Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
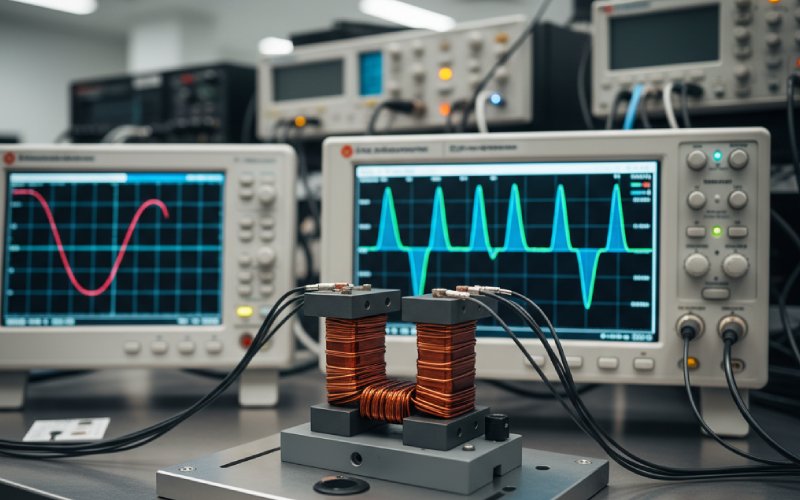
Permeabilità della laminazione CRGO e curva B-H: come interpretare i dati
Se si acquista Pile di laminazione CRGO o firmare i progetti dei nuclei dei trasformatori, probabilmente passate più tempo di quanto vogliate a guardare le curve B-H e le tabelle "µ". Le basi sono chiare. La parte difficile è trasformare le curve delle schede tecniche in decisioni di acquisto e margini pratici.
Questa guida è breve e si concentra su ciò che cambia effettivamente quando si sceglie una pila di laminazione piuttosto che un'altra.
Indice dei contenuti
1. Da dove proviene la curva B-H sulla scheda tecnica del CRGO
La maggior parte dei numeri di B-H e di permeabilità dei CRGO che si vedono nelle offerte di laminazione provengono da:
Campioni di strisce testati in un telaio di Epstein secondo gli standard IEC / JIS / ASTM
Solo in direzione longitudinale (rotolamento)
Rilievo delle sollecitazioni ricotto prima della misurazione
Una o due densità di flusso fisse, di solito 1,5 T e/o 1,7 T, a 50 o 60 Hz
POSCO, JFE, Nippon Steel e altri dichiarano esattamente questo nei loro cataloghi: la perdita e l'induzione dell'anima sono misurate dopo la ricottura sotto sforzo, principalmente lungo la direzione di laminazione, e di solito sono indicate come W15/50 o W17/50 (perdita a 1,5 T o 1,7 T, 50 Hz).
Quindi la curva B-H "liscia" che si vede è:
Unidimensionale (senza angoli, senza giunture)
Allineamento perfetto delle venature
Nessuna bava di punzonatura
Nessuna pressione di serraggio, nessuna sollecitazione del serbatoio
Nessuna lacuna, tranne i giunti di Epstein idealizzati.
Adatto per confrontare gli acciai. Non è la stessa cosa dell'anima impilata.
2. Permeabilità del CRGO: materiale µ vs pila µ
Gli strumenti di progettazione di solito parlano di materiale permeabilità relativa µr o permeabilità iniziale. Le schede tecniche riportano:
µ a un dato H (ad esempio, a 800 A/m)
Oppure un µ "effettivo" tra due punti della curva B-H
I gradi Hi-B possono mostrare valori µ ben superiori a 30 000 nella direzione di laminazione.
