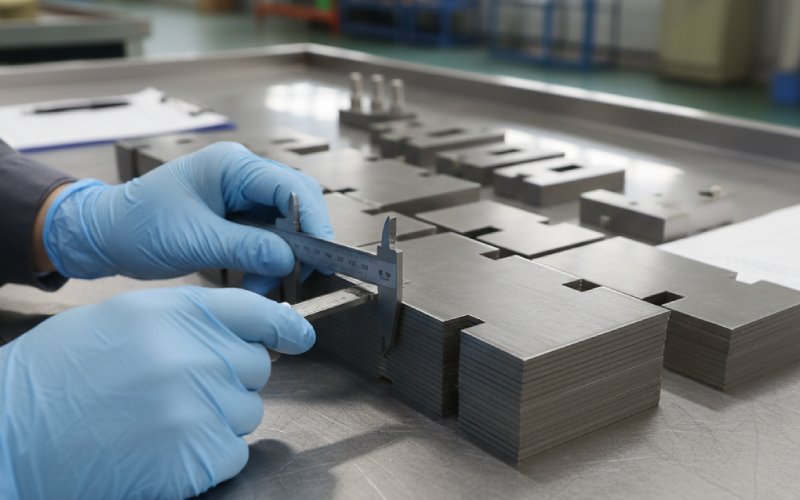
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Piano di qualità per le laminazioni dei trasformatori: elementi essenziali APQP/PPAP
Se il vostro laminati per trasformatori Se si segue un piano di qualità APQP e un vero PPAP, si smette di discutere di perdite, rumore e ripetibilità. Si spedisce, si misura e si continua a ridurre la dispersione. Questo è il punto fondamentale.
Indice dei contenuti
Parti dalla fisica, non dalle forme
Le lamierature dei trasformatori sono silenziose quando gli aspetti fisici sono sotto controllo: materiale, sollecitazioni, geometria, isolamento, percorso di magnetizzazione. La documentazione serve a mantenere visibili tali relazioni di causa-effetto sotto pressione, non a soddisfare una lista di controllo.
L'APQP fornisce già la struttura necessaria per farlo nell'ambito dello sviluppo di prodotti e processi in un ambiente di produzione. Il PPAP funge quindi da prova formale che questa struttura produce effettivamente laminati che rispettano il disegno, le specifiche fondamentali e gli obiettivi di efficienza energetica ogni volta, non solo nei giorni migliori.
Per quanto riguarda specificatamente le laminazioni dei trasformatori, il piano di qualità funziona quando traduce questi strumenti astratti in cose molto comuni: quale bobina hai acquistato, come l'hai stampata, come hai alleviato lo stress, come l'hai impilata e come hai misurato il risultato in watt, ampere e micrometri.
Tradurre le fasi APQP nella realtà della laminazione
Conoscete già le cinque fasi dell'APQP, quindi non è necessario nominarle e spiegarle nuovamente. Per le laminazioni, è utile riscrivere tranquillamente ogni fase con una singola domanda diretta. Quale acciaio siamo autorizzati a utilizzare? Quale finestra di stampaggio e ricottura mantiene effettivamente la perdita nella banda? Come sapremo se la pressa ha subito uno scostamento? Quali misurazioni siamo pronti a difendere davanti a un revisore del cliente?
La tabella sottostante lo riassume in modo sintetico. Non si tratta di teoria, ma dello scheletro del piano di qualità che effettivamente si mantiene.
Focus sulla fase APQP
Focus sulla laminazione dei trasformatori
Risultati del piano di qualità che contano
Definizione del cliente e del prodotto
Obiettivi principali di progettazione, classe energetica, perdita a vuoto e corrente magnetizzante, involucro geometrico, rumorosità e vibrazioni previste, sistema di isolamento
Sintesi del piano di qualità del prodotto, elenco delle caratteristiche speciali per laminazioni e nuclei, accordo iniziale sui metodi di prova e quantità dei campioni
Progettazione e sviluppo del prodotto
Geometria di laminazione, modello di sovrapposizione a gradini, tolleranze di finestre e bordi, grado di acciaio e classe di rivestimento, metodi di impilaggio consentiti e concetti di maschera.
