukan dan dapat meningkatkan kerugian lokal.
Mengunci jenis dan ketahanan lapisan; pencampuran T2/T4 atau sistem insulasi yang berbeda dalam satu inti dapat mengubah perilaku antar-laminar.
Jangan hanya mengandalkan label “M3/M4/M5”; tanyakan dijamin W/kg pada pengujian B dan frekuensi Anda, bukan hanya nomor katalog.
EI masih menjadi pilihan default ketika spreadsheet KPI Anda dipimpin oleh harga pembelian, efisiensi yang wajar, dan sumber lokal yang mudah.
3. Tumpukan laminasi UI - ketika mekanik, kepadatan daya, atau perakitan mendorong desain
Inti UI biasanya muncul di proyek-proyek di mana toko lilitan mengatakan:
“Kami ingin menggulung kumparan secara terpisah, kemudian memasangnya.”
Itulah cerita UI dalam satu kalimat.
Mengapa orang pindah dari EI ke UI
Penyisipan koil yang lebih mudah - tata letak tipe inti, jendela tengah yang besar. Baik untuk catu daya ringkas, UPS, tukang las, dan beberapa transformator khusus.
Jejak yang ringkas - untuk peringkat yang sama, rakitan UI dapat memberikan kepadatan daya yang lebih baik dan dukungan mekanis yang lebih mudah.
Penjepitan yang tidak terlalu rumit - kuk dan tungkai lebih sederhana untuk dijepit dan diikat.
Tetapi Anda membayarnya dengan mata uang lain
Untuk desain tipe cangkang dengan kontrol kebocoran yang ketat, EI sering kali masih berperilaku lebih dapat diprediksi.
Lokasi sambungan dan jalur fluks berbeda; jika Anda menukar EI ke UI tanpa mengoptimalkan kembali bagian jendela dan anggota tubuh, Anda bisa mendapatkan titik panas yang mengejutkan.
Dari sudut pandang tumpukan laminasi, UI hanyalah satu set stempel lain, tetapi seluruh tata letak mekanis Anda berubah. Pengadaan perlu memikirkan pencocokan seri UI (UI-30... UI-100, dll.) dengan perkakas belitan yang direncanakan.
Jika sebagian besar produksi Anda masih EI, membalik satu rangkaian produk ke UI dapat meningkatkan kompleksitas: perkakas tambahan, unit penyimpanan stok tambahan, jig QA yang terpisah. Terkadang sepadan; terkadang tidak.
4. Step-lap core - ketika metode sambungan mulai lebih penting daripada bentuk
Step-lap bukanlah sebuah bentuk; ini adalah sebuah metode penumpukan untuk sambungan.
Alih-alih satu transisi mendadak di mana anggota badan bertemu dengan kuk, Anda memiliki beberapa tumpang tindih pendek yang diatur seperti tangga. Setiap laminasi digeser sedikit; fluks melihat jalur yang lebih mulus.
Studi dan data pemasok konsisten dalam beberapa hal:
Sambungan step-lap berkurang kehilangan tanpa beban dibandingkan dengan sambungan mitered atau butt-lap sederhana pada baja yang sama, karena fluks puncak lokal pada sambungan lebih rendah.
Mereka juga memotong getaran yang digerakkan oleh magnetostriksi dan dengungan yang dapat didengar, yang membantu dengan batas kebisingan di instalasi perkotaan.
Pola multi-langkah (3-5 langkah) biasanya melacak lebih baik daripada versi dua langkah “non step-lap” yang digunakan beberapa desain lama.
Namun ada satu hal yang menarik: pada fluks inti yang sama, arus tanpa beban dan spektrum harmoniknya dapat berperilaku berbeda. Satu pengujian komparatif menunjukkan arus tanpa beban RMS yang lebih rendah untuk butt-lap daripada step-lap dalam kasus tertentu, sementara profil harmonik sebenarnya lebih buruk untuk step-lap.
