Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Creazione di una distinta base dei costi per lo statore e il rotore
Lo statore e il rotore insieme di solito dominano il costo del materiale e della lavorazione, quindi se si costruisce la distinta materiali (BOM) intorno invece di trattarli come una scatola nera, si ottiene un controllo molto maggiore su margini, rischi e compromessi di progettazione.
La maggior parte degli articoli pubblici o rimangono generici ("le laminazioni e il rame sono importanti") o si perdono nella modellazione dei costi accademica. Questa guida si colloca nel mezzo: abbastanza pratica da poter utilizzare un modello Excel oggi, e abbastanza approfondita da rendere la vostra distinta base dei costi difendibile nelle revisioni dei progetti e nelle trattative di approvvigionamento.
Cosa imparerete in questo articolo
Un modello mentale per la strutturazione di un costato Distinta base intorno a statore e rotore
Come scomporre lo statore e il rotore in sottogruppi economicamente vantaggiosi
Voci di linea tipiche e driver di costo che non dovrebbero mai essere lasciati "impacchettati".
Come collegare le manopole ingegneristiche (riempimento delle fessure, spessore della laminazione, grado del magnete) al loro impatto sui costi
Una semplice struttura di tabelle da inserire nel proprio foglio di calcolo dei costi
Indice dei contenuti
1. Iniziare con la macchina, non con il foglio di calcolo
Prima di toccare un modello di distinta base, ingrandire: cosa tipo di macchina che state valutando? Un motore sincrono a magneti permanenti (PMSM) per un veicolo elettrico, un servo BLDC a rotore interno o un normale motore a induzione hanno tutti strutture di costo molto diverse, soprattutto per quanto riguarda statore e rotore.
Due decisioni dominano tutto ciò che segue:
Topologia (PM vs induzione vs campo avvolto, rotore interno vs esterno, flusso assiale vs radiale)
Valutazione e dovere (continuo vs intermittente, velocità, coppia, ciclo di lavoro, ambiente)
Queste scelte definiscono se il vostro costo è pesantemente legato ai magneti, al rame o all'acciaio, e quale livello di tolleranze, bilanciamento e test è appropriato. Ad esempio, un motore a mozzo BLDC a rotore esterno può spendere di più per i magneti e il diametro della laminazione, mentre una macchina PM a rotore interno ad alta velocità spende in modo aggressivo per lamine, manicotti e bilanciamento precisi.
Una volta chiarito il contesto, la vostra distinta base dei costi non è più un foglio di calcolo astratto, ma un racconto strutturato di come questa macchina specifica trasforma il denaro in coppia.
Decisioni chiave di progettazione da bloccare prima di creare la distinta base
Tipo e topologia del motore (PMSM, a induzione, a riluttanza commutata; rotore interno vs esterno)
Potenza, velocità di base, coppia di picco/continua e profilo di funzionamento
Concetto di raffreddamento (aria, liquido, idrogeno, avvolgimenti raffreddati direttamente)
Classe di efficienza target / requisiti normativi
Ipotesi di volume e maturità (prototipo vs SOP, tasso di costruzione annuale)
Vincoli ambientali (grado di protezione IP, corrosione, urti/vibrazioni)
Livello di integrazione (fornitura di pile statore/rotore nude rispetto ad assiemi completamente avvolti e testati)
2. Decomposizione dello statore: Da "una voce" a una pila a costo zero
Se si esaminano gli studi sui costi basati sul teardown e le "CBOM" (distinte dei costi) dei motori degli OEM, si vedrà che il costo dello statore non è mai solo "statore - $X". Si tratta di un insieme di voci di costo strettamente correlate ma separabili: laminazioni, isolamento, rame, impregnazione, lavorazione e test.