Disegni e specifiche congelati, marcature speciali sulle stampe di laminazione e specifiche dei nuclei, FMEAs di progettazione allineate con PFMEAs, piani di test preliminari.
Progettazione e sviluppo dei processi
Movimentazione delle bobine, taglio longitudinale, stampaggio, sbavatura, ciclo di ricottura, rivestimento ove applicabile, sequenza di impilaggio e bloccaggio, strategia di misurazione in-process.
Diagramma di flusso del processo che riflette effettivamente l'officina, PFMEA con modalità di guasto fisiche (perdita, bave, laminazioni in cortocircuito, ronzio del nucleo), bozza del piano di controllo che include piani di reazione.
Convalida di prodotti e processi
Capacità in termini di perdita nel nucleo, corrente magnetizzante, dimensioni, altezza delle sbavature, resistenza del rivestimento, fattore di impilamento; convalida su più bobine e condizioni degli utensili
Presentazione PPAP con studi di fattibilità, MSA su apparecchiature per la perdita di nucleo e la resistenza del rivestimento, rapporti dimensionali completi sulle laminazioni e sui nuclei costruiti nel caso peggiore, prove di funzionamento a regime.
Feedback, azioni correttive, miglioramenti
Comportamento sul campo: rumore, punti caldi, efficienza; comportamento nella produzione: modelli di scarto, usura degli utensili, variabilità delle bobine
Lezioni apprese in ciclo chiuso, aggiornamenti degli standard di progettazione, revisioni PFMEA e del piano di controllo, aggiornamenti degli standard relativi a materiali e processi reinseriti nelle nuove richieste di preventivo e nei lanci APQP.
Il manuale ufficiale APQP non dice nulla sugli angoli di sovrapposizione o sulle soglie di resistenza del rivestimento, ma il vostro piano di laminazione deve farlo. È qui che vi distinguete dalla formazione generica sugli "strumenti di base".
Crea il piano di controllo sulle caratteristiche speciali, non sulle colonne
Un piano di controllo della laminazione dei trasformatori può facilmente trasformarsi in un foglio di calcolo con più righe del previsto. È possibile evitare che ciò accada partendo da sei o sette caratteristiche che determinano effettivamente il comportamento del trasformatore: perdita del nucleo a induzione e frequenza definite, corrente magnetizzante, altezza delle sbavature, dimensioni critiche, altezza o peso dell'impilaggio, resistenza di isolamento tra le laminazioni e, in alcuni segmenti, rumore in un punto di prova definito.
Ogni altra caratteristica supporta queste ultime o esiste per mantenere il processo statisticamente stabile. Quindi il piano di controllo dovrebbe essere letto quasi come un argomento. Per ogni caratteristica speciale, quale fase del processo la influenza maggiormente, come viene controllata tale fase, cosa si misura in essa, cosa succede quando si verifica uno scostamento. Il PFMEA e il piano di controllo rimangono sincronizzati perché entrambi parlano delle stesse modalità di guasto fisico, non di generiche dichiarazioni di "dimensioni fuori specifica".
La differenza rispetto a molti esempi di APQP online è semplice: essi si concentrano sulla forma. Tu ti concentri su come una striscia di acciaio elettrico diventa un nucleo a bassa perdita in modo ripetibile.
Acciaio elettrico e rivestimenti in entrata: stipulate qui il contratto
Tutto ciò che segue dipende dalla qualità dell'acciaio e dall'uniformità del rivestimento. Le lamine di acciaio elettrico iniziano come sottili nastri laminati a freddo che vengono stampati o tagliati nella forma desiderata e poi impilati in nuclei. Il piano di qualità deve riflettere questo aspetto con una sezione in entrata molto esplicita.
Prima ancora di pensare allo stampaggio, è necessario definire quali standard accettare per l'acciaio a grani orientati o non orientati, quali classi di perdita, quali classi di rivestimento e quali possono essere le variazioni da bobina a bobina. I riferimenti tipici sono i gradi IEC o ASTM e i sistemi di fornitura basati sulla norma IATF 16949; molti produttori di laminati e acciaio elettrico operano già secondo questi schemi.
