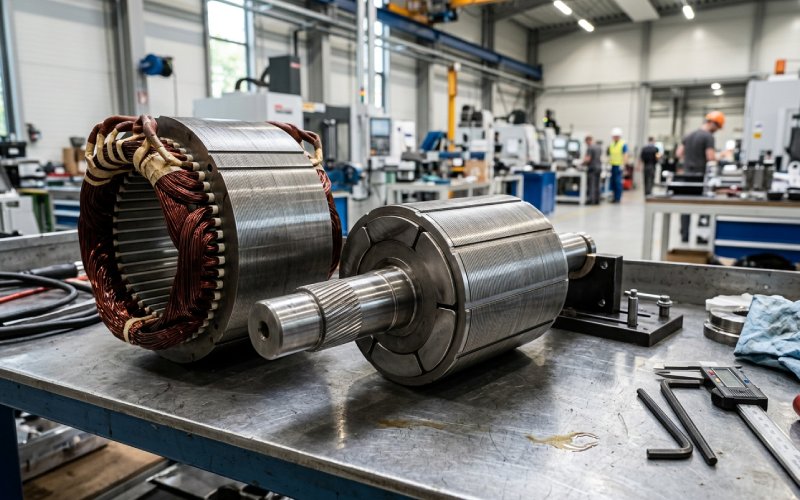
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Pile di laminazione per motori EV: Come ridurre la perdita del nucleo ad alto numero di giri (Guida 2026)
Perdita ad alto numero di giri in Pile di laminazione per motori EV di solito è un problema di frequenza, di qualità dei bordi e di percorso termico. Non solo un problema di qualità dell'acciaio.
Questo punto viene perso presto. Un disegno richiede un acciaio elettrico più sottile, una minore perdita di catalogo, una maggiore planarità. Bene. Ma una volta che il motore funziona ad alta velocità e l'inverter spinge più contenuto armonico nell'anima, la pila finita inizia a comportarsi secondo quanto è accaduto dopo l'arrivo del materiale in fabbrica. Danni da taglio. Bave. Giunzione. Danni al rivestimento. Compressione. Estrazione di calore attraverso la pila.
Ecco come la vediamo in officina.
Indice dei contenuti
Perché gli stack di laminazione dei motori EV perdono efficienza ad alto numero di giri
Un motore ad alta velocità non fallisce il suo obiettivo di efficienza per un solo motivo. Di solito si tratta di un accumulo. Piccole cose. Stessa direzione.
1. La frequenza elettrica aumenta più rapidamente di quanto suggerito dalla RFQ
L'alto numero di giri è importante perché spinge frequenza elettrica più elevata nel nucleo. Se si aggiungono le armoniche dell'inverter, la pila di laminazione vede più di quanto la sola velocità di targa possa far pensare.
Questo cambia la logica di acquisto.
A bassa frequenza, i dati pubblicati sulla perdita di acciaio sono abbastanza utili. Ad alta frequenza, non sono sufficienti da soli. Due pile realizzate con la stessa qualità nominale possono separarsi rapidamente una volta che la geometria del dente si restringe, il danno ai bordi si approfondisce o l'isolamento interlaminare inizia a cedere localmente.
Regola pratica: per le laminazioni dei motori EV ad alta velocità, non valutiamo mai il grado del materiale senza considerare il numero di poli, la gamma di velocità target, la strategia PWM e la finestra di densità di flusso reale.
2. Le laminazioni più sottili riducono le perdite per correnti parassite, ma il guadagno non è gratuito.
Sì, un calibro più sottile aiuta. Lo sanno tutti. La parte utile è lo scambio.
Una laminazione più sottile di solito riduce la perdita di corrente parassita ad alta frequenza. Può anche ridurre il margine meccanico, modificare il comportamento di stampaggio e aggiungere più interfacce termiche attraverso l'altezza della pila. Ciò significa che il guadagno elettromagnetico può essere ridotto da danni di produzione o da un peggiore trasferimento di calore attraverso lo stack.
L'acciaio sottile aiuta. Finché non lo fa.
Cosa controlliamo per prima cosa:
frequenza elettrica target, non solo il numero di giri meccanico
larghezza dei denti e geometria del ponte
requisito di sovravelocità del rotore
se la pila è limitata termicamente o magneticamente
Se la perdita è concentrata in denti stretti o ponti di rotore, il passaggio a un calibro più sottile senza modificare il percorso del processo spesso risolve solo metà del problema.