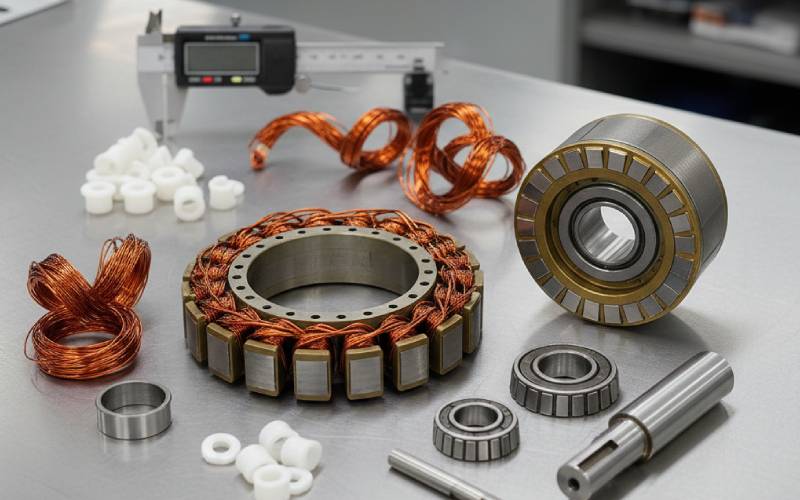
A livello fisico, quasi tutti gli statori moderni sono una qualche variante di:
Nucleo in un materiale sottile laminati elettrici-acciaiodi solito di 0,15-0,65 mm di spessore, impilati e incollati o incastrati tra loro.
Avvolgimenti (filo tondo, forcina o litz) inseriti nelle fessure, guidati da rivestimenti e cunei.
Sistema di isolamento (rivestimenti delle fessure, cunei, nastri, vernice/resina VPI) che devono sopravvivere a decenni di stress termico ed elettrico.
Una buona distinta base dei costi rende esplicite queste realtà fisiche. Invece di una vaga linea "statore", si modellano: la massa di acciaio grezzo e il fattore di scarto, l'ammortamento della pressa, il metodo di avvolgimento, il processo di impregnazione e il regime di test richiesto dalle specifiche del cliente.
Se si opera in modo corretto, è possibile porre domande informate come: "Cosa succederebbe se passassimo da anime segmentate a una semplice pila laminata?" o "Qual è il costo per punto percentuale di miglioramento del riempimento delle fessure?" e vedere le risposte nella CBOM piuttosto che in un'agitazione manuale.
Voci tipiche della distinta base dello statore (che meritano una riga a sé stante)
Acciaio per laminazione
Grado di acciaio elettrico (contenuto di Si, specifiche di perdita del nucleo)
Massa netta × fattore di scarto (scarti di punzonatura / rifilatura)
Spessore della laminazione (più sottile → minore perdita, maggiore costo del materiale e degli utensili)
Produzione di base
Costo di stampaggio/taglio laser per laminazione
Operazioni di incollaggio o incastro delle pile
Lavorazione/smerigliatura post-stack per tolleranza OD/ID e altezza dello stack
Avvolgimenti
Massa in rame (o alluminio) in base al fattore di riempimento della fessura e alla scelta del conduttore
Processo di avvolgimento (manuale, ad ago, a volantino, piegatura a forcina e saldatura)
Hardware per la terminazione dei conduttori (capicorda, barre collettrici, stivali isolanti)
Sistema di isolamento
Rivestimenti per fessure, cunei, separatori di fase (Nomex, mica, ecc.)
Consumo di resina per vernici o VPI e tempo di ciclo
Tempo ed energia di stagionatura/forno
Qualità e test
Sovratensione, hipot, scarica parziale, misura della resistenza
Controlli dimensionali e test di perdita del nucleo su pile di campioni
3. Distinta base del rotore: dove amano nascondersi costi e rischi
Se lo statore domina spesso il costo del rame, il rotore domina spesso il costo del rame. rischio: magneti che si muovono con i mercati delle materie prime, integrità meccanica ad alta velocità e resa produttiva.
Per le macchine a induzione, si può avere un rotore a gabbia di scoiattolo relativamente "semplice" - laminazioni e conduttori fusi o a barre - ma il processo di pressofusione o di brasatura delle barre e i requisiti di rettilineità e bilanciamento richiesti comportano comunque costi significativi.
