Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Motori a snodo per robot umanoidi: Quali scelte di laminazione migliorano il controllo della coppia?
Punti di forza
Le pile di laminazione incollate riducono la perdita di nucleo misurata di 8-12% rispetto alle pile saldate e sopprimono le componenti di coppia di cogging della sesta/dodicesima armonica - una differenza pass/fail quando le specifiche indicano < 0,5% di cogging.
Articolazioni diverse necessitano di acciai diversi: 0,20-0,27 mm di NOES a spessore sottile secondo la norma EN 10303 (≤ 15 W/kg @ 1,0 T/400 Hz) per spalla e anca; 0,10-0,15 mm di NOES ultrasottile o lega di Ni media per gli attuatori di polso e dita.
La costanza dello smusso della punta del dente di ±0,03 mm su tutti i denti dello statore ha un impatto maggiore sul cogging rispetto alla dimensione dello smusso stesso.
Il NOES a calibro sottile di 0,20 mm gestisce la gamma più ampia di motori per articolazioni umanoidi; il Co-Fe raramente giustifica il suo sovrapprezzo di 10-20× al di fuori delle articolazioni delle gambe bipedi.
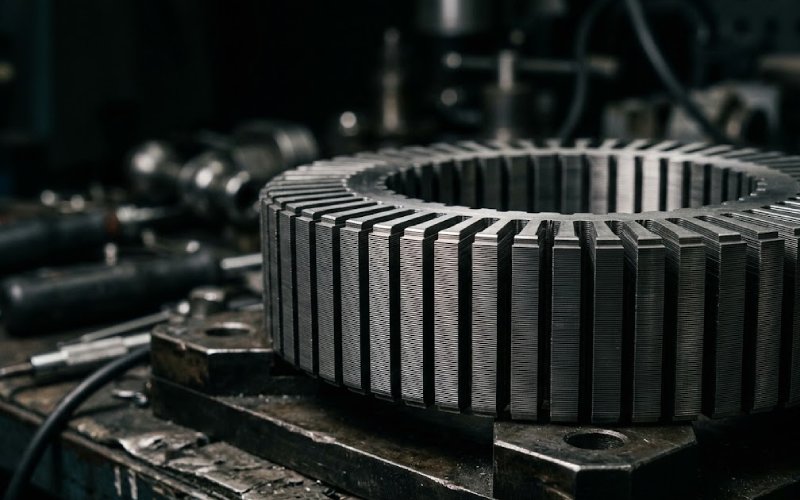
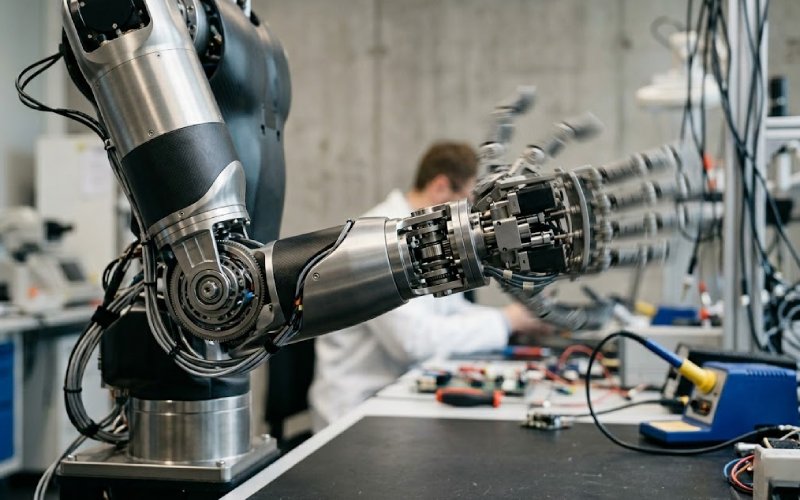
La spalla di un robot umanoide deve sostenere un braccio mentre il polso infila un ago. Stessa macchina, problemi motori molto diversi. E alla base di entrambi - letteralmente, fisicamente - si trova una pila di fogli di acciaio stampati più sottili di un biglietto da visita.
Noi costruiamo questi stack. I motori torque PMSM e BLDC ad alta polarità senza telaio all'interno degli attuatori per giunti umanoidi sono tra i più esigenti. pila di laminazione dello statore applicazioni che abbiamo spedito. Ecco cosa mostrano i dati di produzione su quali scelte di laminazione migliorano il ripple di coppia, la coppia di cogging e la fluidità del controllo del movimento, e quali invece comportano uno spreco di denaro.