Gli elementi fondamentali di questa parte del piano sono semplici ma non negoziabili. Uno: come ogni bobina viene identificata e tracciata attraverso il taglio e la stampigliatura. Due: cosa verificare al ricevimento della merce oltre al certificato di fabbrica: spessore del nastro, condizioni del rivestimento, controllo delle perdite di base se si dispone di un tester a foglio singolo o Epstein, a volte anche la resistenza del rivestimento. Terzo, come reagire quando questi controlli falliscono; non in un modello 8D, ma in termini di smistamento, separazione, comunicazione e aggiornamenti APQP.
Se non trattate l'acciaio in entrata come parte del vostro APQP, vi affidate al piano di qualcun altro, che potrebbe non comprendere il comportamento dei trasformatori nel modo in cui i vostri clienti si aspettano.
Stampaggio e lavorazione con utensili: dove inizia realmente la maggior parte delle variazioni
Le presse ad alta velocità creano laminazioni a una velocità che il resto della documentazione APQP non è in grado di eguagliare. L'usura degli utensili modifica l'altezza delle bave, la geometria e i modelli di sollecitazione locale in modi che si riflettono direttamente nella perdita di nucleo e nel rumore. Il vostro piano di qualità dovrebbe presupporre che le condizioni della pressa siano la variabile primaria quotidiana, più della materia prima una volta stabilizzata la famiglia di acciai.
Invece di lunghi paragrafi sul controllo generico dei processi, descrivete come rilevate la deriva nella pressa. Potrebbe trattarsi di un piano di campionamento definito dell'altezza delle bave, di controlli dimensionali su caratteristiche sensibili all'usura dello stampo o anche di firme acustiche della corsa della pressa, se preferite metodi più avanzati. Gli studi di capacità nel PPAP dovrebbero trattare questi aspetti come caratteristiche chiave, non come considerazioni secondarie aggiunte alla presentazione.
Il diagramma di flusso del processo è utile solo se mostra effettivamente i cicli reali: manutenzione degli strumenti, prove di stampa, ispezione iniziale e approvazioni per avviare la stampa di massa. Se questi flussi vengono eliminati per semplicità, il PFMEA e il piano di controllo descriveranno un processo fittizio.
Ricottura e distensione: collegare le ricette alle perdite
La ricottura di distensione trasforma l'acciaio elettrico stampato in qualcosa di più vicino ai valori indicati nella scheda tecnica. Il design del ciclo, i modelli di carico nel forno e il controllo dell'atmosfera determinano insieme quanto ci si avvicina a tali valori. Il piano di qualità APQP dovrebbe trattare la ricottura come un processo specializzato, con una propria logica di qualificazione, e non solo come una fase intermedia tra lo stampaggio e l'impilaggio.
Per molti fornitori di laminati, è opportuno prendere in prestito gli standard di valutazione dei forni utilizzati nel trattamento termico automobilistico e adattarli alle metriche orientate ai trasformatori. Si definisce la ricetta, la si qualifica con coupon di prova o nuclei di prova e si bloccano i parametri chiave nel piano di controllo. Quindi si collega il tutto ai risultati effettivi della perdita del nucleo e della corrente magnetizzante nelle esecuzioni PPAP, per dimostrare che la combinazione di stampaggio e ricottura è stabile.
Quando le bobine cambiano, o il design dello stampo cambia, o la geometria del nucleo cambia in modo significativo, questa è una delle prime aree da riesaminare nel piano di qualità. Tale revisione deve essere automatica, non determinata da un reclamo.
Impilaggio e costruzione del nucleo: controlla l'assemblaggio, non solo il foglio
Una laminazione perfetta può comunque portare a un trasformatore rumoroso o inefficiente se l'impilamento e il serraggio non sono uniformi. I modelli di sovrapposizione, le lunghezze di sovrapposizione, il fattore di impilamento e la pressione di serraggio influiscono tutti sulla distribuzione del flusso e sul rumore. Nulla di tutto ciò vi sorprende, ma spesso questi aspetti sono nascosti nelle istruzioni di lavoro piuttosto che nel piano di qualità formale.
Inseriscilo nell'APQP. Considera l'impilaggio come un processo con caratteristiche speciali, non solo come un'operazione di assemblaggio. Definisci in termini misurabili cosa si intende per "modello corretto", come gli operatori lo verificano durante la costruzione e come vengono organizzate le laminazioni in arrivo per supportarlo. Quindi decidi cosa misurare effettivamente sui nuclei finiti in produzione: massa, dimensioni, magari un rapido test di screening della perdita del nucleo prima che i nuclei lascino l'impianto di laminazione.