Jadi, step-lap bukanlah sihir. Ini mengubah di mana dan bagaimana Anda membayar.
Dampak biaya dan proses
Pemotongan lebih kompleks: toleransi panjang yang ketat dan posisi takik yang cermat diperlukan.
Pekerja yang menumpuk membutuhkan pelatihan atau jig; urutan yang salah akan menghancurkan penghalusan fluks yang diharapkan.
Pengoptimalan scrap lebih sulit untuk gulungan baja.
Dari penawaran pemasok laminasi, Anda biasanya akan melihat kuk pangkuan langkah sebagai item baris yang jelas dengan harga per kg yang lebih tinggi daripada kuk yang dipotong lurus.
Di mana itu masuk akal:
Trafo distribusi menengah dan besar, terutama di mana aturan efisiensi energi memberikan nilai moneter untuk setiap watt kehilangan inti yang dihemat.
Proyek dengan spesifikasi kebisingan yang ketat.
Di bawah sekitar puluhan kVA dan dengan jam operasi tahunan yang singkat, premi step-lap sering kali tidak terbayar; untuk peralatan utilitas 24/7 biasanya terbayar, dan dengan cepat.
5. Inti luka - jalur kontinu, ekonomi yang berbeda
Inti luka dibuat dengan melilitkan strip baja listrik secara spiral (CRGO, amorf, atau kristal nano) ke dalam loop tertutup, kemudian memotong, menganil, dan terkadang menyambung kembali. Geometri dapat berbentuk persegi panjang, oval, atau segitiga 3D untuk unit 3 fase.
Mengapa produsen berinvestasi dalam peralatan inti luka:
Jalur magnetik kontinu - tidak ada sambungan pantat, tidak ada celah yang bertumpuk. Itu berarti puncak fluks lokal yang lebih rendah dan sering kali kehilangan inti yang lebih rendah dibandingkan dengan core bertumpuk yang setara.
Untuk peringkat tertentu, Anda dapat mencapai volume yang lebih kecil dan berat yang lebih rendah, terutama dengan CRGO bermutu tinggi atau baja amorf.
Perilaku kebisingan yang baik; tidak adanya sambungan konvensional mengurangi sumber getaran.
Teknologi ini telah didorong lebih jauh dengan Inti luka 3D untuk transformator 3-fase, memberikan sirkuit magnetik yang lebih seimbang dan masih menurunkan rugi-rugi tanpa beban dan arus lonjakan.
Apa yang menghambat beberapa pabrik:
Anda perlu jalur belitan dan anil khusus, yang berarti belanja modal dan pengetahuan khusus.
Perbaikan dan penggulungan ulang tidak semudah membongkar tumpukan EI.
Bentuk jendela kurang bisa dimaafkan; desain harus menghormati apa yang dapat dilakukan oleh mesin penggulung secara fisik.
Dalam praktiknya, inti luka mendominasi:
Banyak trafo distribusi yang terendam oli di mana utilitas membeli dengan biaya kepemilikan total.
Beberapa trafo arus dan trafo pengukur membutuhkan arus magnetisasi rendah dan akurasi tinggi.
Jika Anda sudah menjalankan bisnis stamping laminasi, beralih ke wound core hampir merupakan permainan industri yang berbeda.
6. EI vs UI vs step-lap vs luka: perbandingan cepat
Berikut ini adalah tampilan ringkas untuk pengambilan keputusan B2B. Perlakukan rentang sebagai hal yang umum, bukan mutlak.