Indice dei contenuti
Cause dell'ondulazione della coppia nei motori articolati umanoidi
L'ondulazione della coppia in un motore articolato si manifesta come movimento a scatti nel robot. Il circuito di controllo può compensarne una parte, certo. Ma la fonte elettromagnetica di tale ondulazione - coppia di cogging, distorsione armonica, distribuzione non uniforme del flusso - viene incorporata a livello di laminazione. Una cattiva scelta dell'acciaio, una geometria dei denti approssimativa, un metodo di impilamento sbagliato e il miglior algoritmo FOC del mondo non vi salveranno.
I motori articolari per i robot umanoidi - quelli che azionano attuatori rotanti per le spalle con picchi di 40-100 Nm o articolazioni per le ginocchia che spingono oltre 100 Nm - sono quasi sempre PMSM senza telaio o progetti BLDC ad alto numero di poli. Nessun alloggiamento. Nessun cuscinetto proprio. La pila di statori viene pressata direttamente nell'alloggiamento del giunto strutturale del robot. Qualsiasi errore dimensionale nello stack diventa un errore di concentricità nel motore. Che diventa una fonte di ondulazione della coppia.
La simulazione non sa che le saldature mettono in cortocircuito le laminazioni.
Abbiamo visto clienti arrivare con ottimi risultati FEA, il cui modello mostrava < 0,3% di cogging alla coppia nominale, e poi perdere 30-40% di quelle prestazioni previste perché la pila non era abbastanza piatta o il metodo di incollaggio ha sollecitato l'acciaio. Il divario tra simulazione e realtà, nei motori a giunti, è quasi sempre un problema di laminazione.
Selezione del materiale di laminazione in base alla funzione del giunto
Non tutte le articolazioni di un robot umanoide necessitano dello stesso acciaio di laminazione. Trattare in modo identico i motori di spalla, gomito e polso è un errore comune di primo passaggio che costa denaro o prestazioni, di solito entrambi. Le piattaforme umanoidi di ultima generazione utilizzano oltre 28-40 attuatori in tutto il corpo e i requisiti di coppia, velocità e precisione variano radicalmente da un'articolazione all'altra.
Articolazioni della spalla e dell'anca
Questi trasportano i carichi più pesanti. I requisiti di coppia continua vanno da 40 Nm a 200 Nm, a seconda della massa del robot. Il motore funziona a velocità relativamente basse, ma deve sostenere elevate densità di corrente per periodi prolungati, quindi le prestazioni termiche sono importanti.
Per questi giunti ad alto carico e a frequenza moderata, in genere si raccomanda di 0,25-0,35 mm acciaio elettrico non orientato con un contenuto di silicio di circa 2,5-3,0%. All'estremità sottile (0,25-0,27 mm), la norma applicabile è EN 10303 / IEC 60404-8-8 - la specifica a scartamento ridotto e a media frequenza - con gradi come NO25-13 (0,25 mm, ≤ 13 W/kg @ 1,0 T/400 Hz) o NO27-15 (0,27 mm, ≤ 15 W/kg @ 1,0 T/400 Hz). Per l'opzione da 0,35 mm, si passa all'opzione EN 10106 / IEC 60404-8-4 standard in cui i voti come M270-35A (0,35 mm, ≤ 2,70 W/kg @ 1,5 T/50 Hz).
Perché la suddivisione dello spessore è importante: un motore a 10 coppie di poli a 300 giri/min funziona solo a ~50 Hz fondamentali. A quella frequenza, la differenza di penalizzazione per correnti parassite tra 0,25 mm e 0,35 mm è modesta. Scendere al di sotto di 0,20 mm per i giunti a spalla è raramente giustificato: si paga per avere uno spessore sottile senza ottenere una riduzione proporzionale delle perdite a queste basse frequenze elettriche.
La permeabilità deve essere elevata perché il progetto del motore spinge la densità di flusso a 1,6-1,7 T nei denti al momento della coppia di picco. Se si supera questa soglia, si inizia a saturare, distorcendo la forma d'onda della back-EMF e alimentando l'ondulazione della coppia direttamente nell'uscita.