Per i PMSM e le macchine BLDC, la pila del rotore è il punto in cui la distinta base risente di ogni impennata dei prezzi delle terre rare. Il volume del magnete, la qualità, il rivestimento, il metodo di ritenzione (guaine, barattoli, incapsulamento) e i requisiti di sovravelocità/burst si traducono in linee di costo concrete che dovrebbero stare in piedi da sole invece di nascondersi in un'unica voce "rotore - $Y".
A ciò si aggiungono l'albero, le chiavette, gli accoppiamenti e gli eventuali elementi di rilevamento della posizione integrati: tutti elementi piccoli singolarmente, ma di grande importanza se moltiplicati per il volume annuale.
Voci tipiche della distinta base del rotore
Laminazioni del rotore
Grado e spessore dell'acciaio elettrico (spesso più sottile per i progetti IR ad alta velocità)
Punzonatura/stampaggio più metodo di impilamento (saldato, incollato, interbloccato)
Passi di obliquità (pile di obliquità segmentate o schemi di punzonatura obliqui)
Sistema magnetico (PMSM / BLDC)
Materiale del magnete (NdFeB, ferrite, SmCo), grado e rivestimento
Volume del magnete e copertura dell'arco rispetto alla coppia richiesta
Ritenzione: manicotti (fibra di carbonio/acciaio), barattoli o ceramiche
Magnetizzazione e manipolazione (dispositivi, sicurezza, QA)
Sistema di conduttori (induzione/rotore avvolto)
Gabbia in rame o alluminio (fusione o barra + anello)
Lavorazione dell'anello terminale ed eventuale trattamento termico
Attrezzature e materiali di consumo per brasatura o fusione
Elementi meccanici
Forgiatura di alberi o barre, tornitura, rettifica
Chiavette, caratteristiche di bilanciamento, filettature
Anelli di ritenzione, calettatori e relativi utensili
Bilanciamento e test
Bilanciamento dinamico (tempo macchina, pesi di prova)
Prova di sovravelocità (se richiesta)
Misurazioni del runout e pacchetto di documentazione
4. Trasformare i pezzi in una distinta base con costi
Con lo statore e il rotore suddivisi in parti significative, il passo successivo è quello di esprimerli in una struttura CBOM coerente che collega quantità (kg, secondi, ore-macchina) a denaro. La maggior parte dei modelli di costo per i motori segue uno schema simile: ogni voce ha componenti di materiale, processo e spese generali, mentre gli utensili e la progettazione una tantum sono trattati separatamente e ammortizzati su un volume presunto.
Ecco una tabella semplificata che potete adattare direttamente al vostro foglio di distinta base. I numeri sono segnaposto: ciò che conta è la struttura:
Sottogruppo
Categoria dell'articolo
Voce di esempio
I principali fattori di costo
Note per l'utilizzo della CBOM statore/rotore
Statore
Materia prima
Laminati elettrici in acciaio
kg × prezzo/kg × fattore di scarto
Il fattore di scarto dipende dal modello di punzonatura e dall'efficienza del nest.
Statore
Conversione (lavoro)
Laminazione, timbratura e impilatura
Tempo di stampa, tempo dell'operatore, OEE
Legato al tonnellaggio della pressa e alle corse/min.
Statore
Materiale diretto
Avvolgimenti in rame
Riempimento delle fessure, scelta del conduttore, curva del prezzo del rame
Scenario del modello con Al al posto di Cu.
Statore
Processo
Avvolgimento e terminazione
Tempo di ciclo, livello di automazione
Distinguere le linee manuali da quelle robotizzate.
Statore
Processo
VPI / impregnazione
Massa della resina, tempo del serbatoio, tempo del forno
La dimensione dei lotti ha un effetto enorme sui costi.
Rotore
Materia prima
Magneti (NdFeB)
Volume × prezzo di qualità
Trattare il costo del magnete come un input di sensibilità separato.
Rotore
Conversione
Inserimento e polimerizzazione del magnete
Manipolazione, fissaggi, tempo di polimerizzazione
Includere la perdita di scarto/rendimento per la scheggiatura o la demolizione.