Aspek
Tumpukan laminasi EI
Tumpukan laminasi UI
Inti bertumpuk satu lapis
Inti luka
Jalur magnetik
Tipe cangkang, sambungan di kuk atas/bawah
Tipe inti, jendela tunggal yang lebih sederhana
Geometri yang sama dengan EI/UI, tetapi sambungan dibagi menjadi beberapa langkah
Pada dasarnya jalur kontinu, sambungan diminimalkan atau dipindahkan
Baja & ketebalan yang khas
CRGO M2-M5, 0,23-0,35 mm umum
Mirip dengan EI, sering kali nilai yang sama
Biasanya CRGO bermutu tinggi untuk membenarkan pekerjaan ekstra
CRGO, amorf, atau kristal nano; 0,18-0,30 mm tipikal untuk pekerjaan listrik
Kehilangan inti vs EI sederhana
Baseline
Serupa, tergantung pada detail sambungan
Biasanya lebih rendah pada B dan frekuensi yang sama, terutama pada sambungan
Sering kali terendah untuk peringkat yang sama, terutama dengan baja amorf
Perilaku kebisingan
Dapat diterima jika dijepit dengan baik; sambungan adalah sumber utama
Mirip dengan EI
Rata-rata lebih baik; transisi fluks yang lebih halus mengurangi dengung
Biasanya sangat senyap; jalur kontinu dan tingkat magnetostriksi rendah membantu
Kompleksitas manufaktur
Terendah: stamping dan penumpukan sederhana
Mekanika yang sedikit lebih rumit, cap yang serupa
Lebih tinggi: urutan pemotongan dan penumpukan yang presisi
Tertinggi: penggulungan inti, anil khusus, pemotongan, perkakas khusus
Belanja modal yang dibutuhkan di pabrik
Stamping press, geser, anil
Sama seperti perlengkapan EI plus
Sama seperti EI ditambah sistem pemotongan/penumpukan yang lebih baik
Mesin penggulung, tungku anil besar, jalur penanganan inti
Di mana ia biasanya bersinar
Trafo kontrol, distribusi daya rendah-sedang, catu daya tujuan umum
Catu daya, tukang las, penggerak, unit yang membutuhkan perakitan koil yang lebih mudah
Trafo distribusi menengah/besar dengan efisiensi dan kebisingan yang tinggi
Distribusi utilitas, unit efisiensi tinggi dan unit dengan kerugian rendah, beberapa CT metering dan desain khusus
Argumen terbaik untuk membiayai
Biaya laminasi terendah per kVA, basis pemasok yang luas
Keseimbangan biaya perakitan dan kekompakan
Mengurangi kehilangan energi dan penalti kebisingan selama masa pakai transformator
Total biaya kepemilikan yang kuat, potensi penghematan berat/material meskipun harga inti lebih tinggi
7. Memilih tumpukan laminasi untuk proyek nyata
Sebagian besar tender atau spesifikasi internal bermuara pada beberapa driver desain:
Nilai daya dan siklus tugas
Hukuman kerugian (sering kali dimonetisasi)
Batas kebisingan
Peralatan manufaktur yang tersedia
Filosofi perbaikan
Mari kita bahas beberapa pola umum.
7.1 Daya rendah hingga menengah, sensitif terhadap biaya, campuran tinggi
Trafo kontrol kecil, perlengkapan peralatan mesin, trafo isolasi kecil.
Pilihan inti - EI menumpuk hampir setiap saat.
Alasan: stempel menawarkan seri EI standar (EI-26... EI-240+), dengan biaya unit yang rendah dan sumber yang mudah, dan para desainer dapat menyetel pengisian jendela dengan cepat.
Upaya ekstra dilakukan untuk: memilih ketebalan dan tingkat laminasi yang memenuhi target kehilangan internal Anda tanpa menentukan secara berlebihan.
7.2 SKU volume tinggi, daya sedang, produksi just-in-time semi-standar
Bayangkan: 3 atau 4 peringkat yang sama, diproduksi sepanjang tahun.
Di sini Anda mulai bisa melihat:
Inti UI jika kecepatan penyisipan koil dan ergonomi perakitan mendominasi.
Inti EI dengan baja yang lebih baik dan praktik sambungan yang layak jika Anda ingin menggunakan kembali perkakas yang ada.
Yang penting adalah untuk menstandarkan tumpukan laminasi lebih awal dan menguncinya ke dalam gambar, sehingga bagian pengadaan tidak mulai mencampur tumpukan yang tampak serupa dari pemasok yang berbeda dengan perbedaan dimensi atau lapisan yang kecil.