Articolazioni del gomito e del ginocchio
Coppia media (10-80 Nm), requisiti dinamici più elevati. Questi giunti accelerano rapidamente e cambiano spesso direzione. La priorità della laminazione si sposta dalla resistenza termica grezza verso bassa perdita di isteresi ed elevata permeabilità a livelli di induzione moderati (intervallo operativo 1,0-1,4 T).
Abbiamo ottenuto buoni risultati con i gradi da 0,20 mm - in particolare NO20-12 secondo EN 10303 (≤ 12 W/kg @ 1,0 T/400 Hz). L'intuizione chiave dei nostri dati di produzione: quando si ottiene la permeabilità giusta nell'intervallo di flusso operativo effettivo (non il picco), la linearità del back-EMF migliora in modo misurabile. Questo si traduce direttamente in un controllo della corrente più pulito. Il servo loop ottiene una coppia più fluida con cui lavorare.
Attuatori per polso e dita
Statori piccoli. Denti sottili. Scanalature molto strette. I requisiti di coppia sono modesti (1-20 Nm), ma la richiesta di precisione è estrema: si tratta di articolazioni che gestiscono compiti di manipolazione, come le mani destre a 22 DOF delle piattaforme di ultima generazione, dove l'errore di posizione di 0,1° è importante.
Qui ci spingiamo in 0,10-0,15 mm gradi NOES ultrasottili (NO10 o NO15 secondo la norma EN 10303) o, per alcuni programmi di fascia alta, leghe di nichel-ferro della famiglia 40-50% Ni.
L'opzione Ni-Fe offre una permeabilità fenomenale ($\mur$ > 50.000 a basso campo) e cogging quasi nullo alle basse densità di flusso a cui operano questi piccoli motori. Il compromesso: costo del materiale significativamente più elevato, minore $B{sat}$ (≈ 1,5 T per i gradi 48-50% Ni), e requisiti di ricottura che dipendono dalla composizione specifica della lega:
40-42% Gradi Ni (tipi ad espansione controllata adattati all'uso magnetico): ricottura a 850-1000°C in atmosfera protettiva (N₂, ammoniaca dissociata o H₂ secca). Queste sono le opzioni più indulgenti.
Gradi Ni ad alta permeabilità 49% (ottimizzato per ottenere il massimo $\mu$ e la minima coercitività): richiedere 1100-1200°C in idrogeno secco (punto di rugiada inferiore a -40°C), con raffreddamento controllato del forno a ~60-100°C/ora. Se si salta questa fase, la permeabilità può scendere di 50-80% rispetto allo stato completamente ricotto.
In un motore da polso che pesa complessivamente 80 grammi, il sovrapprezzo dell'acciaio è trascurabile rispetto alla distinta base complessiva del robot. La ricottura, tuttavia, non è banale: scegliete la qualità che corrisponde alle prestazioni magnetiche di cui avete effettivamente bisogno, non l'opzione più esotica disponibile.
Da notare: Le laminazioni Ni-Fe sono sensibili alle sollecitazioni di stampaggio. Preferiamo tagliarle al laser e seguirle con un ciclo di ricottura appropriato. Lo stampaggio progressivo di Ni-Fe è possibile - e per spessori di 0,15-0,20 mm alcuni programmi lo eseguono con successo - ma l'attrezzaggio deve essere ottimizzato per la morbidezza e la duttilità del materiale, e la ricottura successiva allo stampaggio diventa ancora più critica per recuperare le proprietà perse con la lavorazione a freddo.
