Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.
Wire EDM untuk Laminasi Motor: Saat Anda Harus (dan Tidak Boleh) Menggunakannya
Jika Anda memilih proses pemotongan untuk laminasi motor, biasanya merupakan pertanyaan pertama yang salah, “Seberapa akuratkah itu?” Yang lebih baik adalah yang lebih jelek: Jenis tepi seperti apa yang Anda buat, dan apa yang akan dilakukan tepi tersebut pada tumpukan nantinya? Kualitas potongan bukan hanya geometri. Ini adalah risiko duri, kerusakan termal lokal, insulasi interlaminar, kehilangan inti, dan apakah tumpukan masih berperilaku seperti yang diasumsikan oleh model desain. Ulasan terbaru tentang manufaktur baja-listrik membuat poin tersebut cukup sulit: efek pemotongan dapat mengubah kinerja magnetik sehingga kehilangan besi dapat bervariasi dengan faktor dua atau lebih, tergantung pada bahan, geometri, tingkat medan, dan pengaturan proses.
Di situlah Wire EDM memasuki percakapan. Sangat tepat. Ini juga lebih lambat, lebih selektif, dan tidak terlalu memaafkan pengambilan keputusan yang malas daripada yang dipikirkan orang. Untuk beberapa pekerjaan tumpukan laminasi, ini sangat tepat. Untuk pekerjaan lain, ini adalah cara yang sangat halus untuk membayar terlalu banyak untuk proses yang salah.
Daftar Isi
Jawaban singkatnya
Gunakan Wire EDM saat Anda membutuhkannya kontrol profil yang ketat, distorsi mekanis yang rendah, dan iterasi desain yang cepat pada lembaran konduktif. Jangan menggunakannya secara default setelah desain stabil dan volume output mulai lebih penting daripada eksperimen geometris. Itu adalah versi sederhana. Versi sebenarnya ada di bawah.
Apa yang sebenarnya diubah oleh Wire EDM pada laminasi baja-listrik
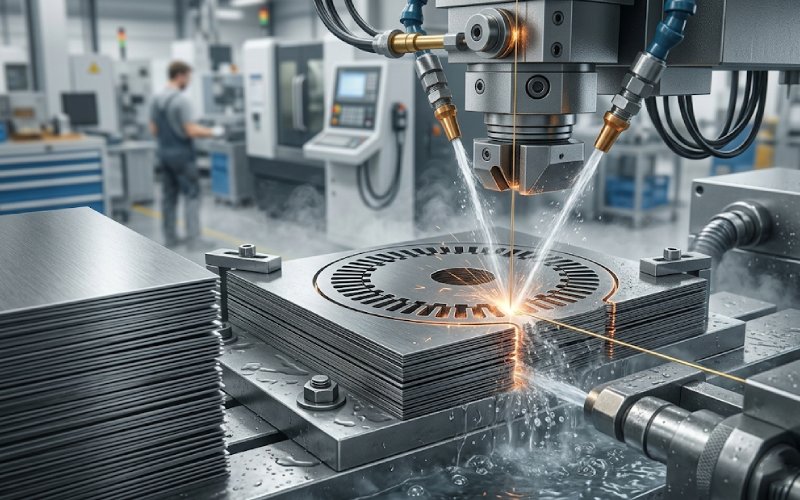
Wire EDM menghilangkan material dengan pelepasan listrik, bukan dengan gaya pemotongan mekanis. Jadi, lembaran tidak dilubangi atau dicukur keluar dari bentuknya saat kontur dibentuk. Hal ini penting untuk baja listrik dengan ukuran tipis, gigi yang sempit, jembatan kecil, bukaan celah yang halus, dan bentuk internal di mana gaya pahat dapat memindahkan bagian tersebut bahkan sebelum Anda menyadarinya. Ini juga merupakan proses pemotongan tembus pada material konduktif, dan jendela internal biasanya membutuhkan lubang awal untuk penguliran kawat. Diameter kawat yang umum ada di sekitar 0,10 hingga 0,25 mm, dan kemampuan dimensi tipikal untuk pekerjaan Wire EDM umum sering dibahas dalam ± 0,002 hingga ± 0,01 mm tergantung pada pengaturan, ukuran bagian, dan jumlah lintasan skim.