7.3 Trafo utilitas dan distribusi dengan penalti kerugian
Setelah utilitas atau regulator mengenakan biaya untuk setiap watt kehilangan tanpa beban, konstruksi inti bergerak lebih dekat ke bagian atas spesifikasi.
Di zona ini, Anda biasanya melihat salah satu dari:
Geometri gaya EI atau UI dengan sambungan pangkuan multi-langkah.
Inti luka dibuat dari CRGO bermutu tinggi atau baja amorf.
Jawaban yang tepat tergantung pada pabrik Anda:
Jika Anda sudah memiliki mesin cetak stamping tetapi tidak memiliki garis inti luka, sambungan step-lap sering kali merupakan jalur dengan tingkat kesakitan terendah untuk mendapatkan angka kehilangan dan kebisingan yang lebih baik.
Jika volume Anda sesuai dengan belanja modal dan Anda bersaing dalam hal efisiensi, berinvestasi dalam inti luka dapat membuahkan hasil dalam bentuk angka kerugian dan optimalisasi material.
7.4 Proyek dengan persyaratan kebisingan yang agresif
Rumah sakit, gardu induk perkotaan yang padat, beberapa bangunan komersial.
Langkah pertama biasanya adalah penumpukan langkah-putaran, yang cermat, penjepitan yang hati-hati, dan pembumian inti yang konsisten (pembumian satu titik, tidak ada kejutan).
Wound core dengan kualitas baja yang sesuai juga membantu, tetapi bisa berlebihan jika batas kebisingan tidak terlalu ketat.
8. Membeli tumpukan laminasi: detail kecil yang sangat penting
Insinyur biasanya menentukan Bmax dan kelas baja; spesialis laminasi hidup dalam detail-detail kecil yang membuat atau menghancurkan hasilnya.
Beberapa hal yang perlu dituliskan ke dalam spesifikasi atau rencana inspeksi Anda:
Ketebalan laminasi vs frekuensi Pada 50-60 Hz, CRGO 0,23-0,35 mm adalah standar untuk desain efisiensi tinggi; CRNGO yang lebih tebal dapat digunakan ketika biaya mendominasi. Tetap konsisten di seluruh lini produk membantu dengan stok dan kinerja yang dapat diprediksi.
Target faktor penumpukan Tentukan penampang besi bersih yang diharapkan vs kotor. Gerinda, ketebalan lapisan, dan disiplin penumpukan semuanya mempengaruhinya. Jika Anda mengabaikan hal ini, semua perhitungan core-loss Anda akan melenceng.
Strategi bersama yang dijabarkan Jangan hanya mengatakan “inti CRGO EI”. Katakan “Inti CRGO EI dengan sambungan putaran 5 langkah pada kuk atas, 3 langkah pada bagian bawah” (sebagai contoh) dan lampirkan sketsa. Hal ini akan menghemat perdebatan di kemudian hari.
Anil dan menghilangkan stres Pengerjaan dingin selama pengempaan atau penggulungan menimbulkan tekanan yang menurunkan sifat magnetik. Pastikan pemasok laminasi Anda mendefinisikan siklus anil, terutama untuk wound core dan CRGO bermutu tinggi.
Mencampur batch dan pemasok Untuk unit yang penting, hindari pencampuran tumpukan dari batch atau pemasok yang berbeda dalam inti yang sama; perbedaan halus pada baja, pelapis, atau gerinda dapat muncul sebagai pola titik panas yang lucu atau kebisingan.
Pengukuran, bukan hanya sertifikat Jika kerugian penting, pertimbangkan untuk memiliki core yang representatif dari setiap batch yang diukur untuk kehilangan tanpa beban dan arus magnetisasi pada kerapatan fluks nominal, bukan hanya mempercayai jaminan pabrik baja. Studi menunjukkan bahwa metode sambungan dan penumpukan dapat mengubah perilaku bahkan ketika sertifikat materialnya identik.