Confronto tra i materiali di laminazione per i motori articolari umanoidi
Parametro
Standard NOES 0,35 mm (EN 10106)
NOES sottili 0,20-0,27 mm (EN 10303)
NOES ultrasottile 0,10-0,15 mm (EN 10303)
Lega Co-Fe 0,10-0,20 mm
Ni-Fe 40-50% Ni, 0,10-0,20 mm
B_sat
1.7-2.0 T
1.7-2.0 T
1.7-2.0 T
2.3-2.4 T
1.4-1.6 T
Perdita del nucleo a 1,0 T / 400 Hz
18-22 W/kg
12-15 W/kg (0,25 mm); ≤ 12 W/kg (0,20 mm)
≤ 13 W/kg (0,15 mm); ≤ 13 W/kg (0,10 mm)
Paragonabile a NOES sottili con lo stesso calibro
Molto basso (< 5 W/kg tipico al flusso operativo)
Permeabilità a 1,0 T
Buono
Buono-alto
Buono-alto
Alto
Molto alto
Potenziale di coppia di ingranaggio
Standard
Migliorato
Ulteriore miglioramento
Migliorato
Il meglio
Difficoltà di timbratura
Facile; matrice progressiva a 200-600 SPM
Moderato; controllo della bava critico
Duro; rapporto fresa/spessore impegnativo
Duro; sensibile ai notch, incline alle crepe
Materiale duro, sensibile alle sollecitazioni e morbido
Ricottura post-stampa
SRA opzionale a 750°C N₂
Consigliato
Consigliato
Obbligatorio - vuoto o H₂
Obbligatorio - la temperatura/atmosfera dipende dal grado (vedi testo sopra)
Costo relativo del materiale
1×
1.5-2×
2-3×
10-20×
3-8×
Applicazione tipica del giunto
Spalla, anca (dove l'intervento a bassa frequenza rende adeguati 0,35 mm)
Spalla, anca, gomito, ginocchio (l'intervallo di lavoro per la maggior parte delle articolazioni)
Polso, dita, end-effector di precisione
Articolazioni delle gambe critiche per il peso su piattaforme per l'andatura bipede
Attuatori per polso, dita e ultraprecisione
Montaggio della pila
Interblocco o saldatura
Incollaggio o interblocco
Incollaggio (consigliato)
Legame (obbligatorio senza stress)
Incollaggio o morsetto (senza saldatura)
I valori di perdita del nucleo rappresentano i valori massimi garantiti secondo le norme EN 10303:2015 e EN 10106:2015, ove applicabili, o gli intervalli verificati dai nostri test Epstein in ingresso per le qualità non standard.
Per chiarire la sovrapposizione a 0,20 mm: questo calibro si trova proprio al limite. Per le articolazioni in cui la frequenza elettrica fondamentale rimane al di sotto di ~100 Hz (la maggior parte delle applicazioni per spalla/anca), 0,25 mm o addirittura 0,35 mm catturano la maggior parte della riduzione delle perdite e sono più facili da timbrare. Per le articolazioni di gomito/ginocchio con requisiti dinamici più elevati e frequenze che raggiungono i 200-400 Hz, 0,20 mm è il punto di forza. Quando il team di progettazione del motore non ha ancora fissato il calibro, optiamo per 0,20 mm, perché offre il margine più ampio nella gamma di condizioni operative tipiche delle articolazioni umanoidi.
Assemblaggio di laminazione: Perché l'incollaggio batte la saldatura per la coppia di bloccaggio
Il modo in cui si tengono insieme le laminazioni non è solo una decisione strutturale. È una decisione elettromagnetica. È proprio qui che si riscontra il maggior numero di “prestazioni gratuite” lasciate sul tavolo dalle squadre che azzeccano l'acciaio ma sbagliano l'impilaggio.
Saldatura
Le saldature laser o TIG lungo il diametro esterno della pila creano cortocircuiti localizzati tra le laminazioni adiacenti. La zona colpita dal calore degrada il rivestimento isolante e aumenta la conduttività interlaminare. Nei nostri test su stack NOES da 0,20 mm (grado NO20-12), una saldatura laser a quattro punti ha aggiunto circa 8-12% alla perdita di nucleo misurata rispetto allo stesso stack incollato con adesivo.
La perdita extra non è distribuita uniformemente. Si concentra in prossimità delle linee di saldatura. A seconda del posizionamento della saldatura rispetto alle posizioni delle scanalature, questo crea un riscaldamento asimmetrico e introduce un contenuto armonico aggiuntivo nella distribuzione del flusso. Lo abbiamo misurato su una FFT della forma d'onda del cogging: le componenti armoniche 6° e 12° aumentano sensibilmente sulle pile saldate rispetto a quelle incollate.
Per i motori industriali, non interessa a nessuno. Per un motore a giunto in cui le specifiche indicano un cogging < 0,5% della coppia nominale, può fare la differenza tra il superamento e l'insuccesso.
Ad incastro
Meglio della saldatura dal punto di vista elettromagnetico, senza danni da calore. Ma le fossette di interblocco creano deformazioni locali nell'acciaio. Ogni fossetta è un punto di aumento della tensione residua, che aumenta la perdita di isteresi locale.
