Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Laminazioni dei motori dei droni: Ottimizzazione dell'efficienza in presenza di limiti di peso stringenti
Ogni grammo di un drone è preso in prestito dal tempo di volo. Questo semplice fatto rende la progettazione di stack di laminazione per i motori dei droni uno dei problemi ingegneristici più difficili da affrontare in produzione. Non si può semplicemente ridimensionare il nucleo di un motore automobilistico e chiudere la questione. I vincoli sono diversi. La fisica non si preoccupa dei vostri tempi.
Questo post illustra ciò che abbiamo imparato correndo pile di laminazione personalizzate per motori BLDC di droni per micro piattaforme FPV, irroratori agricoli e UAV industriali di medie dimensioni. Esamineremo i compromessi tra i materiali, la selezione dei calibri, la geometria delle asole, i metodi di impilamento e alcuni punti in cui la saggezza convenzionale sbaglia.
Indice dei contenuti
Perché le laminazioni dei droni sono un problema diverso
Un tipico motore industriale funziona a carico fisso, magari a 1500 giri/min, per anni. Il motore di un drone raggiunge i 25.000 giri al minuto, scende in hovering e torna a dare il massimo, il tutto in pochi secondi. La frequenza elettrica è elevata. Il ciclo di lavoro è brutale. E lo statore potrebbe pesare 12 grammi.
Ciò significa che:
La perdita del nucleo ad alta frequenza domina - Le perdite per correnti parassite scalano con il quadrato dello spessore della laminazione. Ciò che è accettabile a 0,35 mm in un motore di ascensore diventa un disastro in uno statore di drone a 14 poli che funziona a 1.200 Hz elettrici.
La massa termica è minima - non c'è un alloggiamento in cui far affondare il calore. Lo statore è il serbatoio termico.
Ogni decisione strutturale aggiunge peso - cordoni di saldatura, linguette di interblocco, eccessivo rivestimento epossidico: tutto si riflette sul rapporto spinta/peso.
Quindi la pila di laminazione deve fare di più con meno.
In conclusione: Le laminazioni dei motori dei droni funzionano a una frequenza elettrica da 5 a 20 volte superiore a quella dei tipici motori industriali, in un pacchetto con un margine termico sostanzialmente nullo. La pratica di laminazione industriale standard non si trasferisce.
Selezione del materiale: Il triangolo calibro-perdita-peso
Scegliere l'acciaio elettrico giusto per un motore di drone non è un esercizio da scheda tecnica. Si tratta di una negoziazione a tre vie tra spessore del calibro, perdita del nucleo per chilogrammo e lavorabilità a piccoli diametri.
Acciaio al silicio: I gradi per il lavoro
La maggior parte degli statori per motori di droni che produciamo utilizza acciaio al silicio non orientato con spessori di 0,2 mm o 0,1 mm. Alle frequenze elettriche dei motori per droni (in genere da 400 Hz a 1.500 Hz, a seconda del numero di poli e del numero di giri), le laminazioni più sottili riducono notevolmente le perdite per correnti parassite.
La matematica è semplice. La perdita di corrente parassita è proporzionale a t^2 f^2 B^2, dove t è lo spessore della laminazione, f la frequenza e B la densità di flusso. Se si passa da 0,35 mm a 0,2 mm, la perdita per correnti parassite diminuisce di circa 67%. Passando a 0,1 mm, si ottiene una riduzione di circa 92% rispetto a 0,35 mm, solo per la componente di corrente parassita.
Ma più sottile non è gratis. A 0,1 mm, l'acciaio diventa più difficile da timbrare in modo pulito. Il controllo delle bave diventa più stretto. L'usura degli stampi accelera. E il fattore di impilamento diminuisce: si impilano più fogli con più strati isolanti per unità di altezza, quindi la sezione trasversale magnetica effettiva si riduce. Sulle nostre linee di stampaggio da 0,1 mm, manteniamo l'altezza della bava sotto i 15 µm per l'intera produzione, il che richiede profili di gioco dello stampo dedicati e un'ispezione ottica in linea a ogni 500° corsa. Questo livello di controllo del processo è il costo del gioco a questo calibro.