3. Il danno da taglio si propaga verso l'interno del bordo
Il taglio non si ferma alla creazione della forma. Crea una zona magnetica danneggiata vicino al bordo.
Questa zona è soggetta a sollecitazioni residue. Indurimento. Riduzione della permeabilità. Perdita locale più elevata. Nei tratti stretti, la regione danneggiata occupa una percentuale maggiore della sezione di lavoro, quindi la penalizzazione peggiora proprio dove i progetti ad alta velocità sono già sensibili.
Ecco perché alcuni prototipi sembrano accettabili nella simulazione e poi si surriscaldano nella validazione. Il modello software vedeva una geometria pulita. Il pezzo di produzione presentava un vero bordo tagliato.
Dove di solito si manifesta per primo:
punte dei denti dello statore
aperture a fessura strette
ponti del rotore
raggi interni piccoli
transizioni di segmento compatte
4. Le sbavature non sono difetti estetici
È facile sottovalutare una bava. Non dovrebbe esserlo.
In un pila di laminazione del motore, Le bave possono creare un contatto elettrico locale tra fogli adiacenti. Una volta che ciò accade, una parte della pila smette di comportarsi come una laminazione ben isolata e inizia a comportarsi più come una sezione conduttiva più spessa. Crescono i loop di correnti parassite locali. Il calore locale cresce con loro.
A questo punto il problema si complica. La perdita magnetica e l'aumento termico arrivano insieme, e il punto caldo di solito appare molto prima che un'ispezione generale ci dica qualcosa.
La nostra regola: Il controllo della bava non è un argomento di finitura. È un argomento che riguarda la perdita di nucleo.
5. Il calore deve passare attraverso la pila, non solo intorno ad essa.
Molte discussioni sui motori EV trattano la perdita di laminazione e il comportamento termico della laminazione come questioni separate. Nella produzione, invece, sono legati tra loro.
Una pila con prestazioni magnetiche migliori ma con un flusso di calore passante scarso può comunque funzionare alla temperatura sbagliata. Questo cambia la resistività, le condizioni del rivestimento, lo stato di stress locale e la stabilità a lungo termine. Pertanto, uno stack di laminazione non viene mai giudicato solo in base alla perdita elettromagnetica sulla carta. Si giudica anche il percorso del calore. Lo stato di compressione. La planarità. Condizioni di contatto tra gli strati. Qualità dell'interfaccia con il percorso termico successivo.
A volte la risposta sbagliata è “usare acciaio più sottile”. A volte la risposta sbagliata è anche “usare acciaio più spesso”. Questo è il punto.
Soluzioni di produzione per pile di laminazione di motori ad alto numero di giri
Per laminazioni del motore ad alto numero di giri, Cambiamo il processo prima di cambiare la dichiarazione di marketing.
1. Selezioniamo il calibro in base alla frequenza operativa, non per abitudine.
Alcuni progetti scelgono ancora uno spessore noto perché gli utensili sono già disponibili o perché l'acquirente vuole un facile confronto tra i materiali. Questo non è sufficiente.
Lo spessore della laminazione viene adattato a:
gamma di frequenza elettrica
gamma di densità di flusso
carico meccanico del rotore
percorso termico dello stack finito
obiettivo di costo a volume di produzione
Se la pila è guidata dalla frequenza, un calibro più sottile può ripagare in modo netto. Se la pila è guidata dal danneggiamento dei bordi, la qualità del processo è spesso più importante del passo successivo del calibro.
2. La qualità dello stampaggio è considerata parte integrante del design magnetico.
Per i programmi di volume, lo stampaggio è di solito la base produttiva giusta. Ma solo se le condizioni dello stampo sono controllate come una vera variabile di produzione.
Ci concentriamo su:
stabilità della bava per tutta la durata dello stampo
rettilineità dei bordi e distorsione locale
protezione del rivestimento durante il taglio
sensibilità caratteristica nei denti stretti e nei ponti
planarità dopo la tranciatura
Una strategia di manutenzione economica degli stampi crea un motore costoso.
3. Utilizziamo il taglio laser con attenzione, non con pigrizia.
Il taglio laser è utile per la prototipazione, la geometria di prova e la convalida di piccole serie. Non è una risposta automatica per la produzione di lamiere per motori EV.