Se la vostra organizzazione produce trasformatori completi, anche il passaggio di consegne tra l'impianto di laminazione e l'assemblaggio dei trasformatori dovrebbe essere descritto nel piano di controllo APQP. Non è sufficiente dire "nuclei testati durante il collaudo finale del trasformatore" se quella è la prima volta che qualcuno verifica se il processo di laminazione è rimasto sotto controllo.
PPAP che parla il linguaggio dei trasformatori
La maggior parte dei pacchetti PPAP sembrano simili da lontano: documenti di progettazione, flusso di processo, PFMEA, piano di controllo, MSA, capacità, campioni iniziali e tutto il resto. Per le laminazioni dei trasformatori, la differenza sta nella quantità di contenuti che parlano esplicitamente delle prestazioni elettromagnetiche e non solo della geometria.
I documenti di progettazione devono essere direttamente collegati alle specifiche fondamentali: dimensioni delle finestre e dei bordi, modelli di sovrapposizione, tipo di acciaio e classe di rivestimento specificati in modo tale da poter essere ricondotti alla scheda tecnica e agli standard del produttore dell'acciaio. I diagrammi di flusso e le PFMEAs devono elencare le modalità di guasto come "perdita di nucleo superiore a X W/kg a Y T, Z Hz", "corrente magnetizzante superiore al limite alla tensione nominale", "rumore udibile superiore al livello concordato", "laminazioni in cortocircuito a causa di rivestimento danneggiato" come voci principali, non come note a piè di pagina.
Il piano di controllo presentato con il PPAP dovrebbe essere simile a un piano di test per tali modalità di guasto. Esso indica quali fasi del processo le controllano, quali misurazioni vengono effettuate e con quale frequenza, quali sono i piani di reazione e come viene mantenuta la tracciabilità dalla bobina al fascio di lamine al nucleo del trasformatore. Gli studi di capacità dovrebbero includere, ove possibile, prove statistiche sulla perdita del nucleo e sulle dimensioni critiche, non solo un lungo elenco di dimensioni minori facili da mantenere.
Quando il PPAP racconta questa storia in modo chiaro, gli SQE dei clienti possono leggerlo e capire come il processo di produzione protegga le loro intenzioni progettuali, senza dover indovinare come sia collegata la fisica della laminazione.
Strategia di misurazione: resistere alla tentazione di misurare ciò che è facile
Molti piani di qualità della laminazione tendono a privilegiare la metrologia dimensionale pesante e i test funzionali molto leggeri. È comprensibile, perché le CMM sono comode e i tester di perdita del nucleo sono più lenti, più rumorosi e talvolta disordinati. Ma ai trasformatori non interessa se una piccola fessura non critica è perfettamente centrata; a loro interessano le perdite, la corrente di eccitazione, il rumore e l'adattamento.
Una strategia di misurazione pratica nei risultati finali dell'APQP presenta solitamente due livelli. Un livello è costituito dai test funzionali che dimostrano che il processo continua a produrre nuclei di buona qualità: test di perdita del nucleo su frequenze e induzioni campione definite, controlli della corrente di magnetizzazione, controlli di base del rumore nei casi in cui il rumore è critico. L'altro livello è costituito dagli indicatori di processo che sono più facili da misurare ad alta frequenza e sono ben correlati con i risultati funzionali: altezza delle sbavature, spessore delle strisce, dimensioni chiave, resistenza elettrica semplice tra le laminazioni, metriche di monitoraggio della pressa.
Il lavoro MSA dovrebbe concentrarsi innanzitutto sul livello funzionale, poiché è lì che i sistemi di misurazione inadeguati causano i danni maggiori. Un test di perdita di nucleo con scarsa ripetibilità o influenzato dall'operatore confonderà ogni calcolo di capacità che dipende da esso e il vostro PPAP apparirà migliore sulla carta che nella realtà.
Mantenere vivo il piano sul posto di lavoro
Un piano di qualità che esiste solo come insieme di documenti APQP e PPAP è fragile. Le persone ricordano le scorciatoie, non i paragrafi. L'ambiente di laminazione è rumoroso, veloce, a volte caldo, con una pressione produttiva che non aspetta una revisione SQE.
