Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Tranciatura fine per la laminazione dei motori: Il costo vale la pena?
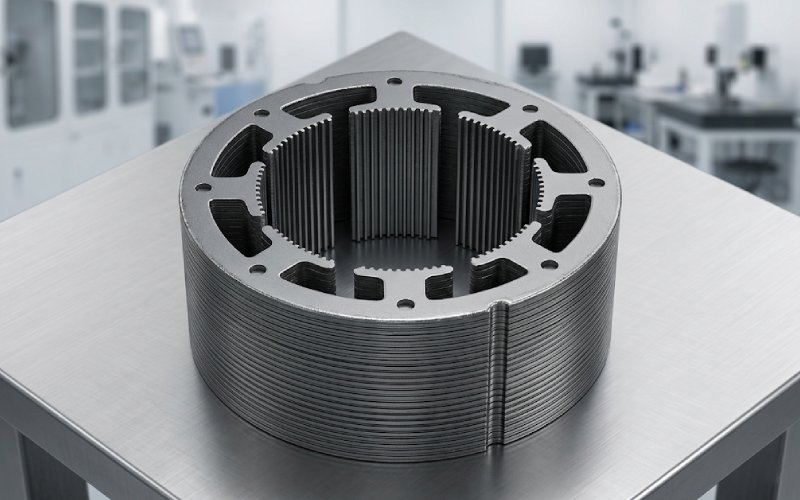
Pile di laminazione motore di solito non si guastano perché un foglio ha un brutto aspetto. Si guastano perché i piccoli difetti dei bordi si ripetono, strato dopo strato, fino a quando la pila inizia a comportarsi in modo diverso da quanto suggerito dalla stampa. Una bava che sembra di poco conto su una laminazione può graffiare il rivestimento, distorcere la formazione della pila e, in alcuni casi, contribuire a creare un contatto conduttivo tra i fogli adiacenti. La tranciatura fine per le laminazioni del motore è interessante proprio per questo motivo: è costruita per produrre un bordo più pulito e squadrato con meno fratture e meno bave rispetto alla tranciatura ordinaria. Il problema è semplice. Il bordo più pulito costa di più.
Una risposta pratica viene prima di tutto. La tranciatura fine vale di solito il costo quando gli scarti di lavorazione, la sbavatura, i danni all'isolamento o l'instabilità della pila sono già un costo reale. Se la vostra attuale linea di tranciatura controlla già l'altezza delle bave, mantiene intatti i rivestimenti e mantiene la geometria della pila senza bisogno di grandi interventi, spesso il premio non è ripagato. Non perché la tranciatura fine fallisca. Perché il problema che risolve non è più abbastanza grande. Questo giudizio deriva dai lavori pubblicati sulla qualità dei bordi, sul rischio di difetti interlaminari, sul costo della sbavatura e sui danni ai bordi di taglio nell'acciaio elettrico.
Indice dei contenuti
Perché le bave sono importanti nelle pile di laminazione
Le bave nell'acciaio elettrico non sono solo un problema estetico. Durante l'impilamento e la pressatura, i bordi rialzati possono compromettere l'isolamento tra laminazioni adiacenti e creare punti di contatto metallici casuali. Quando ciò accade, si possono formare percorsi di corrente interlaminari, con conseguente aumento delle perdite locali e del calore. In una pila di grandi dimensioni, questo può diventare un problema di prestazioni piuttosto che di finitura superficiale.
C'è anche un problema di geometria. Le bave e la frattura dei bordi influiscono sul modo in cui le lamine si appoggiano l'una all'altra. Ciò influenza l'altezza della pila, la planarità locale, la definizione del dente e la consistenza della scanalatura. A volte l'effetto è minimo. A volte è la ragione per cui una costruzione funziona senza problemi e la successiva necessita di smistamento, regolazione della pressatura o rilavorazione.
I dati pubblicati sull'acciaio elettrico forniscono un utile intervallo di riferimento per i limiti di sbavatura: circa 0,03 mm per spessori di lastre da Da 0,35 a 0,54 mm, 0,04 mm per 0,65 mm, e 0,06 mm per 1,00 mm. Queste non sono regole di accettazione universali per ogni motore. Tuttavia, sono un buon promemoria per ricordare che la tolleranza della bava è legata allo spessore e all'applicazione, non a un obiettivo generico.