Quando il ferro cobalto ha senso (e quando no)
Le leghe di cobalto-ferro raggiungono densità di flusso di saturazione intorno a 2,35 T, rispetto a circa 1,8-2,0 T dell'acciaio al silicio. Ciò significa che è possibile spingere più flusso attraverso una sezione trasversale più piccola, il che si traduce direttamente in uno statore più leggero e compatto a parità di coppia erogata.
Abbiamo eseguito lamine in ferro di cobalto per programmi di droni speciali, in genere UAV adiacenti all'aerospazio con budget di carico utile a una sola cifra di grammi. Il costo del materiale è 8-12 volte superiore a quello dell'acciaio al silicio. È fragile. Richiede distanze diverse tra gli stampi, velocità di stampaggio più basse e ricottura in atmosfera controllata.
Per la maggior parte dei motori di droni commerciali? Non ne vale la pena. Il risparmio di peso su uno statore da 20 mm di diametro esterno potrebbe essere di 2-3 grammi. L'aumento del costo rende l'intero motore non competitivo. Conservate il ferro di cobalto per i programmi in cui il budget per il peso è esistenzialmente limitato.
Leghe amorfe: L'anomalia
Le strisce amorfe a 0,025 mm hanno una perdita di nucleo assurdamente bassa - 70-90% in meno rispetto all'acciaio al silicio. Hanno anche una densità di flusso di saturazione di soli 1,56 T circa, sono fragili dopo la ricottura e non possono essere stampati con i tradizionali stampi progressivi.
Produciamo nuclei amorfi per motori di droni tramite taglio a filo-EDM, ma solo per prototipi e programmi OEM a basso volume. I tempi e i costi di lavorazione rendono oggi impraticabile la produzione di massa. Osservate questo spazio tra 3-5 anni, ma non progettate la vostra prossima linea di prodotti su di esso.
In conclusione, per i progettisti: L'acciaio al silicio non orientato da 0,20 mm è il punto di partenza giusto per i 90% programmi di motori per droni commerciali. Passare a 0,10 mm per le piattaforme da competizione o di qualità superiore, dove l'efficienza giustifica il costo. Il ferro cobalto e le leghe amorfe sono casi limite, reali ma limitati.
Calibro di laminazione e frequenza del motore: Un riferimento per la produzione
Questa tabella riflette ciò che viene effettivamente eseguito in produzione, non ideali teorici. Si basa su centinaia di programmi di anime di statori OEM negli ultimi anni.
Configurazione del motore
Frequenza elettrica tipica
Calibro di laminazione consigliato
Riduzione della perdita del nucleo rispetto a 0,35 mm
Note di produzione
12N14P, micro FPV (< 25 mm OD)
800-1.500 Hz
0,10 mm
~85-92% (componente a correnti parassite)
Richiede uno stampo progressivo di precisione; fattore di impilamento ~0,93; altezza della bava controllata < 15 µm
12N14P, di medie dimensioni (25-40 mm OD)
600-1.200 Hz
0,15-0,20 mm
~65-80%
Punto di forza per la produzione in serie; buona durata dello stampo; compatibile con l'incollaggio e l'incastro
9N12P, agricoltura/industria
400-800 Hz
0,20-0,25 mm
~50-65%
Applicazione di coppie più elevate; i denti più larghi tollerano lam più spesse
24N22P, sollevamento pesante (> 50 mm OD)
300-600 Hz
0,20-0,35 mm
~30-55%
Una frequenza più bassa consente un calibro più spesso; una decisione dettata dai costi
Il grado 0,20 mm è al centro della maggior parte dei programmi per droni che gestiamo. È abbastanza spessa da poter stampare in modo affidabile ad alta velocità, abbastanza sottile da mantenere le perdite gestibili fino a circa 1.000 Hz e ampiamente disponibile presso diverse acciaierie. Manteniamo la tracciabilità dei materiali su tutte le bobine in arrivo: ogni lotto viene testato per la tolleranza dello spessore (±0,005 mm), la perdita di Epstein a 400 Hz/1,0 T e la resistenza dell'isolamento superficiale prima di entrare nella linea di stampaggio.
