Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Che cos'è la laminazione CRGO? (Spiegazione dell'acciaio elettrico laminato a freddo a grani orientati)
Laminazione CRGO è semplicemente la pratica di tagliare, rivestire e impilare l'acciaio elettrico a grani orientati in modo che il nucleo di un trasformatore muova il flusso in una direzione preferenziale con il minor spreco di energia possibile, compatibilmente con il budget, gli strumenti e la catena di approvvigionamento disponibili.
Indice dei contenuti
L'idea in una linea retta
L'acciaio laminato a freddo a grani orientati (CRGO) è semplicemente acciaio elettrico i cui grani sono allineati lungo la direzione di laminazione, e una "laminazione CRGO" è un pezzo di tale acciaio, punzonato o tagliato al laser, isolato singolarmente, quindi impilato in un nucleo in modo che il flusso segua principalmente la direzione di laminazione. Questo è tutto ciò che significa in linea di principio l'espressione: materiale orientato più geometria più processo, che lavorano insieme per mantenere basse le perdite nel nucleo e la corrente di magnetizzazione nei trasformatori di potenza e distribuzione.
Naturalmente, la realtà è più complessa di quella semplice frase.
Cosa significa realmente "laminazione" nella pratica
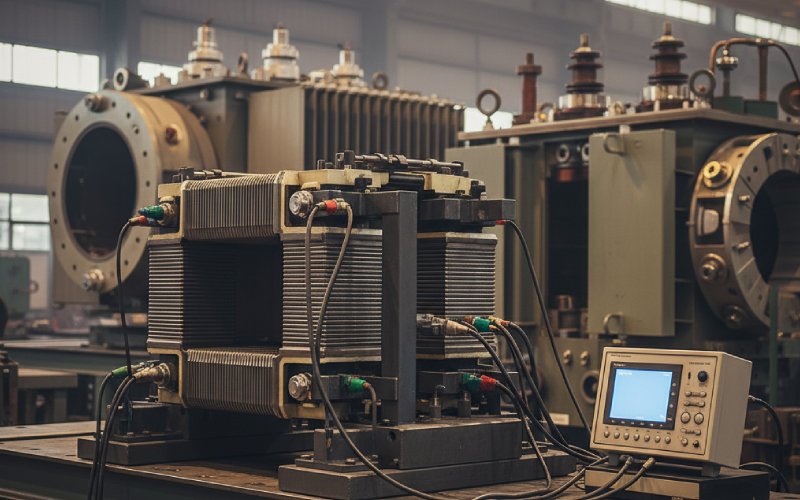
Quando vedete una pila ordinata di piastre E, I, C o step-lap in un negozio di trasformatori, quel CRGO ha già superato diversi filtri: lavorazione in fabbrica, taglio, isolamento e infine assemblaggio. Ognuna di queste fasi può rispettare l'orientamento delle fibre o distruggerne silenziosamente il vantaggio.
I laminatoi forniscono CRGO sotto forma di bobine con spessore, qualità e rivestimento specificati. Gli spessori comuni sono circa 0,23 mm, 0,27 mm e 0,30 mm, ciascuno legato a un obiettivo di perdita a 1,5 o 1,7 T e 50 Hz. Le bobine vengono tagliate in strisce strette e poi convertite in laminazioni mediante stampaggio o taglio laser, seguito da una combinazione di ricottura di distensione e impilamento.
Sui disegni e sulle schede tecniche sembra semplice: "CRGO M4, 0,27 mm, tipo di rivestimento X, max W/kg a 1,7 T". In officina, invece, è una lotta contro l'altezza delle bave, il disallineamento, i danni al rivestimento e le persone che pensano che sia normale piegare le lamine come se fossero acciaio dolce. La laminazione CRGO non riguarda tanto l'acronimo, quanto piuttosto la quantità di texture accuratamente prodotta dal laminatoio che effettivamente sopravvive al vostro processo.
Cosa cerca di ottenere la laminazione CRGO all'interno del nucleo
Se conosci già la teoria ufficiale, sai che nel CRGO i grani sono orientati in modo tale che il flusso preferisce la direzione di laminazione. Le schede tecniche mostrano i valori di perdita nel nucleo per strisce Epstein piatte, tagliate perfettamente lungo quella direzione. Ad esempio, un tipico acciaio orientato di tipo M4 con uno spessore di circa 0,27 mm può essere specificato con una perdita nel nucleo vicina o inferiore a circa 1,2-1,3 W/kg a 1,7 T, 50 Hz. Gli acciai di alta qualità e di tipo Hi-B avvicinano questi valori a 0,7-0,9 W/kg a seconda dello spessore.