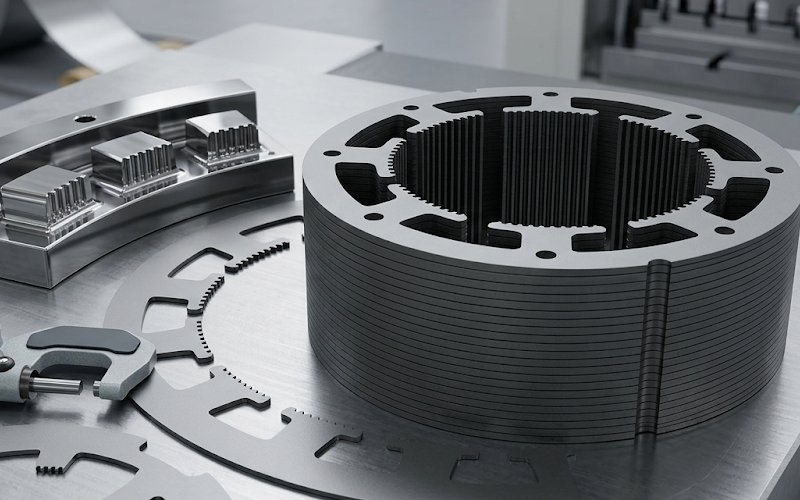
Che belle modifiche alla tranciatura
La tranciatura fine modifica il taglio cambiando lo stato di stress durante la separazione. Il processo si avvale di un gioco della matrice molto ridotto, di una forte tenuta dello spezzone, di un anello a V e di una contropressione. Il risultato è una zona di taglio pulito molto più ampia, una minore frattura del bordo, una migliore ortogonalità del bordo e una bava molto ridotta rispetto alla tranciatura ordinaria. In molti casi, questo riduce o elimina anche la finitura secondaria del bordo.
Ciò non significa che sia economica. La tranciatura fine richiede utensili specializzati, uno stretto controllo del processo e una configurazione della pressa più impegnativa di una linea di stampaggio standard. Quindi il confronto non dovrebbe mai essere costo per hit da solo. Il confronto utile è costo totale per pila di laminazione accettabile. Sembra ovvio. Spesso viene comunque saltato.
Il vero problema dei costi
La domanda giusta non è: “La tranciatura fine è costosa?”. Lo è.
La domanda giusta è: “Quali costi scompaiono quando il bordo diventa più pulito?”.”
Di solito si tratta di sette numeri:
Costo o risparmio del secchio
Cosa misurare
Premio per gli utensili
Costo aggiuntivo annuo dello stampo e della configurazione rispetto all'attuale tranciatura
Premio stampa
Costo aggiunto delle ore macchina o del processo in outsourcing
Manutenzione
Affilatura, riparazione, tempi di inattività e stabilizzazione della configurazione
Rimozione della sbavatura
Manodopera, materiali di consumo, tempo per le attrezzature, ispezioni
Riduzione degli scarti
Laminati o pile scartate a causa di bave, danni al rivestimento o variazioni di altezza
Riduzione della rilavorazione
Smistamento delle pile, reimpilamento, finitura dei bordi, pressatura supplementare
Riduzione della fuga di qualità
Guasti dell'isolamento, punti caldi locali, ritorni e contenimento interno
Ampi studi di produzione sul controllo delle bave e sulla sbavatura hanno riportato che la sbavatura e la pulizia possono assorbire una quota significativa dei costi di produzione, con pezzi di media complessità che talvolta si collocano nella fascia di prezzo più alta. Da 15% a 20% e in alcuni casi sono state riportate cifre più alte. Le pile di laminazione non rientrano tutte in questa categoria. Molti non lo faranno. Tuttavia, il punto è lo stesso: un processo che previene le bave può essere complessivamente più economico, anche se la corsa di taglio in sé costa di più.