9. FAQ: tumpukan laminasi transformator dalam keputusan sehari-hari
Q1. Apakah core EI selalu lebih murah daripada core UI atau wound?
Biasanya, tetapi tidak secara otomatis. EI vs UI: biaya inti per kg bisa jadi serupa; perbedaannya berasal dari waktu perakitan dan perlengkapan mekanis. Di beberapa pabrik, UI menjadi lebih murah di tingkat sistem. EI vs wound: wound core hampir selalu lebih mahal per kg, terutama dengan bahan amorf atau nanokristalin. Tetapi kehilangan inti yang lebih rendah dapat mengimbangi masa pakai dalam layanan 24/7. Anda harus membandingkan total biaya kepemilikan untuk proyek tertentu, bukan hanya harga laminasi.
Aturan kasar: Jika transformator bekerja hampir sepanjang waktu dan ada tarif atau penalti yang terkait dengan kehilangan inti, sambungan step-lap atau multi-step-lap biasanya sepadan dengan preminya, terutama di atas puluhan kVA. Untuk transformator kecil yang bekerja sebentar-sebentar (misalnya, transformator kontrol di mesin), energi yang dihemat per tahun bisa jadi terlalu kecil untuk menjustifikasi biaya dan kompleksitas laminasi yang lebih tinggi.
Q3. Apakah inti luka selalu lebih rendah daripada inti bertumpuk step-lap?
Tidak selalu. Inti luka pada CRGO rata-rata bisa kalah dengan inti step-lap yang dirancang dengan baik dalam CRGO kelas atas pada kerapatan fluks yang sama. Luka inti amorf atau nanokristalin biasanya mengalahkan CRGO bertumpuk dalam hal kehilangan tanpa beban, tetapi mereka membawa kendala lain (mekanis, biaya, volume yang terkadang lebih besar). Jadi, pertanyaannya bukanlah “luka vs step-lap” secara umum, tetapi baja yang mana, kerapatan fluks yang mana, dan implementasi sambungan yang mana.
Q4. Dapatkah saya menjatuhkan tumpukan UI ke dalam desain EI yang lama?
Secara mekanis, mungkin. Secara elektromagnetik dan termal, biasanya tidak. Beralih antara pengaturan tipe cangkang dan tipe inti akan berubah: Induktansi kebocoran Kehilangan yang tersesat dalam tangki dan penjepitan Jalur pendinginan Anda biasanya setidaknya akan melakukan ulang tata letak inti/belitan dan memeriksa kerugian dan kenaikan suhu. Penukaran bentuk laminasi yang mirip dengan bentuk laminasi yang sederhana berisiko.
Q5. Berapa ketebalan laminasi yang harus saya tentukan?
Pada frekuensi daya industri: CRGO 0,23-0,27 mm untuk transformator dengan efisiensi tinggi dan rugi-rugi rendah. 0,27-0,35 mm CRGO atau 0,35-0,50 mm CRNGO di mana biaya mendominasi dan penalti kerugian lunak. Laminasi yang lebih tipis mengurangi kehilangan arus pusar tetapi meningkatkan biaya material dan pemrosesan. Perlakukan ketebalan sebagai variabel dalam pengoptimalan Anda, bukan sebagai angka tetap.
Q6. Dapatkah saya mencampur tumpukan laminasi dari pemasok yang berbeda dalam satu core?
Secara teknis Anda bisa; secara praktis, ini meminta variabilitas. Pemasok yang berbeda dapat digunakan: Kualitas baja yang sedikit berbeda (bahkan dengan label yang sama) Sistem pelapisan dengan resistivitas dan ketebalan yang berbeda Kontrol duri dan anil yang berbeda Untuk produk yang tidak kritis, ini mungkin dapat diterima; untuk transformator di mana kerugian dan kebisingan bersifat kontraktual, lebih baik menjaga setiap inti untuk satu sumber laminasi terkontrol.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.