Kedengarannya ideal. Itu bukanlah keseluruhan cerita.
Wire EDM menghindari deformasi plastis yang muncul akibat pelubangan, tetapi masih merupakan proses termal. Tepi yang dipotong dapat membawa lapisan yang dibentuk ulang dan zona yang terpengaruh panas. Pada mesin modern, strategi penyelesaian dan lintasan skim dapat mendorong lapisan yang diubah secara termal itu turun secara tajam dari tingkat potongan kasar, kadang-kadang dari beberapa puluh mikron menuju mikron satu digit yang rendah, tetapi jumlah sebenarnya tergantung pada energi pelepasan, catu daya, strategi pemangkasan, dan perilaku material. Jadi, bagian tepi mungkin terlihat bersih sementara bahan magnetik di dekat tepi tersebut masih berubah dengan cara yang penting.
Dan ya, itu penting. Studi pada baja listrik menunjukkan bahwa metode pemotongan dan parameter pemotongan memengaruhi magnetisasi, kerugian, dan degradasi lokal di dekat tepi. Ulasan yang membandingkan rute pemotongan juga melaporkan bahwa pemotongan kawat cenderung merusak sifat magnetik lebih sedikit daripada pelubangan dan lebih sedikit daripada banyak kondisi laser, tetapi “lebih sedikit kerusakan” tidak sama dengan “tidak ada kerusakan.” Perbedaan itu akan hilang sepanjang waktu.
Ketika Wire EDM adalah pilihan yang tepat
1. Anda masih dalam mode prototipe
Ini adalah kasus penggunaan yang paling bersih. Bentuk rotor masih bergerak. Bentuk slot stator masih bergerak. Ujung gigi, ketebalan jembatan, saku magnet, geometri lubang, semuanya masih bergerak. Pada tahap ini, nilai Wire EDM bukan hanya presisi. Ini adalah fakta bahwa Anda dapat mengubah geometri tanpa memotong cetakan baru setiap kali tim desain berubah pikiran. Untuk prototipe dan produksi dalam jumlah kecil, literatur teknis saat ini masih menempatkan Wire EDM pada posisi yang masuk akal. Bukan sebagai standar untuk skala. Sebagai cara untuk belajar dengan cepat tanpa hambatan perkakas.
2. Geometrinya cukup rumit sehingga gaya adalah masalah yang sesungguhnya
Beberapa laminasi mudah digambar dan sulit untuk dipotong. Akar gigi yang tipis. Jembatan yang sempit. Jari-jari internal yang ketat. Slot ramping yang panjang. Dalam kasus-kasus ini, proses yang agresif secara mekanis dapat mencapai toleransi di atas kertas tetapi masih meninggalkan Anda dengan lengkungan, deformasi lokal, atau perilaku duri yang tidak Anda inginkan. Wire EDM membantu karena jalur pemotongan dihasilkan tanpa tekanan alat langsung pada lembaran. Hal itu mengubah mode kegagalan.
3. Anda perlu melindungi insulasi interlaminar lebih dari yang Anda butuhkan untuk kecepatan
Pada tumpukan laminasi, duri bukanlah cacat kosmetik. Duri dapat menjadi jembatan listrik di antara lembaran yang berdekatan. Setelah itu terjadi, korslet interlaminar lokal dapat meningkatkan kehilangan arus pusar dan pemanasan lokal. Wire EDM sering kali menarik di sini karena cenderung mengurangi masalah duri mekanis yang terkait dengan pemotongan dan pelubangan, meskipun hal ini menimbulkan masalah tepi termal yang masih harus dikontrol dan diperiksa. Masalah yang berbeda. Biasanya lebih kecil. Masih nyata.
4. Bahannya mahal, tipis, atau tidak tahan lama
Ada kategori yang sempit namun penting di mana Wire EDM tetap muncul setelah label “hanya prototipe” seharusnya sudah tidak ada lagi. Baja listrik yang sangat tipis. Laminasi paduan bernilai tinggi. Batch kecil yang berulang di mana skrap lebih penting daripada waktu mesin. Program di mana stabilitas tepi lebih penting daripada waktu takt. Tidak umum. Tapi nyata. Dalam kasus-kasus tersebut, Wire EDM dapat tetap menjadi bagian dari rute bahkan setelah desain dibekukan, terutama ketika alternatifnya adalah risiko perkakas, pengerjaan ulang, atau kerusakan yang biayanya lebih mahal daripada pemotongan lambat. Itu adalah pengecualian teknik, bukan kontradiksi.