Combinazioni di slot e poli: Dove la geometria incontra i grammi
I motori dei droni sono quasi universalmente BLDC a rotore esterno con avvolgimenti concentrati a scanalature frazionali. Il rotore gira intorno allo statore, i magneti sono all'interno della campana e i denti dello statore sono rivolti verso l'esterno. Questa topologia favorisce un'elevata densità di coppia a bassa velocità, esattamente ciò che vuole un'elica.
Le due configurazioni dominanti nel mondo dei droni:
12 slot / 14 poli (12N14P) - Il difetto. Buon fattore di avvolgimento (~0,933), coppia di ingranamento gestibile, eccellente densità di coppia per la sua classe di dimensioni. Utilizzato nelle piattaforme FPV da competizione, freestyle e commerciali leggere.
9 slot / 12 poli (9N12P) - Statore più semplice, denti più larghi, ondulazione di coppia leggermente superiore. Comune nelle micro piattaforme e nei motori economici. Un minor numero di scanalature significa un avvolgimento più semplice, ma un controllo del campo magnetico più grossolano.
Dal punto di vista della laminazione, la scelta della scanalatura del polo vincola la larghezza del dente. I denti più stretti (più fessure) si saturano più facilmente, soprattutto in corrispondenza delle punte dei denti, dove la concentrazione di flusso è maggiore. Se si utilizzano laminazioni da 0,1 mm con un fattore di impilamento di 0,93, la sezione trasversale effettiva dei denti si riduce ulteriormente. Abbiamo visto casi in cui un motore progettato sulla carta con una densità di flusso del dente di 1,5 T funziona in realtà a 1,8 T o più, una volta che si tiene conto del fattore di impilamento e della geometria reale, spingendo verso la saturazione e annullando i guadagni di efficienza derivanti dalla laminazione sottile.
La soluzione non è sempre un acciaio più sottile. A volte si tratta di regolare l'apertura della scanalatura, di allargare la punta del dente o di passare a un numero di poli superiore (come il 14P18S) per ridistribuire il flusso. Si tratta di una conversazione che dovrebbe avvenire tra il progettista del motore e il produttore di laminati prima del taglio dello stampo. Non dopo. Eseguiamo revisioni DFM su ogni nuova geometria di statore proprio per individuare questi problemi: controlliamo la densità di flusso del dente al fattore di impilamento effettivo, verifichiamo gli obiettivi di riempimento delle fessure e segnaliamo qualsiasi caratteristica che non si imprima in modo pulito al calibro di destinazione.
In conclusione, la geometria del polo a fessura e il calibro della laminazione sono decisioni accoppiate: La geometria del polo a fessura e il calibro della laminazione sono decisioni accoppiate. L'ottimizzazione di uno dei due aspetti è il modo in cui i progetti di motori per droni finiscono per avere statori prototipo che vengono testati bene ma che non possono essere prodotti in serie.
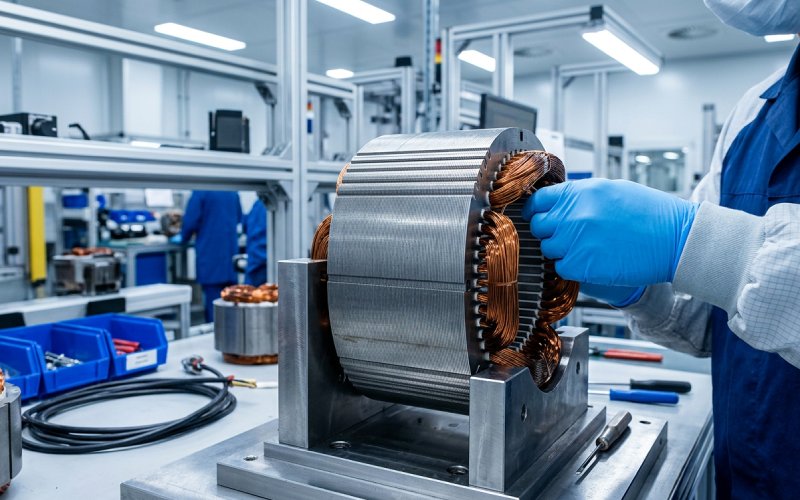
Metodi di impilamento: Di cosa hanno bisogno i droni
I tre metodi di impilamento rilevanti per le laminazioni dei motori dei droni sono l'incastro, l'incollaggio (compreso l'autoincollaggio/backlack) e la saldatura laser. Ognuno di essi presenta dei compromessi reali su scala drone.