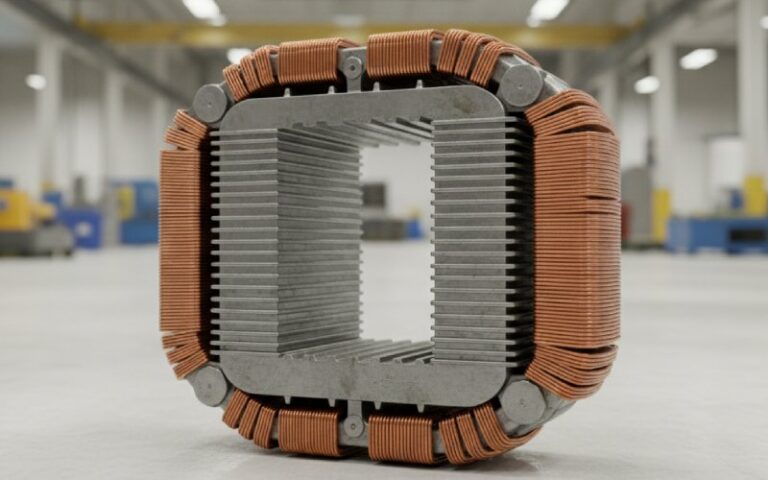
Ma ciò che si costruisce in realtà è un pila:
Ogni foglio è dotato di un rivestimento isolante
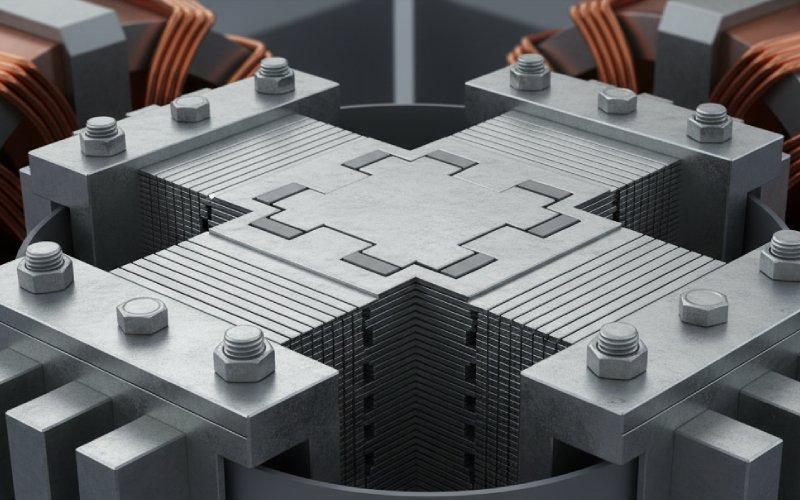
Si tratta di giunti a gradini o a spigolo vivo
Ci sono vuoti d'aria tra i pacchetti
La punzonatura e la piegatura aggiungono stress
Il fattore di impilamento si assesta intorno a 95-97 %, a volte meno se il controllo della bava è scarso.
Ciò significa che il µ effettivo della pila di laminazione è sempre inferiore al materiale µ. Quanto inferiore dipende da:
Spessore e consistenza del rivestimento
Pressione della pila
Design del giunto (step-lap vs. butt)
Pratica di taglio e ricottura
Se la direzione delle venature è rispettata in ogni arto e giogo
Se confrontate i fornitori solo sulla base del catalogo µ, state confrontando qualcosa che non vedrete mai in funzione.
3. Come leggere effettivamente la curva B-H quando si scelgono le pile di laminazione CRGO
Gli ingegneri sanno che la curva B-H è semplicemente B in funzione di H con isteresi. La domanda da porsi in questo caso è: quali parti di questa curva dovrebbero guidare l'acquisto della laminazione?
Utilizzatelo come ordine di lettura rapido.
3.1 Controllare innanzitutto il punto di prova e la notazione
W15/50 = perdita del nucleo a 1.5 T, 50 Hz
W17/50 = perdita del nucleo a 1.7 T, 50 Hz
Se un fornitore indica W15/50 e un altro W17/50, o mescola 50 Hz e 60 Hz, non è possibile confrontare direttamente le loro curve. Decidete una condizione di riferimento (spesso 1,5 T, 50 Hz per i trasformatori di distribuzione) e chiedete a tutti di fornire dati per quel punto.
Controllare anche:
Se i valori sono "massimi garantiti" o "tipici".
Se la curva è prima o dopo la ricottura sotto sforzo
Che sia longitudinale, trasversale o un mix di entrambe le direzioni
Senza questo, la più bella trama di B-H ci dice ben poco.