Ketika Anda tidak boleh menggunakannya
1. Desain sudah mantap dan volume meningkat
Setelah geometri berhenti bergerak, ekonomi proses mulai menjadi lebih keras. Perkakas keras menjadi lebih mudah untuk dijustifikasi. Waktu borongan mulai lebih penting daripada fleksibilitas digital. Pada titik itu, Wire EDM sering kali berhenti menjadi jawaban yang cerdas. Biasanya terlalu lambat untuk produksi laminasi arus utama, terutama ketika pekerjaan telah melampaui validasi dan menjadi output yang dapat diulang dan sensitif terhadap biaya.
2. Anda menggunakan “presisi” untuk menghindari melakukan validasi kerugian yang tepat
Hal ini sering terjadi. Sebuah tim melihat profil yang bersih dan mengasumsikan bahwa cerita magnetik juga harus bersih. Tidak aman. Degradasi mutakhir pada baja listrik bukan hanya masalah geometri. Ini mengubah status tegangan lokal, perilaku domain magnetik, dan perilaku kerugian di dekat tepi. Ulasan tentang efek manufaktur mesin dan studi pengukuran pada tumpukan penuh keduanya membuat poin yang sama: Anda perlu mengevaluasi material setelah pemotongan, dan sering kali setelah penumpukan dan penyambungan juga.
3. Bagian Anda tidak ramah terhadap proses pemotongan
Wire EDM sangat baik untuk profil 2D, guntingan internal, dan kontur yang meruncing. Ini bukan jawaban umum untuk fitur buta atau geometri yang tidak memungkinkan akses kawat. Jika bagian tersebut menolak proses dari awal, memaksa Wire EDM ke dalam perutean biasanya menciptakan lebih banyak pekerjaan perlengkapan, lebih banyak penanganan, dan tidak banyak nilai.
4. Masalah tumpukan laminasi Anda sebenarnya adalah masalah penggabungan
Potongan yang bagus masih bisa rusak nantinya. Pengelasan, interlocking, tekanan penjepitan, kompresi tumpukan, dan titik kontak lokal dapat menciptakan jalur listrik baru di antara lembaran atau mengubah perilaku kehilangan setelah pemotongan dilakukan. Jadi, jika rute perakitan Anda cenderung mengganggu isolasi antar lapisan, metode pemotongan saja tidak akan menyelamatkan tumpukan. Orang-orang menyalahkan pemotongan. Terkadang metode penumpukan yang menyebabkan kerusakan.
Wire EDM vs. laser vs. stamping untuk tumpukan laminasi
Faktor keputusan
Kawat EDM
Pemotongan laser
Stamping
Investasi perkakas
Rendah di awal; tidak ada die yang keras
Rendah hingga sedang
Tinggi di muka, rendah per bagian dalam skala besar
Kecepatan perubahan desain
Sangat cepat
Cepat
Lambat setelah perkakas dibuat
Gaya mekanis pada lembaran
Sangat rendah
Sangat rendah
Tinggi relatif terhadap dua lainnya
Risiko tepi utama
Tepi termal / rekonstruksi / HAZ
Tepi termal / HAZ
Duri, deformasi plastis, tegangan sisa
Kecenderungan duri
Biasanya rendah
Rendah hingga sedang, bergantung pada proses
Risiko tertinggi jika kondisi alat dan jarak bebas melenceng
Throughput
Rendah
Sedang hingga tinggi
Tertinggi
Paling cocok
Prototipe, geometri yang ketat, fitur yang rapuh, batch kecil yang bernilai tinggi
Prototipe hingga volume sedang, iterasi cepat
Desain yang stabil, produksi volume tinggi
Poin perhatian
Jangan berasumsi bahwa pemotongan yang tepat berarti kehilangan inti yang rendah
Masukan panas masih membutuhkan validasi
Gerinda dan deformasi dapat memicu patahan interlaminar
Matriks ini mencerminkan pola luas yang dilaporkan di seluruh panduan proses Wire EDM, perbandingan proses laminasi motor, dan tinjauan kerusakan pemotongan baja listrik.