Il motivo è semplice. Il laser offre la flessibilità dei contorni, ma può anche creare una condizione di bordo influenzato dal calore che modifica il comportamento magnetico in prossimità del taglio. Per alcune geometrie questo può essere accettabile. Per altre, invece, non è affatto vicino.
La nostra posizione è quindi chiara:
laser per l'iterazione veloce, con cautela
stampaggio per una ripetibilità scalabile
il trasferimento del processo deve essere convalidato, non dato per scontato
4. Scegliamo i metodi di unione in base all'area disturbata, non alla convenienza.
Ogni pila ha bisogno di integrità strutturale. L'errore consiste nell'ottimizzare solo la forza di tenuta.
La domanda migliore è: Quanto disturba l'area magnetica del metodo di giunzione e dove?
Quando esaminiamo le giunzioni per le pile di laminazione del rotore o dello statore, consideriamo:
rischio di danni all'isolamento
zona di sollecitazione residua
apporto di calore locale
sezione trasversale disturbata intorno al giunto
requisito di sovravelocità
percorso di ricottura a valle, se presente
Non esiste un metodo universale migliore. Solo un metodo più adatto alla geometria e al ciclo di lavoro che abbiamo di fronte.
5. Utilizziamo l'annealing con stress-relief quando le prestazioni recuperate lo giustificano.
La ricottura non serve a far sembrare sofisticato il foglio di processo. Serve a recuperare la qualità magnetica dopo il taglio o la giunzione, quando vale la pena recuperare il danno.
Nelle applicazioni EV ad alta velocità, la ricottura diventa solitamente più preziosa quando:
le caratteristiche sono strette
la frequenza è elevata
i danni da punzonatura rappresentano una quota importante della perdita totale
la pila ha una capacità termica limitata
Quando il guadagno è reale, la ricottura sposta il risultato. Quando non lo è, aggiunge solo costi e gestione.
6. Convalidiamo la pila finita, non solo l'acciaio in entrata.
È qui che si manifestano le decisioni deboli in materia di sourcing.
Un foglio in entrata a bassa perdita non garantisce una pila di laminazione finita a bassa perdita. La convalida avviene dopo la lavorazione, perché è la parte con cui il motore funziona effettivamente.
Questo significa controllare:
condizione del bordo
comportamento della bava
compressione e planarità della pila
integrità dell'isolamento
effetto di unione
ripetibilità dimensionale
comportamento di perdita nella finestra operativa prevista
Tabella di decisione rapida per le laminazioni dei motori EV
Problema di produzione
Cosa significa di solito
Cosa cambiamo per primo
Cosa devono chiedere gli acquirenti
La perdita del nucleo aumenta drasticamente ad alta velocità
L'effetto della frequenza è più forte rispetto all'ipotesi del materiale di base
Ricontrollare il calibro, la finestra del flusso e la sensibilità ai danni dei bordi
Spessore consigliato per intervallo di frequenza elettrica
Punti caldi locali vicino alle punte dei denti o ai ponti
Il danno da taglio è predominante nei tratti stretti
Miglioramento del percorso di taglio, delle condizioni dell'utensile e del recupero post-processo
Metodo di controllo della qualità dei bordi e revisione del rischio delle caratteristiche
La temperatura rimane elevata nonostante l'acciaio a bassa perdita
Il calore è intrappolato attraverso la pila o esistono guasti locali.
Ricontrollare la compressione della pila, le condizioni dei contatti e l'integrità dell'isolamento.
Approccio di validazione termica e di processo a stack finito
Lo spread di perdita tra i campioni è troppo ampio
La variazione della bava o della giunzione è instabile
Manutenzione della matrice, controllo delle bave e coerenza delle giunzioni
Piano di controllo della sbavatura e capacità di processo per le serie ripetute
Il prototipo ha prestazioni migliori rispetto alla produzione di massa
Il metodo di taglio del prototipo e il metodo di taglio della produzione non sono equivalenti
Convalidare il trasferimento del processo prima del rilascio
Revisione del trasferimento dal prototipo alla produzione
La pila del rotore è conforme alle dimensioni, ma non è stata sottoposta a test
Il fissaggio meccanico disturba le prestazioni magnetiche
Rivalutare la posizione della giunzione e il trattamento post-giunzione.