3.2 Allineare la curva con la propria funzionamento effettivo B
La maggior parte dei moderni gradi Hi-B CRGO opera a circa 1,7-1,9 T nella direzione di laminazione, con perdite d'anima di circa 0,7-1,0 W/kg a 1,5 T, 50 Hz per gli spessori più sottili (0,23-0,27 mm).
Il vostro progetto potrebbe trovarsi a:
1,5-1,6 T per progetti di distribuzione conservativi
1,7-1,8 T nei trasformatori di potenza più compatti
Picchi locali più elevati in corrispondenza dei giunti
Quando si osserva una curva B-H:
Contrassegnate il vostro valore nominale B sulla curva.
Vedere di quale H ha bisogno il materiale in quel momento.
Convertire questa H in corrente di magnetizzazione e confrontarla con il budget di corrente a vuoto.
Se il vostro B operativo si trova sulla parte molto ripida della curva, state scommettendo su uno stretto controllo della produzione. Alcuni progetti possono accettare questa scommessa. Molti progetti di utilità non possono accettarla.
3.3 Osservare l'ampiezza del ciclo di isteresi, non solo i singoli numeri µ
Il area all'interno dell'anello B-H si lega direttamente alla perdita per isteresi. Area più grande, perdita del nucleo più elevata a parità di B e frequenza.
Due acciai possono avere µ simili a 1,7 T ma forme del ciclo molto diverse:
Anello stretto: perdita di isteresi inferiore, perdita a vuoto inferiore
Anello largo: più perdite, più riscaldamento a parità di flusso
Quando si vedono solo µ o pochi numeri di perdita, chiedere al fornitore:
Una famiglia di loop B-H a diversi picchi B
O almeno curve di perdita contro B, non solo due punti fissi.
È il forma che ci dice del comportamento in caso di spunto, sovraeccitazione e funzionamento fuori frequenza, non un dato di permeabilità.
4. Numeri tipici della scheda tecnica CRGO contro la realtà della pila
Ecco un modo compatto per leggere i numeri più comuni su cui si confrontano acquirenti e ingegneri.
Tabella 1 - Lettura dei dati B-H e di permeabilità del CRGO per le decisioni sulla pila di laminazione
Campo della scheda tecnica
Gamma Hi-B CRGO tipica*
Cosa significa realmente in una pila di laminazione
Come si legge l'acquisto
Spessore
0,23-0,30 mm
Più sottile = minore perdita di disturbo, ma più fogli e maggiore sforzo di taglio
Il salto di prezzo da 0,30 a 0,23 mm non è dovuto solo al materiale; verificare la capacità di punzonatura e la politica di scarto.
Bmax (direzione di rotolamento)
1,7-1,9 T alla tensione nominale
Imposta la dimensione fisica del nucleo per un determinato kVA; un valore B più alto riduce il nucleo ma restringe i margini.
Chiedete dove il mulino si aspetta che operiate: "design B" come gruppo, non come numero unico.
Perdita del nucleo P1,5/50
~0,7-1,2 W/kg per i moderni gradi Hi-B
La pila sarà peggiore a causa delle giunzioni, delle bave e dello stress; aggiungete 10-20 % come verifica della correttezza.
Utilizzate le stesse condizioni di test per tutti i fornitori; trattate i numeri insolitamente bassi con scetticismo e chiedete i rapporti di prova.
Permeabilità relativa µr a 1,7 T
Spesso quotato >30 000 in direzione di rotolamento
Il µ effettivo della pila può essere pari a 60-80 % di questo, una volta che si includono le lacune e i rivestimenti.
Utilizzare µ per escludere il materiale chiaramente inferiore; affidarsi a test di stack per finalizzare il fornitore.
Corrente di magnetizzazione a B nominale (tipica)
Monofase: spesso 0,3-0,7 % della corrente nominale per progetti validi
Sensibile sia alla qualità dell'acciaio che alla finitura della laminazione/assemblaggio
Trattare i grandi divari tra i fornitori come un avvertimento di processo, non solo come una differenza materiale.
Fattore di impilamento
95-97 % per pile CRGO di buona qualità
Il resto è aria e rivestimento; un fattore di impilamento insufficiente gonfia la lunghezza del percorso effettivo e le perdite
Includere nell'RFQ un fattore di impilamento minimo, non solo la qualità dell'acciaio.