Cara menggunakan Wire EDM tanpa menimbulkan masalah yang biasa terjadi
Mulailah dengan bagian tepi, bukan file CAD
Jika desainnya peka secara magnetis, pertanyaan pertama bukanlah, apakah mesin dapat menahan profil. Biasanya bisa. Pertanyaan yang lebih baik adalah apakah tepi yang dipotong akan mendorong kehilangan inti, merusak permeabilitas di dekat tepi gigi, atau menimbulkan masalah setelah penumpukan. Perlakukan tepi sebagai kondisi material, bukan hanya kontur.
Gunakan roughing dan skim pass untuk pekerjaan yang berbeda
Pemotongan kasar untuk mengeluarkan bentuknya. Lintasan skim adalah untuk mengurangi pembentukan ulang, meningkatkan kontrol dimensi, dan menenangkan tepi. Jika Anda mencoba mengambil semua kecepatan yang bisa Anda dapatkan pada potongan pertama dan menyebutnya selesai, Anda biasanya menukar hal yang membuat Wire EDM menarik sejak awal.
Jaga agar energi pelepasan tetap konservatif pada lintasan akhir
Studi parameter pada baja listrik menunjukkan bahwa perubahan arus, laju pengumpanan, dan waktu pulsa memengaruhi hasil magnetisasi. Hal ini tidak memberikan resep ajaib, tetapi memberikan arahan yang aman: jangan mengejar laju pelepasan secara membabi-buta pada bagian yang memiliki perilaku magnetik yang penting. Pengaturan finish-pass layak mendapatkan logikanya sendiri.
Sesuaikan ukuran kabel dengan fitur, bukan dengan kebiasaan
Kawat yang lebih halus dapat membantu dengan sudut internal yang sempit dan geometri slot yang sempit, tetapi pilihan kawat juga berinteraksi dengan stabilitas, pembilasan, dan waktu pemotongan. Yang umum 0,10 hingga 0,25 mm Rentang ini ada karena suatu alasan. Lebih kecil tidak otomatis lebih baik. Kadang-kadang menjadi lebih lambat dan kurang stabil.
Validasi pada tumpukan, tidak hanya pada laminasi yang longgar
Satu lembar dapat terlihat baik-baik saja sementara inti yang sudah jadi berperilaku berbeda. Periksa tumpukan yang telah dirakit untuk mengetahui pergeseran kehilangan inti, risiko resistensi interlaminar, konsistensi ketinggian tumpukan, dan apakah rute penyambungan menciptakan kontak listrik yang baru di antara lembaran. Hal ini lebih penting lagi dalam desain frekuensi tinggi dan dalam laminasi tipis, di mana penalti kerugian terkait tumpukan dapat menjadi lebih jelas.
Apa yang harus ada di daftar periksa artikel pertama Anda
Daftar periksa singkat sudah cukup. Bukan pengikat kualifikasi raksasa.
Profil dan geometri slot: memverifikasi lebar gigi, ketebalan jembatan, jari-jari internal, dan pencucian sudut.
Kondisi tepi: memeriksa apakah ada duri, pengecoran ulang, retakan mikro, dan warna atau ketidakstabilan termal yang terlihat.
Respons magnetik: menguji perilaku BH atau kehilangan inti pada kupon atau sampel cincin yang representatif, bukan hanya nominal CAD.
Risiko isolasi interlaminar: pastikan tumpukan tidak menciptakan jembatan listrik selama pengepresan atau penggabungan.
Faktor penumpukan dan kualitas kemasan: periksa kerataan, kondisi pelapisan, dan perakitan tidak mengurangi baja magnetik yang dapat digunakan dalam tumpukan. Sistem laminasi berlapis sering kali berada di kisaran pertengahan 90% untuk faktor penumpukan, sehingga kesalahan perakitan yang kecil bukanlah hal yang sepele.