Negli statori di piccolo diametro (qualsiasi cosa al di sotto di ~60 mm di diametro esterno, che copre la maggior parte delle articolazioni di polso e gomito), spesso non c'è abbastanza ferro posteriore per posizionare gli interblocchi senza influenzare il circuito magnetico. Abbiamo visto casi in cui il posizionamento di interblocchi nella regione del giogo di uno statore da 40 mm ha causato un'asimmetria di densità di flusso misurabile nell'airgap.
Incollaggio adesivo (consigliato)
Vernice autoadesiva (backlack) - classificata come Tipo C-3 per EN 10342 / IEC 60404-1-1 / ASTM A976 standard di rivestimento isolante - o l'applicazione di adesivo post-stampa produce pile con:
Nessun cortocircuito interlaminare
Nessun punto di stress residuo
Nessuna interruzione del circuito magnetico
Frequenza naturale 75%+ più alta rispetto alle pile interbloccate di uguale geometria
Smorzamento delle vibrazioni che le pile saldate/interbloccate non possono eguagliare
Spessore dello strato adesivo: 2-5 μm per interfaccia. In questo modo il fattore di impilamento rimane superiore a 97%. Strati adesivi più spessi intaccano la frazione di acciaio attivo e possono ridurre la densità di coppia di 2-3%.
Le pile incollate sono anche più silenziose. L'adesivo tra gli strati smorza il ronzio ad alta frequenza che le pile saldate o incastrate trasmettono alla struttura del robot. In un robot collaborativo che lavora vicino agli esseri umani, il ronzio udibile dei nuclei motore è un vero problema di UX. L'incollaggio lo elimina.
Geometria del dente e design della scanalatura/palo: Dove viene messa alla prova la precisione dello stampaggio
Gli avvolgimenti concentrati a scanalatura frazionaria con un numero elevato di poli (oltre 16) sono lo standard per i motori a coppia congiunta. Gli accoppiamenti più comuni, come 12 scanalature/10 poli o 24 scanalature/22 poli, sopprimono intrinsecamente le armoniche di cogging di basso ordine. Ma la laminazione deve comunque eseguire la geometria secondo le specifiche.
Abbiamo scoperto che alcune cose contano più di quanto suggerisca il libro di testo:
Smussatura della punta del dente. Aggiungiamo abitualmente smussi di 0,2-0,4 mm alle punte dei denti sulle laminazioni dello statore per i motori robotici. In FEA, questo riduce il cogging di 15-25% su progetti tipici ad alto numero di poli. Ma il miglioramento si concretizza solo se lo smusso è uniforme su tutti i denti con una tolleranza di ±0,03 mm. Gli smussi non coerenti possono infatti aumento perché introducono un'asimmetria geometrica che il design a scanalature frazionarie non è stato concepito per gestire.
Controllo dell'altezza della fresa. Su laminati da 0,20 mm, la nostra specifica di produzione è ≤ 10 μm di altezza della bava. Ogni micron di bava è un potenziale punto di contatto interlaminare che degrada l'isolamento e crea percorsi di correnti parassite. Su materiali più sottili (0,10-0,15 mm), il rapporto bava/spessore diventa rapidamente aggressivo.
Per i calibri inferiori a 0,15 mm, in genere passiamo al taglio laser in fibra, soprattutto perché ci consente un controllo più stretto della bava ed elimina l'usura dello stampo come variabile. Lo stampaggio progressivo di NOES da 0,10 mm è fattibile (il materiale è in grado di gestire operazioni di taglio, tranciatura e punzonatura a temperatura ambiente), ma il mantenimento di un'altezza costante della bava al di sotto dei 10 μm in un'intera produzione richiede programmi di manutenzione aggressiva degli stampi che la maggior parte dei programmi non ritiene praticabili. Il chilometraggio varia a seconda dei volumi e della complessità della geometria.
Larghezza di apertura della fessura. Le aperture strette riducono il cogging, ma rendono più difficile l'avvolgimento e trattengono il calore. Il punto di forza per i motori a giunzione è l'intervallo 40-80 mm di diametro esterno dello statore: in genere 1,5-2,5 mm. L'attrezzatura per la laminazione deve mantenere questa dimensione a ±0,02 mm su ogni slot, altrimenti la soppressione delle armoniche ottenuta con il design a slot frazionari viene parzialmente annullata.