Percorso di giunzione e valutazione dell'area disturbata
Le pile di laminazione dello statore e del rotore necessitano di priorità diverse
Condividono la stessa famiglia di materiali. Non condividono lo stesso profilo di rischio.
Per le pile di laminazione dello statore
Di solito stabiliamo delle priorità:
qualità a prova di bomba
stabilità della geometria della scanalatura
integrità dell'isolamento tra le lastre
percorso di rimozione del calore attraverso l'interfaccia del nucleo e dell'alloggiamento
Per le pile di laminazione dei rotori
Di solito stabiliamo delle priorità:
resistenza del ponte a velocità eccessiva
controllo della distorsione
disturbo di giunzione
equilibrio tra beneficio del calibro sottile e margine strutturale
Per entrambi
Torniamo ancora alla stessa domanda:
Qual è la perdita dopo il taglio, l'impilamento, la giunzione e il carico termico?
Questa risposta decide se il progetto è producibile. Non la sola voce del catalogo.
Cosa devono inviare gli acquirenti prima di richiedere un preventivo
Una RFQ utile per Laminati del motore di trazione EV dovrebbe includere qualcosa di più che la classe del materiale e l'altezza della pila.
Inviate prima questi:
disegni del rotore e dello statore
gamma di velocità target
conteggio dei pali
gamma di frequenza elettrica prevista
tensione e contesto dell'inverter
se il progetto è a perdita limitata, a temperatura limitata o a limitazione meccanica
quantità di prototipi e previsioni di produzione
aree problematiche, in particolare ponti, punte dei denti o ragnatele strette.
Questo accorcia il ciclo. Inoltre, si evita di citare il processo sbagliato per la geometria giusta.
Smettete di indovinare la perdita di pezzi finiti
Non quotiamo le laminazioni dei motori EV come se il grado di acciaio decidesse da solo il risultato. Esaminiamo l'intero percorso di laminazione: taglio, rischio di bava, giunzione, eventuale ricottura e punti in cui la resistenza termica inizia ad essere negativa per il progetto.
Se si sta sviluppando un pila di laminazione dello statore ad alta velocità o pila di laminazione del rotore, inviare il disegno e la finestra operativa di destinazione. Esamineremo lo stack dal punto di vista della produzione, non solo del materiale.
FAQ
Le laminazioni più sottili sono sempre migliori per i motori EV ad alta velocità?
No. Le laminazioni più sottili di solito riducono la perdita di corrente parassita ad alta frequenza, ma possono ridurre il margine meccanico, complicare il comportamento di stampaggio e aggiungere più interfacce termiche attraverso lo stack. La scelta giusta dipende dalla frequenza, dalla geometria, dai requisiti di sovravelocità e dal percorso termico.
Perché un acciaio a bassa perdita può comunque produrre una pila finita ad alta perdita?
Perché la pila finita porta con sé l'effetto di danni da taglio, bave, giunzioni, stato di compressione, condizioni del rivestimento e flusso di calore. Un buon foglio in entrata può comunque produrre un nucleo motore debole se il percorso di produzione è sbagliato.
Cosa conta di più ad alto numero di giri: il tipo di materiale o la qualità di taglio?
Ad alta frequenza elettrica, entrambe le cose contano. Ma nei denti stretti, nei ponti del rotore e negli elementi compatti, la qualità del taglio spesso decide se il vantaggio teorico del materiale sopravvive nel pezzo finito.
Il taglio laser è adatto alla laminazione dei motori EV?
È adatto per alcuni lavori di prototipazione e iterazione della geometria. Non è automaticamente la strada migliore per la produzione di pile di laminazione. Il bordo di taglio deve essere giudicato in base al suo effetto magnetico, non solo in base alla precisione del contorno.
Quando vale la pena di utilizzare la ricottura di distensione?
Di solito quando i danni da punzonatura o da giunzione rappresentano una parte significativa del bilancio delle perdite. Diventa più utile nelle applicazioni ad alta frequenza, nelle geometrie strette e nei progetti con margine termico limitato.
Cosa dobbiamo chiedere a un fornitore di pila di laminazione prima di effettuare un ordine?
Chiedete informazioni sul processo di finitura della pila, non solo sul tipo di acciaio. Chiedete informazioni sul metodo di taglio, sul controllo delle bave, sul percorso di giunzione, sull'eventuale ricottura, sul controllo della planarità della pila e sulla convalida delle prestazioni della pila finita rispetto alla finestra operativa prevista.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.