Aturan yang biasanya berhasil
Jika pekerjaannya adalah tentang mempelajari geometri, Wire EDM sering kali merupakan pilihan yang baik. Jika pekerjaannya adalah tentang mengirimkan banyak suku cadang dengan biaya pengulangan terendah, biasanya tidak. Jika pekerjaannya adalah tentang melindungi kinerja magnetik, maka tidak ada proses yang mendapatkan free pass. Anda memvalidasi tepi, lalu tumpukan, lalu inti yang digabungkan. Dengan urutan seperti itu.
PERTANYAAN YANG SERING DIAJUKAN
Apakah Wire EDM lebih baik daripada pemotongan laser untuk laminasi motor?
Tidak dalam arti yang luas. Wire EDM biasanya menang dalam hal kelembutan mekanis dan kontrol profil untuk bagian konduktif yang halus. Laser biasanya menang dalam hal kecepatan dan sering kali merupakan rute yang lebih praktis setelah kuantitas meningkat. Untuk tumpukan laminasi, perbandingan yang tepat bukanlah “proses yang lebih baik”. Ini adalah “proses yang lebih baik untuk geometri ini, volume ini, dan anggaran kerugian ini.”
Apakah Wire EDM menimbulkan duri pada baja listrik?
Biasanya duri mekanis lebih sedikit daripada meninju, ya. Tetapi “duri rendah” tidak berarti “risiko tepi nol”. Wire EDM menggeser masalah ke arah kondisi tepi termal, pembentukan ulang, dan kontrol parameter.
Dapatkah Wire EDM menyebabkan kehilangan inti?
Ya. Efek pemotongan pada baja listrik dapat mengubah permeabilitas dan kerugian di dekat tepi, dan ulasan manufaktur melaporkan bahwa perubahan kerugian besi terkait pemotongan bisa cukup besar untuk menjadi masalah di tingkat mesin. Wire EDM sering kali merusak lebih sedikit dibandingkan dengan kondisi pelubangan atau banyak kondisi laser, tetapi masih perlu validasi.
Apakah Wire EDM hanya untuk prototipe?
Sebagian besar, tetapi tidak hanya. Pekerjaan prototipe dan batch kecil adalah yang paling cocok. Namun, laminasi yang sangat tipis, bernilai tinggi, atau sulit dapat membenarkan Wire EDM dalam produksi volume rendah yang berulang-ulang jika kontrol tepi lebih penting daripada waktu takt.
Toleransi apa yang dapat dilakukan Wire EDM secara realistis pada laminasi motor?
Kisaran praktis yang sering dikutip untuk Wire EDM adalah sekitar ± 0,002 hingga ± 0,01 mm, tergantung pada mesin, penyiapan, ukuran komponen, dan strategi pemotongan. Namun, untuk laminasi, jangan berhenti pada toleransi dimensi. Toleransi magnetik juga penting.
Apa kesalahan terbesar yang dilakukan tim ketika memilih Wire EDM?
Mereka melihat profil potongan dan berhenti di situ. Pertanyaan yang lebih sulit adalah apa yang terjadi setelah penumpukan dan penggabungan. Jika lembaran yang berdekatan mulai melakukan kontak listrik, atau jika ujung potong telah mengubah baja lebih dari yang diharapkan, tumpukan laminasi dapat kehilangan kinerja bahkan ketika setiap dimensi profil masih terlihat benar.
Cheney adalah seorang Senior Application Engineer yang berdedikasi di Sino, dengan hasrat yang kuat untuk manufaktur presisi. Dia memiliki latar belakang di bidang Teknik Mesin dan memiliki pengalaman manufaktur yang luas. Di Sino, Cheney berfokus pada pengoptimalan proses manufaktur tumpukan laminasi dan menerapkan teknik inovatif untuk mencapai produk tumpukan laminasi berkualitas tinggi.
Brosur Produk Baru
Silakan masukkan alamat email Anda di bawah ini dan kami akan mengirimkan brosur terbaru kepada Anda!
Biarkan Tumpukan Laminasi Sino Memberdayakan Proyek Anda!
Untuk mempercepat proyek Anda, Anda dapat melabeli Tumpukan Laminasi dengan detail seperti toleransi, bahan, permukaan akhir, apakah isolasi teroksidasi diperlukan atau tidak, kuantitasdan banyak lagi.