Skewing: Quando e quanto
Le pile di lamierini obliqui riducono la coppia di ingranamento distribuendo l'interazione magnetica su un intervallo angolare più ampio. Funziona. Ma non è gratis.
Un'inclinazione continua di un passo di scanalatura elimina virtualmente la componente fondamentale del cogging. Inoltre, riduce la coppia media di 1-3% e complica l'avvolgimento.
Per i motori a giunto ad alta polarità con esecuzioni a cave frazionarie, la maggior parte dei programmi richiede mezza scanalatura o obliquità parziale - sufficiente ad abbattere il cogging residuo senza sacrificare una coppia significativa. Questo sistema è stato implementato come un'obliquità a gradini, utilizzando 2-4 sottopile ruotate l'una rispetto all'altra.
La nostra capacità standard: inclinazione a 2 o 3 fasi con precisione angolare di ±0,3° per fase. Per specifiche più severe: Configurazioni a 4 stadi a ±0,15° - richiedono un'installazione personalizzata e comportano un costo aggiuntivo.
Un'interazione di cui non si parla abbastanza: l'inclinazione e il metodo di impilamento. Le pile saldate con inclinazione a gradini sviluppano concentrazioni di tensioni a ogni interfaccia saldatura-passo. Le pile incollate gestiscono il leggero disassamento angolare in modo pulito perché l'adesivo si adatta senza punti di contatto.
Materiali amorfi e nanocristallini: Perché no (ancora)
Di tanto in tanto ci viene chiesto del nastro metallico amorfo per i motori a giunti. I numeri relativi alla perdita del nucleo sono spettacolari: con uno spessore di ~0,025 mm, la perdita diminuisce di 70-90% rispetto a NOES in condizioni analoghe. I problemi pratici sono significativi Il fattore di impilamento scende a 80-85%. Si perde materiale magnetico attivo perché il nastro è spesso ~25 μm con una quantità proporzionalmente maggiore di rivestimento/aria per unità di altezza. - La fragilità. Stampare geometrie complesse di statori con denti sottili è al limite dell'impossibile su scala di produzione. Il taglio laser funziona, ma la zona colpita dal calore cristallizza parzialmente il materiale, degradandone le proprietà. - B_sat ≈ 1,56 T - funzionante, ma inferiore a quello di NOES. A parità di coppia, è necessario un nucleo più grande, annullando in parte il vantaggio in termini di perdita. Per i nuclei dei trasformatori e per alcune topologie a flusso assiale con forme avvolte semplici, l'amorfo ha senso. Per i motori torque senza telaio a flusso radiale che dominano le applicazioni per le articolazioni umanoidi, oggi non è pratico. Il NOES a spessore sottile con impilamento legato ottiene 80% dei vantaggi teorici con 20% di difficoltà di processo.
Il nostro processo di produzione di stack di motori per articolazioni umanoidi
Ispezione in entrata del materiale - Bobine di acciaio elettrico verificate tramite il telaio di Epstein rispetto al certificato dell'acciaieria. Testiamo un campione di ogni bobina prima che entri in produzione. La perdita del nucleo a 1,0 T/400 Hz e la polarizzazione magnetica a 2500 A/m sono i valori di riferimento.
Taglio - Bobina tagliata alla larghezza esatta del nastro per il diametro esterno dello statore o del rotore. Trattiamo spessori da 0,10 mm a 0,50 mm.
Stampaggio o taglio laser - Per spessori ≥ 0,15 mm e volumi superiori a ~5.000 pile, fustelle progressive ad alta velocità fino a 400 SPM (specifiche di bava: ≤ 10 μm a 0,20 mm). Per materiali più sottili, prototipi o elementi fini (larghezza dei denti < 2 mm): taglio laser in fibra. L'elettroerosione a filo è disponibile per la lavorazione di prototipi ultraprecisi.
Ricottura - Ricottura di distensione a 750°C in atmosfera N₂ per NOES. Per le leghe Ni-Fe: atmosfera e temperatura adeguate al grado specifico - 850-1000°C in gas protettivo per i tipi 40-42% Ni; 1100-1200°C in H₂ secco (punto di rugiada ≤ -40°C) per i tipi 49% Ni ad alta permeabilità. Ricottura sotto vuoto disponibile per Co-Fe.