Una volta tagliate le laminazioni e costruito un vero nucleo trifase, il flusso non rimane educatamente a 0°. Si piega agli angoli, entra obliquamente nei giunti, attraversa le zone in cui l'acciaio è effettivamente fuori angolo rispetto alla direzione di laminazione. I dati Hi-B di Nippon Steel, ad esempio, mostrano come modelli di giunti diversi producano differenze misurabili nella perdita locale e totale del nucleo anche con lo stesso materiale.
Quindi il vero compito della laminazione CRGO non è solo quello di ottenere "acciaio a bassa perdita". Si tratta di disporre le piastre, i giunti e gli spazi in modo tale che il percorso del flusso si sviluppi il più possibile nella direzione preferita, con una densità di flusso che il grado possa sopportare senza aumenti bruschi della perdita o del rumore.
Da bobina a laminazione a nucleo impilato (versione compressa)
Il lato laminatoio è per lo più fisso: laminazione primaria, decarburazione, ricristallizzazione primaria e poi ricristallizzazione secondaria per far crescere i grandi grani orientati Goss, seguiti da rivestimento e laminazione di tempra. È qui che nasce la parte "a grani orientati".
Sul lato della laminazione, le fasi importanti sono più strette e più brutali:
La striscia viene tagliata. Se si utilizza uno stampo, gli strumenti introducono sollecitazioni meccaniche e sbavature lungo il bordo tagliato; se si utilizza il taglio laser, si scambia la deformazione meccanica con l'impatto termico e la potenziale ossidazione dei bordi. L'articolo di Banmore Manufacturing illustra questo aspetto, ma da un punto di vista di marketing; in pratica, la scelta del metodo di taglio è un compromesso tra velocità, costo, qualità dei bordi e quanto si è disposti a pagare per la ricottura post-taglio.
Ogni laminazione è rivestita. I rivestimenti sono sottili strati inorganici o ibridi progettati per mantenere le laminazioni elettricamente isolate l'una dall'altra, per controllare la resistenza interlaminare e fornire un certo attrito di adesione durante l'impilamento. Se vengono rimossi o graffiati eccessivamente, le correnti parassite fluiscono liberamente attraverso la pila; se vengono lasciati irregolari, si ottengono zone calde e un fattore di laminazione imprevedibile.
Infine, le laminazioni vengono impilate in un nucleo: sovrapposizione a gradini, smussatura, giunzione di testa, avvolgimento, impilamento, talvolta ricottura. Ogni fase preserva la microstruttura del laminatoio o la sottopone a sollecitazioni aggiuntive e disorientamento locale. Le guide di produzione spesso elencano sette o otto fasi ben definite; nella realtà si tratta di un ciclo continuo di taglio, controllo, rilavorazione e regolazione dei modelli di impilamento fino a quando il test di perdita del nucleo assemblato non raggiunge i risultati promessi.
Manopole di design nascoste dietro la "laminazione CRGO"
Quando i progettisti dicono "usa laminati CRGO", in realtà stanno regolando diverse manopole indipendenti. Semplicemente, queste operazioni sono racchiuse in un'unica frase.
Il primo fattore da considerare è il grado e lo spessore. Per molti trasformatori di distribuzione di tipo a secco e a olio, si utilizzano acciai al silicio a grani orientati di grado M3 o M4 con uno spessore compreso tra 0,23 e 0,30 mm. Gli spessori più sottili riducono le correnti parassite e le perdite, ma aumentano lo sforzo di movimentazione del materiale, i costi e il numero di laminazioni in ogni pila. Per i trasformatori di potenza di fascia alta o i modelli compatti, i gradi di tipo Hi-B offrono perdite inferiori a parità di densità di flusso, ma sono più sensibili al taglio e alle sollecitazioni. La scelta tra CRGO "normale" e Hi-B non è una questione filosofica, ma di solito si tratta di un foglio di calcolo che mette a confronto il costo delle perdite a vuoto con il costo aggiuntivo dell'acciaio e della lavorazione per tutta la durata del trasformatore.
La seconda manopola è il modello di giunzione e taglio. Gli articoli sui tipi di laminazione CRGO parlano di tagli obliqui, tagli a diamante, disposizioni a gradini e vari modelli di intaglio utilizzati per allineare i rami e i gioghi. Da un punto di vista ingegneristico, ciò si riduce a quanto delicatamente si modifica la direzione del flusso nei punti di giunzione e con quale frequenza si forza il flusso a passare attraverso 90° o quasi. I nuclei a sovrapposizione con giunti smussati distribuiscono la svolta del flusso, mantengono più bassi i picchi di densità del flusso locale e di solito offrono una migliore perdita a vuoto e un rumore inferiore rispetto ai giunti di testa più semplici, a scapito di un taglio e un impilamento più complessi.