Ad incastro
Le linguette di interblocco rettangolari o circolari sono stampate in ogni laminazione durante l'operazione di stampaggio progressivo. Le linguette bloccano meccanicamente i fogli tra loro quando vengono impilati.
Pro: Veloce, economico, non richiede processi secondari. Funziona bene per la produzione in serie.
Contro: La linguetta crea un percorso di cortocircuito locale tra le laminazioni. Su un grande motore industriale, l'impatto è trascurabile. Su uno statore per droni con altezza della pila di 15 mm, invece, è misurabile: abbiamo riscontrato un aumento della perdita del nucleo di 3-5% a causa delle linguette di interblocco su nuclei piccoli. La linguetta crea inoltre una discontinuità magnetica localizzata.
Adesione adesiva (punto di colla / backlack)
L'adesivo viene applicato alle superfici di laminazione sotto forma di backlack pre-rivestito (vernice auto-incollante attivata da calore e pressione) o tramite l'erogazione di punti di colla durante l'impilaggio.
Pro: Contatto su tutta la superficie. Nessun cortocircuito interlaminare. Migliore conducibilità termica tra gli strati (senza intercapedini d'aria). Funzionamento più silenzioso - riduzione del “ronzio di frequenza” che la saldatura e l'incastro possono causare.
Contro: Aggiunge tempo al processo (polimerizzazione a 130-220°C a seconda del sistema adesivo). La forza di adesione deve essere convalidata per l'ambiente di vibrazione. Lo spessore dell'adesivo (in genere 3-5 µm) riduce leggermente il fattore di impilamento.
Per i motori dei droni, dove l'efficienza è il parametro principale, l'incollaggio è la scelta migliore. Si nota un miglioramento di circa 5-8% nella perdita totale del nucleo rispetto alle pile incastrate della stessa geometria e dello stesso materiale. Questo si traduce direttamente in una minore temperatura di funzionamento e, in pratica, in un tempo di hovering più lungo.
La nostra linea di incollaggio è in grado di erogare sia punti di colla che di attivare il backlack. Lo spessore dell'adesivo viene mantenuto al di sotto dei 4 µm e la forza di spellatura viene convalidata su anime campione di ogni lotto di produzione, con un minimo di 2 N/mm² dopo la polimerizzazione.
Saldatura laser
Linee di saldatura sottili lungo il diametro esterno del pacco statorico.
Pro: Veloce. Forte legame meccanico. Non è necessario l'indurimento.
Contro: La zona di saldatura crea un cortocircuito tra le laminazioni. La zona interessata dal calore degrada localmente le proprietà magnetiche dell'acciaio. Su uno statore con diametro esterno di 20 mm, anche una linea di saldatura larga 0,5 mm rappresenta una percentuale significativa della circonferenza. La penalizzazione della perdita del nucleo è in genere di 8-15% rispetto alle pile incollate.
Produciamo ancora pile di statori saldati per i droni, di solito per clienti che ottimizzano i costi su piattaforme di consumo ad alto volume. Ma se un cliente ci chiede come spremere altri 2-3% di efficienza dal suo motore, il passaggio dalla saldatura all'incollaggio è di solito il primo suggerimento.
In conclusione, l'incollaggio offre le migliori prestazioni elettromagnetiche per gli statori dei motori dei droni: L'incollaggio offre le migliori prestazioni elettromagnetiche per gli statori dei motori dei droni. L'incastro vince su velocità e costi per la produzione di massa. La saldatura è un compromesso: veloce e resistente, ma con una vera e propria penalizzazione in termini di perdita del nucleo, importante per la produzione su scala di drone.
La questione del rivestimento epossidico
La maggior parte delle pile di statori di droni riceve un rivestimento elettrostatico a polvere epossidica dopo l'impilamento, con uno spessore tipico di 0,20-0,30 mm. Il rivestimento isola lo statore dall'avvolgimento, protegge dalla corrosione e fornisce un certo smorzamento meccanico.