Un semplice quadro di riferimento per il ROI
Utilizzatelo prima di cambiare processo:
Premio annuale per la tranciatura fine = premio annualizzato per gli utensili
costo aggiunto della stampa
costi aggiuntivi di manutenzione e installazione
Risparmio annuale grazie a bordi più puliti = costo della sbavatura eliminato
riduzione degli scarti
riduzione della rilavorazione
costo dell'isolamento-guasto evitato
qualità-costo di fuga evitato
Periodo di ammortamento = premio annuo per la tranciatura fine ÷ risparmio annuo
La formula è semplice di proposito. È sufficiente per una prima passata interna. Se il risultato è ancora vicino, allora la mossa giusta è una prova con dati reali sull'altezza della sbavatura, sul danneggiamento del rivestimento e sugli scarti.
Esempio di lavoro: quando il premio si ripaga
I numeri riportati di seguito sono esemplificativi. Non sono medie del settore. Sostituiteli con i vostri.
Articolo
Valore annuale
Premio per l'attrezzatura e l'allestimento
$42,000
Aggiunta del premio di stampa/processo
$31,000
Manutenzione aggiunta
$12,000
Premio annuale totale
$85,000
Sbavatura rimossa
$28,000
Rottami ridotti
$34,000
Riduzione della rilavorazione
$19,000
Perdita di qualità interna evitata
$21,000
Risparmio totale annuo
$102,000
In questo caso, la tranciatura fine si ripaga entro il primo anno. Non in modo drammatico. Ma abbastanza chiaramente.
Ora capovolgiamo la situazione. Supponiamo che la sbavatura sia già minima, che gli scarti siano bassi e che la linea attuale mantenga le bave entro le specifiche. Allora il risparmio potrebbe essere solo di $30.000-$40.000 all'anno a fronte dello stesso premio di $85.000. Questa versione non funziona. Stesso processo. Matematica dell'impianto diversa.
Quando la tranciatura fine ha solitamente senso
La tranciatura fine tende ad avere senso quando la pila di laminazione è sensibile ai difetti dei bordi e il volume di produzione è sufficientemente alto da distribuire i costi degli utensili su un gran numero di pezzi. L'acciaio elettrico sottile, i denti stretti, la geometria stretta delle scanalature e le pile in cui i danni al rivestimento o l'ordinamento dovuto alle bave si manifestano già nella produzione quotidiana sono i segni più comuni. In questi casi, il processo non si limita ad acquistare un bordo più bello. Si acquista stabilità nell'impilamento, meno finitura secondaria e meno possibilità che un piccolo difetto si trasformi in un costo maggiore.
Ha senso anche quando la linea attuale risolve i problemi di bava con una manodopera supplementare. Sbavatura manuale. Ispezione aggiunta. Impacchettamento. Smistamento selettivo. Sono modi costosi per proteggere un pezzo dopo che il danno è già presente. La prevenzione sul lato del processo è spesso più economica una volta che il volume diventa reale.
Quando di solito non lo fa
La tranciatura fine di solito fa non hanno senso quando la tranciatura ordinaria controlla già l'altezza della bava, la formazione della pila e l'integrità del rivestimento abbastanza bene da rendere minima la correzione a valle. Lo stesso vale per i programmi a basso volume, per i pezzi con geometria variabile o per i progetti in cui il principale meccanismo di perdita non è affatto la bava. Se il vero problema risiede nella saldatura della pila, nella pressatura, nei danni da manipolazione o nell'assemblaggio incoerente, un processo di taglio di qualità superiore può diventare una soluzione ordinata ma parziale.
Questa è la parte che sfugge alla gente. Un bordo pulito è prezioso. Non è magico.
La riduzione della bava è solo una parte della storia
Il taglio dell'acciaio elettrico cambia più dell'altezza della bava. I lavori pubblicati sulla punzonatura mostrano che il materiale vicino al bordo tagliato può subire una degradazione magnetica dovuta alla deformazione plastica e alle tensioni residue. La tranciatura fine migliora il bordo tranciato e di solito riduce i danni legati alla frattura, ma non cancella tutti gli effetti del bordo di taglio e non elimina le perdite aggiunte successivamente dalle fasi di assemblaggio. Quindi, se le bave sono già sotto controllo e le prestazioni della macchina sono ancora inferiori, la risposta mancante potrebbe essere altrove.