Rotore
Processo
Bilanciamento dinamico
Bilanciamento delle ore macchina
Spesso sorprendentemente grandi a basso volume.
Rotore
Materia prima
Albero e anelli di fissaggio
Grado del materiale, tolleranza di lavorazione
Attenzione alle tolleranze → costi di rilavorazione.
Condiviso
NRE/attrezzatura
Stampi per lo stampaggio, utensili per l'avvolgimento, maschere
Costo dell'utensile ÷ volume di vita
Mantenete questi elementi espliciti, non sepolti nelle "spese generali".
Una volta che questa struttura esiste, le conversazioni sui progetti "what-if" diventano modifiche al foglio di calcolo anziché discussioni: laminazioni più sottili, topologia del magnete diversa, denti dello statore segmentati: tutto ciò viene visualizzato come modifiche dei parametri e si può vedere l'impatto sul costo per kW o sul costo per Nm.
Errori comuni di CBOM che distorcono silenziosamente il costo dello statore/rotore
Far confluire il costo del magnete in un'unica linea di "assemblaggio del rotore" invece di tracciarlo esplicitamente
Ignorare i fattori di scarto di punzonatura/laminazione (soprattutto con forme complesse del dente)
Trattare i test di bilanciamento e di sovravelocità ad alta velocità come trascurabili invece che come linee di costo dedicate
Seppellire i costi di VPI e isolamento in un generico "lavoro di assemblaggio".
Dimenticando di ammortizzare gli investimenti in attrezzature e banchi di prova su volumi realistici (non il volume che si speranza per)
Utilizzando un unico "prezzo del rame" senza modellare la sensibilità al fattore di riempimento della fessura e alla scelta del conduttore
5. Un flusso di lavoro pratico da utilizzare domani
Per mettere insieme tutto questo in qualcosa di fattibile, è utile seguire un flusso di lavoro ripetibile piuttosto che reinventare il CBOM a ogni progetto. Consideratela come una lista di controllo da seguire con la progettazione, la produzione e l'acquisto nella stessa stanza (reale o virtuale).
Congelare la definizione del motore quanto basta. Acquisire topologia, valori nominali, raffreddamento e ipotesi di volume in una "carta dei motori" di una pagina.
Schizzare fisicamente lo statore e il rotore. Su una lavagna o in CAD, disegnate quali parti appartengono a quale sottoassieme. Tutto ciò che si può indicare ha una propria linea di distinta base.
Costruire lo scheletro CBOM. Partendo da una tabella come quella sopra riportata, si aggiungono le voci di costo specifiche dell'azienda (ad esempio, spese generali dello stabilimento, logistica, riserva di garanzia).
Parametrizzare la fisica. Collegare la massa della laminazione, la massa del rame, il volume del magnete e i tempi di ciclo ai modelli di progettazione elettromagnetica e meccanica, ove possibile, anche se tramite semplici approssimazioni analitiche o post-elaborazione FEM.
Inserite i dati dei fornitori e dei processi interni. Utilizzate quotazioni, prezzi di acquisto storici e tariffe delle ore macchina piuttosto che ipotesi; aggiornate periodicamente.
Eseguire le sensibilità, non i singoli punti. Trattare il prezzo del magnete, il prezzo del rame, il volume e i fattori di scarto come cursori e tracciare il modo in cui influiscono sul costo per unità e per kW.
Chiudere il cerchio con il design. Utilizzare il CBOM per argomentare design modifiche ("se accettiamo un diametro leggermente più grande, possiamo risparmiare 10% di volume del magnete passando al rotore esterno") piuttosto che cercare di ridurre di qualche centesimo i disegni fissi.
Se si segue questo schema, la "distinta base dei costi intorno allo statore e al rotore" smette di essere un artefatto contabile a posteriori e diventa uno strumento di progettazione: uno strumento che consente di ragionare chiaramente sulla destinazione di ogni dollaro, sul motivo per cui si trova lì e su come spostarlo senza rompere il motore.
E questo è il vero vantaggio competitivo: non solo conoscere il costo dello statore e del rotore, ma anche essere in grado di forma che il costo con l'intento ingegneristico.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.