La penalizzazione del peso è reale. Su uno statore di piccole dimensioni (diciamo 18 mm di diametro esterno, 5 mm di altezza della pila), un rivestimento di 0,25 mm aggiunge circa 0,5-0,8 grammi. Non sembra molto fino a quando non si costruisce un quad da corsa di classe 250 in cui il motore pesa 28 grammi in totale. Ora si tratta di 2-3% di massa del motore che contribuisce a zero funzioni elettromagnetiche.
Il nostro approccio: controlliamo lo spessore del rivestimento fino a 0,15 mm per applicazioni critiche dal punto di vista del peso, con una variazione non superiore a ±0,02 mm sulla superficie dello statore. Per ottenere questo risultato è necessario un preciso controllo della carica elettrostatica, la gestione della temperatura del pezzo durante l'applicazione e un profilo di polimerizzazione convalidato (in genere 180°C per 20-30 minuti a seconda del sistema epossidico). Per i motori da competizione, alcuni clienti saltano completamente il rivestimento e si affidano al solo isolamento dell'avvolgimento. Si tratta di un compromesso di durata che lasciamo al progettista del motore.
In conclusione: Il rivestimento epossidico standard da 0,25 mm aggiunge ~0,5-0,8 g su un piccolo statore di drone. Possiamo dimezzare questo valore a 0,15 mm con un controllo più rigoroso del processo. Se non lo si utilizza del tutto, si risparmia peso, ma l'isolamento dell'avvolgimento deve sostenere l'intero onere dielettrico.
Che cosa muove effettivamente l'ago del tempo di volo in altitudine
Abbiamo avuto modo di confrontarci a sufficienza con i progettisti di motori per capire dove le scelte di laminazione creano vantaggi reali in termini di resistenza. Ecco la gerarchia approssimativa, ordinata per impatto:
Calo da 0,35 mm a 0,20 mm di calibro - Si tratta del più grande guadagno di efficienza disponibile dal lato della laminazione. Su un tipico motore per droni 12N14P, si prevede una riduzione di 10-18% delle perdite totali del motore a regime di crociera.
Passaggio dall'impilamento saldato a quello incollato - 5-8% riduzione della perdita del nucleo. L'effetto è più pronunciato sugli statori più piccoli, dove la zona di saldatura rappresenta una frazione maggiore del circuito magnetico.
Ottimizzazione della geometria della scanalatura per il punto di lavoro effettivo - La maggior parte dei motori per droni trascorre oltre 70% del tempo di volo a 40-60% di accelerazione (hover). La geometria della laminazione deve essere ottimizzata per la densità di flusso in questo punto operativo, non alla massima accelerazione. Si tratta di una decisione in fase di progettazione, non di produzione, ma influisce sulla progettazione dello stampo.
Riduzione dello spessore del rivestimento epossidico - Il risparmio di peso è marginale, ma si somma a quello dei 4 motori.
Passare da uno scartamento di 0,20 mm a uno di 0,10 mm - Ulteriore riduzione delle perdite, ma rendimenti decrescenti rispetto all'aumento del costo e della complessità di impilamento. Vale la pena per la concorrenza e le piattaforme premium, meno per le flotte commerciali.
FAQ
Qual è lo spessore della laminazione migliore per i motori dei droni?
0,20 mm è il calibro di produzione più comune e il punto di partenza giusto per la maggior parte dei programmi. Questo calibro è in grado di bilanciare la riduzione della perdita del nucleo, la durata dello stampo e il costo nella più ampia gamma di dimensioni dei motori per droni (statori con diametro esterno di 15-50 mm). Per i motori micro FPV con diametro esterno inferiore a 20 mm e frequenza elettrica superiore a 1.000 Hz, il calibro 0,10 mm è decisamente migliore, ma costa di più per la produzione. Offriamo entrambi i calibri in stampaggio progressivo.
Devo usare il bonding o l'interlocking per le pile di statori del mio drone?
L'incollaggio (punto di colla o backlack) offre migliori prestazioni elettromagnetiche: minore perdita di nucleo, assenza di cortocircuiti interlaminari, funzionamento più silenzioso. L'incollaggio è più rapido ed economico per la produzione di massa. Se l'efficienza e le prestazioni termiche sono prioritarie, l'incollaggio vale la pena di eseguire una fase di processo aggiuntiva. Se si producono 500.000 motori all'anno per un quadrilatero di consumo e il costo è fondamentale, l'incollaggio con uno stampo ben controllato va bene. Eseguiamo entrambi i processi e possiamo fornire dati di test comparativi sulla vostra geometria specifica.