Questo non indebolisce la tesi della tranciatura fine. Lo restringe. Il che è utile. Una decisione di processo dovrebbe essere limitata.
Tavolo decisionale pratico
Utilizzatela come un rapido screening prima di chiedere prove o preventivi.
Situazione della produzione
Probabile verdetto
Perché
Le bave danneggiano il rivestimento o creano cortocircuiti
Di solito ne vale la pena
Il bordo più pulito elimina il rischio di qualità diretta
La sbavatura è manuale o costosa
Spesso ne vale la pena
I risparmi si manifestano immediatamente in termini di manodopera e di produttività.
Calibro sottile, denti stretti, tolleranze di scanalatura ridotte
Spesso ne vale la pena
La qualità dei bordi ha un effetto maggiore sulla qualità della pila
Volume annuale molto elevato, design stabile
Più probabilmente ne vale la pena
Il premio per gli utensili è distribuito su più parti
La timbratura attuale controlla già la formazione di bave e pasticche
Spesso non ne vale la pena
Il costo non è sufficiente per rimuovere
La progettazione cambia ancora spesso o il volume annuale è basso
Di solito non ne vale la pena
I premi per l'attrezzatura e l'allestimento sono difficili da recuperare
Il problema principale è il danno di assemblaggio, non la qualità del taglio
Di solito non ne vale la pena
Problema sbagliato, soluzione costosa
La linea di fondo
La tranciatura fine per le laminazioni del motore vale il costo quando le bave costano già dopo la pressa. Questo è il modo più pulito per dirlo. Se le bave comportano sbavature, scarti, rilavorazioni, danni al rivestimento o rischi di isolamento, il premio può essere ripagato abbastanza rapidamente da avere senso. Se la tranciatura ordinaria tiene già il bordo dove deve essere, lo stesso premio diventa difficile da difendere.
Quindi la decisione non è se la tranciatura fine sia migliore o meno. Lo è. La decisione è se questo miglioramento è abbastanza grande, nella vostra pila e nel vostro volume, da eliminare più costi in futuro di quanti ne aggiunga ora.
FAQ
La tranciatura fine elimina completamente le bave?
No. Riduce le bave e la frattura dei bordi in modo molto più efficace rispetto alla tranciatura ordinaria, ma i risultati effettivi dipendono ancora dalle condizioni dell'utensile, dal materiale, dalla geometria del pezzo e dal controllo del processo. Una bassa bava è realistica. L'assenza di bava come promessa di produzione permanente non lo è.
La tranciatura fine è sempre il processo migliore per le laminazioni del motore?
No. È più efficace quando la pila è sensibile ai difetti dei bordi e il volume di produzione è elevato. Se il processo attuale controlla già bene le bave e la correzione a valle è limitata, la tranciatura fine può migliorare la qualità senza migliorare l'economia totale in misura sufficiente.
Quale altezza di bava è solitamente accettabile per l'acciaio di laminazione?
Un intervallo di riferimento comune è di circa 0,03 mm per fogli da 0,35 a 0,54 mm, 0,04 mm per fogli da 0,65 mm e 0,06 mm per fogli da 1,00 mm. Questi valori sono utili punti di partenza, ma non sostituiscono un limite specifico per il pezzo, basato sul rivestimento, sulla pressione di impilamento e sulla progettazione del motore.
Una bava più bassa significa sempre una minore perdita del motore?
Non sempre. Una bava più bassa riduce il rischio di danni all'isolamento e di contatto interlaminare, il che è utile. Ma la deformazione del bordo di taglio può ancora influenzare il comportamento magnetico in prossimità del bordo, quindi il controllo della bava da solo non spiega tutte le differenze di prestazioni tra i processi.
Qual è il modo più rapido per valutare se la tranciatura fine è finanziariamente giustificata?
Misurate cinque elementi della vostra linea attuale: scarti di sbavatura, costi di sbavatura, ore di rilavorazione, tasso di danneggiamento del rivestimento e volume annuale. Quindi confrontate questi risparmi con il costo annuo degli utensili, della pressa e della manutenzione della tranciatura fine. Se il costo eliminato è maggiore del costo aggiunto, la risposta è già vicina. In caso contrario, probabilmente non è ancora la mossa giusta.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.