Quindi il piano deve essere presente nelle routine quotidiane. Approvazioni del primo pezzo alla stampa che rispecchiano i controlli del piano di controllo. Limiti chiari e reazioni all'ispezione dell'acciaio in entrata. Audit regolari a più livelli che pongono domande semplici come "mostrami come fai a sapere che questa altezza della bava è accettabile" o "da quale bobina proviene questa pila". Feedback rapidi quando una stazione di prova dei trasformatori molto a valle rileva una deriva nella perdita del nucleo o nel rumore.
Nulla di tutto ciò è originale, ma inserirlo nel piano di controllo APQP e poi mantenerlo aggiornato impone un allineamento. Inoltre semplifica notevolmente gli audit dei clienti, perché è possibile rispondere a ogni domanda mostrando come le routine dello stabilimento si ricollegano al piano documentato.
Modelli tipici di guasto e come l'APQP dovrebbe individuarli
Esamina gli ultimi problemi gravi relativi alle laminazioni e ai nuclei. Noterai alcuni schemi ricorrenti. Perdite leggermente superiori al valore target in determinati punti di tensione, rumore più elevato in specifiche potenze dei trasformatori, punti caldi locali nell'infrarosso, problemi di adattamento meccanico in serbatoi angusti, rottura del rivestimento dopo cicli di essiccazione aggressivi, talvolta persino miscelazione durante la spedizione di set di laminazioni simili.
Ciascuno di questi, se analizzato, di solito rimanda a una piccola lacuna nell'APQP o nel PPAP. Una caratteristica speciale mancante, una definizione debole delle specifiche di ingresso per l'acciaio, una modifica della ricottura non trattata come un cambiamento significativo del processo, una variazione di impilamento non contemplata nelle istruzioni di lavoro, uno studio MSA saltato per un calibro critico.
Il vostro piano di qualità migliora quando affrontate regolarmente questi problemi e ponete una semplice domanda: in quale parte dei documenti APQP e PPAP avrebbe dovuto essere visibile questo aspetto? Quindi riportate la risposta nei progetti futuri. Nel corso del tempo, le conoscenze specifiche sulla laminazione si accumulano nel piano piuttosto che nelle menti dei singoli ingegneri.
Un breve modello che puoi riutilizzare
Se desideri un modo semplice per applicare questo metodo al tuo prossimo progetto di laminazione senza riscrivere l'intero sistema, puoi pensare a quattro passaggi attraverso lo stesso piano.
Prima della richiesta di preventivo, documentate ciò che vi serve dai fornitori di acciaio, quali metodi di prova voi e il cliente accetterete per le perdite e la corrente magnetizzante e come definirete le caratteristiche speciali sui disegni. Al momento del congelamento del progetto, si bloccano la geometria e il modello di sovrapposizione con dettagli sufficienti affinché gli ingegneri di processo possano progettare lo stampaggio e l'impilaggio senza ipotesi. Prima della presentazione del PPAP, si verifica che il PFMEA, il piano di controllo e i piani di prova trattino la perdita di nucleo, il rumore e il comportamento del rivestimento come elementi di prima classe. Dopo il SOP, si tratta ogni problema grave come un esperimento per migliorare il piano per il prossimo lancio, non solo come un problema di contenimento.
I manuali ufficiali lo chiamano miglioramento continuo. In un impianto di laminazione, è semplicemente l'abitudine di non sprecare l'esperienza acquisita con fatica.
Note conclusive
Un piano di qualità per le laminazioni dei trasformatori non consiste tanto nell'inventare nuovi strumenti, quanto nell'utilizzare APQP e PPAP in modo da rispettare allo stesso tempo la fisica dei trasformatori e la realtà produttiva. Più i vostri documenti parlano di watt, ampere, bave e bobine e meno utilizzano frasi generiche, più vi avvicinate all'obiettivo.
Se il tuo prossimo progetto si conclude con un PPAP in cui la presentazione sembra una descrizione concisa e onesta di come l'acciaio diventa nuclei stabili nel tuo impianto, allora il piano sta funzionando. Il resto consiste nell'eseguirlo ogni giorno e ridurre silenziosamente la variazione ciclo dopo ciclo.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.