Il terzo fattore è il rivestimento e il fattore di laminazione. Anche un acciaio con perdite nel nucleo molto basse non fornirà le prestazioni nominali se il fattore di laminazione è scarso. Lo spessore del rivestimento, la consistenza, la qualità dell'indurimento e la quantità di danni meccanici durante la manipolazione influiscono tutti su questo valore. Le schede tecniche del laminatoio forniscono valori del fattore di laminazione intorno alla gamma 90%; i nuclei assemblati raramente raggiungono questi valori ideali, soprattutto se il taglio e l'impilaggio non sono controllati con precisione.
Il quarto fattore è la gestione delle sollecitazioni. Ogni punzonatura, serraggio e piegatura introduce sollecitazioni residue; le proprietà magnetiche del CRGO sono estremamente sensibili a questo fenomeno. Questo è il motivo per cui alcuni produttori sottolineano l'importanza di un ricottura finale di distensione del nucleo assemblato, in particolare per i progetti ad alta tensione o ad alto flusso. Se si salta questo passaggio, si finisce per pagare prezzi elevati per un prodotto che si comporta in modo simile ai gradi ordinari.
Laminazione CRGO rispetto ad altri materiali di base
In molti blog il confronto con il CRNO o il metallo amorfo viene affrontato in termini vaghi. Conoscete già la storia di base: acciaio al silicio a grani orientati per i nuclei dei trasformatori, non orientati per le macchine rotanti, amorfi per perdite molto basse. Il punto di vista più utile è quello di allineare ciò che questo significa numericamente per le laminazioni.
Sulla base dei recenti dati relativi ai trasformatori a secco, i valori tipici delle perdite nel nucleo a 1,5 T, 50 Hz sono approssimativamente i seguenti: CRGO (grado M3) circa 1,0-1,3 W/kg, CRGO Hi-B circa 0,7-0,9 W/kg, metallo amorfo circa 0,2-0,3 W/kg e CRNGO circa 2,0-2,5 W/kg. Allo stesso tempo, i nuclei amorfi utilizzano nastri molto sottili, in genere di circa 0,025 mm di spessore, che è all'incirca un decimo dello spessore comune delle lamine di acciaio al silicio. Lo spessore dei fogli CRGO è più comunemente compreso nell'intervallo 0,23-0,30 mm, con tabelle di gradi specifici che collegano ogni spessore a una coppia di valori di perdita a 1,5 e 1,7 T.
Mettendo insieme queste idee si ottiene un confronto più orientato alla laminazione:
Materiale del nucleo (tipico)
Spessore approssimativo della laminazione/del nastro
Perdita tipica del nucleo a 1,5 T, 50 Hz (W/kg)
Ruolo abituale nelle apparecchiature di alimentazione
Note sul lato laminazione
CRGO, acciaio al silicio orientato di tipo M3
Foglio da 0,23–0,27 mm
Circa 1,0–1,3
Distribuzione standard e numerosi trasformatori di potenza
Equilibrio tra costo, lavorabilità e perdita; tollera sollecitazioni moderate durante la lavorazione se i giunti e i rivestimenti sono ben controllati.
CRGO, Hi-B o qualità premium
Foglio da 0,23–0,27 mm
Circa 0,7–0,9
Nuclei ad alta efficienza o alta tensione
Richiede un taglio accurato, una bassa altezza delle bave e spesso una ricottura di distensione per mantenere i valori di perdita promessi.
CRNGO (acciaio al silicio non orientato)
Lamiera da 0,35–0,50 mm
Circa 2,0–2,5
Macchine rotanti, piccoli trasformatori
La perdita è maggiore, ma le proprietà sono più uniformi in tutte le direzioni, il che è utile per i modelli di flusso rotanti.
Lega metallica amorfa
Nastro da ≈0,025 mm, avvolto
Circa 0,2–0,3
Trasformatori di distribuzione ad alta efficienza
Perdita estremamente bassa ma meccanicamente duro e sottile; molti più strati, tecnologia a nucleo avvolto e diversi metodi di manipolazione.
Per chi specifica laminati CRGO, questa tabella dice una cosa semplice: ti trovi in una posizione intermedia. I laminati CRGO non eguagliano i nastri amorfi in termini di perdita a vuoto, ma sono più facili da tagliare, impilare e fissare in forme complesse, specialmente a potenze e tensioni elevate.
Cosa rende "buona" una laminazione CRGO al di là delle parole alla moda
Una buona laminazione CRGO non consiste solo nell'acquistare bobine di alta qualità. Si manifesta in piccoli dettagli misurabili.