Le leghe amorfe possono sostituire l'acciaio al silicio nelle laminazioni dei motori per droni?
Non ancora a livello di volume. Le strisce amorfe offrono una perdita di nucleo nettamente inferiore, ma non possono essere stampate con matrici progressive. Il taglio a filo-EDM funziona per i prototipi e le piccole tirature. Il materiale è anche fragile dopo la ricottura, il che complica la gestione in un piccolo gruppo motore. Produciamo nuclei amorfi per la ricerca e lo sviluppo e per programmi OEM limitati, ma oggi non è una soluzione per la produzione di massa.
In che modo il numero di pali influisce sulla progettazione della laminazione?
Un numero maggiore di poli aumenta la frequenza elettrica a un determinato numero di giri, con conseguente aumento della perdita del nucleo. Questo crea una spinta verso laminazioni più sottili. Ma un numero maggiore di poli significa anche denti di statore più stretti, il che riduce l'area di trasporto del flusso e rende più probabile la saturazione. La progettazione della laminazione e la progettazione elettromagnetica del motore devono essere ottimizzate insieme, non in modo sequenziale. Eseguiamo controlli DFM sulla densità di flusso dei denti durante ogni nuova quotazione dello stampo.
Qual è la penalizzazione in termini di peso del rivestimento epossidico sullo statore di un drone?
Circa 0,5-1,0 grammi su un tipico statore di micro/mini drone (18-25 mm OD), a seconda dello spessore del rivestimento. Controlliamo lo spessore fino a 0,15 mm con una variazione di ±0,02 mm per le applicazioni sensibili al peso. Passando da un rivestimento di 0,30 mm a uno di 0,15 mm si risparmiano circa 0,3-0,5 grammi per statore: un risparmio piccolo, ma significativo a livello di motore.
La lega di cobalto e ferro vale il costo dei motori per droni?
Solo in casi limite: UAV militari, piattaforme ad alta quota o applicazioni in cui la capacità di carico utile è valutata centinaia di dollari per grammo. Per i droni commerciali e consumer, il risparmio di peso di 2-3 grammi su un tipico statore di piccole dimensioni non giustifica l'aumento del costo del materiale di 8-12 volte. L'acciaio al silicio di alta qualità da 0,10 mm offre 90% dei vantaggi a una frazione del prezzo.
Come si può ridurre la coppia di cogging attraverso la progettazione della laminazione?
Un numero maggiore di poli aumenta la frequenza elettrica a un determinato numero di giri, con conseguente aumento della perdita del nucleo. Questo crea una spinta verso laminazioni più sottili. Ma un numero maggiore di poli significa anche denti di statore più stretti, il che riduce l'area di trasporto del flusso e rende più probabile la saturazione. La progettazione della laminazione e la progettazione elettromagnetica del motore devono essere ottimizzate insieme, non in modo sequenziale. Eseguiamo controlli DFM sulla densità di flusso dei denti durante ogni nuova quotazione dello stampo.
Qual è il tempo di consegna tipico per la laminazione dello statore di un drone?
Per un nuovo stampo progressivo: 3-4 settimane per la fabbricazione dello stampo, più 1 settimana per i campioni del primo articolo. Se le dimensioni dello statore corrispondono a una delle nostre specifiche aperte (abbiamo oltre 80 serie di stampi per le più comuni combinazioni di OD/ID/slot degli statori di droni), il tempo di consegna dei campioni scende a circa 5-7 giorni lavorativi. La produzione viene generalmente spedita entro 2 settimane dall'approvazione del campione.
→ Richiedete una revisione DFM gratuita del progetto dello statore del vostro drone. Inviateci il disegno o le specifiche del vostro statore: vi risponderemo entro 48 ore con una valutazione della fattibilità di produzione, un metodo di calibro e di impilamento consigliato e un preventivo di spesa che copra dal prototipo alla produzione in serie.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.