*Gli intervalli sono solo indicativi e devono essere verificati in base alla scheda tecnica del mulino e alle proprie regole di progettazione.
5. Perché la curva B-H misurata non corrisponde mai alla brochure
Anche con lo stesso acciaio, la corrente di magnetizzazione o la perdita del nucleo misurate si discosteranno dalle curve B-H "ufficiali". I motivi principali sono:
Sollecitazioni da punzonatura e piegatura L'acciaio a grani orientati è molto sensibile alle sollecitazioni meccaniche; la punzonatura, la piegatura e persino il serraggio modificano la struttura del dominio e riducono la permeabilità.
Perdita dei vantaggi del perfezionamento del dominio Il CRGO raffinato per domini mostra una perdita minore e una maggiore permeabilità, ma la ricottura ripetuta e la manipolazione approssimativa possono cancellare parte di questi vantaggi.
Errori di anisotropia e di direzione dei grani Le proprietà magnetiche in direzione trasversale sono molto peggiori rispetto a quelle lungo la laminazione; ruotando una laminazione nel modo sbagliato in un arto o in un giogo si può rovinare la pila µ in quella regione.
Progettazione di giunti e lacune Le giunzioni step-lap riducono la saturazione e le perdite locali, ma solo se vengono rispettati il passo del giro, la lunghezza della sovrapposizione e la tolleranza di taglio. Un controllo insufficiente apre localmente l'anello B-H e crea punti caldi.
Rivestimento e fattore di impilamento Un rivestimento o una bava molto spessa riducono il fattore di impilamento e introducono un traferro più efficace. Questo sposta l'intero punto di funzionamento verso un H più alto a parità di B.
Se non vedete mai i rapporti di prova del fornitore su pile di laminazione effettive, ma solo su acciaio nudo, vi state perdendo la parte più importante.
6. Un semplice flusso di lavoro: ingegnere + acquisti leggono gli stessi dati B-H
Non è necessaria una routine complessa. Di solito è sufficiente una breve lista di controllo che possa essere utilizzata sia dagli ingegneri che dagli addetti agli acquisti.
Fase 1 - Bloccare la condizione di riferimento
Scegliere un riferimento: ad esempio P1,5/50 e curva B-H fino a 1,8 T a 50 Hz.
Chiedete a ogni fornitore di fornire i dati in questa forma esatta, con il metodo di prova e lo standard annotati.
In questo modo si elimina metà della confusione.
Fase 2 - Tracciare il punto di progetto su ogni curva B-H
Mettere il B nominale e il B di sovraeccitazione (diciamo 110-120 di tensione %) sulla curva del fornitore.
Si noti la corrispondente corrente magnetizzante H e la stima della corrente magnetizzante
Segnalate tutti gli acciai in cui il vostro massimo B è già molto vicino alla saturazione del ginocchio.
Gli acquisti non hanno bisogno di fare i conti, ma solo di un semplice "OK / stretto / rischioso" da parte del team di progettazione.
Fase 3 - Confronto delle curve di perdita sulla banda operativa
Invece di solo P1,5/50, chiedere perdita rispetto a B fino al flusso massimo. Poi, per ogni acciaio candidato:
Controllare la perdita al valore nominale B
Controllare la perdita per sovraeccitazione B
Chiedere se questi valori sono "massimi garantiti" o "tipici".
A volte un acciaio con una perdita leggermente superiore a 1,5 T si comporta meglio nella banda 1,6-1,7 T in cui il nucleo funziona effettivamente.
Fase 4 - Richiedere i risultati dei test a livello di stack
Chiedere al fornitore di laminazione di fornire almeno una dimensione di riferimento per l'anima:
Perdita a vuoto e corrente di magnetizzazione alla tensione nominale
Fattore di impilamento misurato
Foto o disegni dell'effettivo schema a gradini e della costruzione dell'arto
Questo ci dice molto di più sulla punzonatura, la sbavatura e l'assemblaggio di qualsiasi curva B-H isolata.