Il controllo delle sbavature è fondamentale. L'altezza delle sbavature influisce sul flusso locale e aumenta le perdite intorno ai giunti. Le linee guida più rigorose per la gestione del CRGO fissano limiti stretti alle sbavature accettabili e raccomandano processi per controllarle. I programmi di affilatura degli utensili, il gioco di stampaggio e i metodi di sbavatura finiscono per essere visibili nei risultati dei test di perdita a vuoto.
Il prossimo passo è l'orientamento del taglio. Molte officine continuano ancora oggi a tagliare occasionalmente i pezzi con angoli non ottimali per risparmiare materiale. Ogni grado di scarto rispetto alla direzione di laminazione aumenta la perdita e la corrente di magnetizzazione, specialmente nei gradi Hi-B dove la struttura è più resistente. I cataloghi delle laminatoi e le brochure tecniche mostrano quanto aumenti drasticamente la perdita quando la direzione di magnetizzazione si allontana dalla direzione di laminazione, quindi la strategia di nesting e scarto è intrinsecamente una scelta di progettazione magnetica.
L'integrità del rivestimento è un fattore silenzioso ma importante. Rivestimenti graffiati, troppo cotti o contaminati riducono la resistenza interlaminare. Nei nuclei assemblati ciò si traduce in una perdita di correnti parassite superiore a quella prevista dalle misurazioni su singoli fogli. I rivestimenti moderni sono formulati per garantire resistenza alle alte temperature e buona adesione, ma non sono invulnerabili a manipolazioni aggressive, contaminazione da olio o impilamento approssimativo.
Infine, il modello di impilamento stesso. Che si utilizzino semplici giunti sovrapposti o complesse sequenze di giunti sfalsati, il modo in cui le lamine sono disposte agli angoli determina quanto il nucleo assemblato si avvicini ai valori W/kg del laminatoio. Le dimostrazioni di trasformatori modello con diversi metodi di giunzione mostrano chiare differenze sia nella perdita totale che nei punti caldi locali, anche con acciaio identico. Il materiale è lo stesso, ma la strategia di laminazione non lo è.
Come considerare la laminazione CRGO quando si redige una specifica o si esegue un disegno
Poiché conosci già le caratteristiche fondamentali del materiale, il vero valore di una specifica sta nel descrivere come ti aspetti che si comportino le laminazioni, non solo di cosa sono fatte.
Spesso è utile specificare i requisiti di perdita per il nucleo assemblato, non solo per l'acciaio. Ad esempio, specificare che "la perdita del nucleo del trasformatore con serbatoio alla tensione e frequenza nominali non deve superare X W a Y °C" è più rigoroso rispetto alla semplice indicazione "grado CRGO 23HP90 o superiore", perché impone che il processo di laminazione sia parte integrante della garanzia. Le tabelle dei gradi, come quelle pubblicate per i gradi BIS/ISI CRGO, mostrano lo spessore e il massimo W/kg per grado e sono un buon punto di partenza per impostare tali valori.
È inoltre possibile controllare la qualità della laminazione con semplici vincoli verificabili: altezza massima delle sbavature, taglio fuori angolo massimo consentito rispetto alla direzione di laminazione, fattore di laminazione minimo per il nucleo assemblato, necessità o meno di un trattamento termico finale di distensione per determinate potenze nominali, modelli di giunzione consentiti. Nessuno di questi aspetti richiede lunghe disquisizioni: poche righe chiare nelle note del disegno spesso guidano la produzione più di un altro paragrafo di testo di marketing.
E poi c'è la realtà della catena di approvvigionamento. Esiste un CRGO secondario o "oleoso" che può essere interessante per ragioni di costo, in particolare nelle applicazioni a bassa potenza o meno critiche. Gli articoli dei fornitori di laminati discutono esplicitamente come vengono scelti i diversi tipi di laminazione e le qualità dei fogli per il CRGO primario rispetto a quello secondario. Se si consente l'uso di tale materiale, le specifiche dovrebbero indicare dove è accettabile e quali test devono comunque essere soddisfatti. Altrimenti si potrebbero avere delle sorprese.
Conclusione
Ma cos'è la laminazione CRGO? Non si tratta solo di un tipo di materiale. È la combinazione di acciaio elettrico orientato, spessore, rivestimento, metodo di taglio, geometria dei giunti e controllo delle sollecitazioni che determina se il nucleo del trasformatore si comporta effettivamente come indicato dai valori W/kg forniti dal produttore o se, una volta assemblato, presenta scostamenti percentuali dell'ordine di decine di punti percentuali.
Una volta che la si vede in questo modo, le conversazioni smettono di essere "CRGO contro qualcos'altro" e diventano "quali scelte di laminazione offrono il profilo di perdita, livello sonoro e costo con cui possiamo convivere". Questa è una domanda molto più utile quando si approva un progetto reale, non solo quando si legge una brochure.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.