Fase 5 - Congelare una "scheda tecnica per pile", non solo per l'acciaio
Una volta scelto il fornitore, inserite le vostre specifiche interne:
Grado e spessore
Limiti target P1.5/50 e P1.7/50
Fattore di impilamento minimo
Tipo di giunto e tolleranze di taglio
Perdita e corrente a livello di stack richieste per uno o due progetti di riferimento
In questo modo il team di acquisto può eseguire le future RFQ sulla base di queste specifiche senza dover rifare ogni volta i compiti magnetici.
7. FAQ: Curve B-H, permeabilità e stack di laminazione CRGO
Q1. Perché due mulini con lo stesso nome di grado mostrano curve B-H diverse?
Le etichette di grado come "M3" o "M5" hanno un significato generale, ma ogni cartiera ha la propria chimica, il proprio controllo della struttura e la propria tolleranza di spessore. Norme come la IS 3024 o la EN 10107 definiscono i limiti di perdita; le cartiere si fanno quindi concorrenza scendendo al di sotto di tali limiti con i propri processi.
Q2. Posso confrontare i numeri di permeabilità direttamente tra i mulini?
Solo se le condizioni di prova corrispondono. Il µ misurato a 5000 A/m non corrisponde al µ dedotto intorno a 1,5 T. Verificare sempre: Standard di prova (IEC 60404-2, JIS, ASTM) Livello H o B in cui viene calcolato µ Se il campione è stato ricotto sotto stress Se uno di questi differisce, utilizzare i numeri solo come screening approssimativo.
Q3. La perdita del nucleo misurata è superiore di 15 % rispetto alla scheda tecnica. L'acciaio è scadente?
Non necessariamente. Differenze di 10-20 % tra il test di Epstein e il nucleo finito sono comuni una volta che si includono i giunti, le sollecitazioni e il fattore di impilamento. Se il divario è maggiore, controllare: Altezza della fresa e pratica di sbavatura Se l'assemblaggio ha seguito lo schema a gradini previsto Se la pila è stata sottoposta a una corretta ricottura di riduzione delle sollecitazioni
Q4. Per gli acquisti, la perdita minore è sempre la scelta giusta?
Non sempre. Un grado di perdita leggermente superiore, stabile e ampiamente disponibile, può essere una scelta più sicura di un grado di nicchia a bassa perdita con lunghi tempi di consegna. Considerare anche: Costo del rame aggiuntivo e delle dimensioni del serbatoio se si sceglie un acciaio di qualità inferiore Strategia di stoccaggio e disponibilità da più stabilimenti Il vostro punto di funzionamento tipico; se i vostri core funzionano a 1,5 T, un acciaio ottimizzato per 1,8-1,9 T potrebbe non ripagare il suo costo.
Q5. Posso mescolare i gradi CRGO all'interno di un'anima per risparmiare sui costi?
Tecnicamente possibile, ma complica la previsione della corrente di magnetizzazione e del riscaldamento locale. La miscelazione dei gradi nei gioghi rispetto agli arti sposta la distribuzione del flusso e rende il comportamento B-H meno prevedibile, soprattutto durante la fase di spunto. Se dovete mescolare, fatelo in modo controllato e documentato e testate nuovamente le perdite su un prototipo completo.
Q6. Lo spessore della laminazione ha importanza se la curva B-H sembra corretta?
Sì. La perdita per correnti parassite scala con lo spessore al quadrato, quindi passare da 0,30 mm a 0,23 mm può ridurre significativamente la perdita per correnti parassite a parità di B e frequenza. Se il progetto funziona a frequenze più elevate, lo spessore è spesso più importante di piccole differenze di µ tra gradi simili.
Q7. Cosa deve contenere una RFQ per le pile di laminazione CRGO, oltre al prezzo?
Come minimo: Grado e spessore dell'acciaio Obiettivo P1.5/50 (e P1.7/50 se pertinente) Curva B-H fino al vostro massimo B, con standard di prova indicato Fattore di impilamento minimo e altezza massima della bava Schema di sovrapposizione a gradini e tolleranza sulla sovrapposizione Requisiti per la perdita a vuoto e la corrente magnetizzante a livello di stack su un nucleo di riferimento Con questi dati nell'RFQ, sia gli ingegneri che gli acquirenti possono leggere la stessa curva B-H e prendere la stessa decisione, senza indovinare cosa si nasconde dietro un singolo numero di permeabilità.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.