Impilamento e incollaggio - Applicazione di vernice autoincollante (classe C-3 secondo EN 10342) o di adesivo post-stampa. Polimerizzazione a caldo e a pressione in impianti controllati. Concentricità verificata mediante misurazione laser a ±0,01 mm.
Ispezione finale - CMM dimensionale, misurazione dell'altezza delle bave, resistenza all'isolamento tra le lamelle. Per gli ordini di alta qualità: verifica distruttiva a campione della perdita d'anima sulle pile finite.
Montaggio obliquo - Se specificato, i sottoassiemi sono assemblati con uno sfalsamento angolare secondo il programma di inclinazione del progetto del motore.
Tempi di realizzazione del prototipo: 7-15 giorni lavorativi. Produzione: 6-8 settimane.
FAQ
Perché il Ni-Fe perde permeabilità senza ricottura post-stampa?
Lo stampaggio introduce una deformazione plastica sui bordi di taglio e intorno a qualsiasi elemento formato. Nelle leghe Ni-Fe, anche un moderato lavoro a freddo aumenta la coercitività e può ridurre la permeabilità di 50-80% rispetto allo stato completamente ricotto. La ricottura ricristallizza la struttura del grano, elimina le dislocazioni e ripristina la condizione di bassa coercitività e alta permeabilità per cui la lega è stata progettata. La temperatura e l'atmosfera esatte dipendono dal grado: una lega 42% Ni recupera bene a 850-1000°C in un'atmosfera protettiva standard, mentre un grado 49% Ni ad alta permeabilità ha bisogno di 1100°C+ in idrogeno secco con raffreddamento controllato per raggiungere la sua permeabilità nominale. Se si trascura la ricottura, si ottiene un acciaio costoso che funziona come un NOES economico.
In che modo la frequenza elettrica dei motori a snodo è paragonabile a quella dei motori di trazione EV e perché è importante lo spessore della laminazione?
Un tipico motore a giunto umanoide potrebbe avere 10 coppie di poli che funzionano a 0-500 giri/min. Ciò significa 0-83 Hz fondamentali. Anche con picchi dinamici di 1.500 giri/min, si raggiungono circa 250 Hz. Confrontatelo con un motore di trazione EV a 15.000 giri/min. con 4 coppie di poli: 1.000 Hz fondamentali. La frequenza più bassa nei motori a giunti significa che la penalizzazione delle correnti parassite dovuta a laminazioni più spesse è proporzionalmente minore. Passare da 0,35 mm a 0,20 mm in un motore a giunto potrebbe far risparmiare 15-20% sulla perdita del nucleo. Passando da 0,20 mm a 0,10 mm si potrebbero risparmiare altri 8-10%, ma la difficoltà di stampaggio e l'aumento dei costi sono sostanziali. Il calibro va adattato alla frequenza effettiva, non alla cosa più sottile disponibile.
L'angolo di smussatura sulle punte dei denti influisce sul cogging più della dimensione dello smusso?
Secondo la nostra esperienza, la coerenza conta più della dimensione esatta dello smusso. Uno smusso uniforme di 0,3 mm con una tolleranza di ±0,03 mm su tutti i denti supera uno smusso di 0,5 mm con una variazione di ±0,08 mm. La variazione introduce una riluttanza asimmetrica che crea armoniche di cogging che la topologia a scanalature frazionali non è stata progettata per annullare. La tolleranza dello smusso è più stretta di quella prevista dalla maggior parte dei fornitori.
Lo skewing può eliminare la necessità di un'attenta progettazione della geometria del dente?
No. L'obliquità sopprime efficacemente la componente fondamentale del cogging, ma le armoniche di ordine superiore (6°, 12°, 18°) che derivano dall'asimmetria geometrica (bave, aperture delle scanalature non coerenti, interblocchi disallineati) sono solo parzialmente attenuate dall'obliquità. Sono comunque necessarie strette tolleranze di laminazione. L'obliquità è una misura additiva, non sostituisce lo stampaggio di precisione.
Qual è l'approccio giusto per specificare le pile di laminazione per un nuovo progetto di motore articolato per robot umanoidi?
Partendo dalla mappa della densità di flusso del modello FEA e dalla gamma di frequenze operative. Definire la perdita di nucleo consentita in W/kg a un punto di funzionamento rappresentativo (ad esempio, 1,0 T/400 Hz secondo le condizioni di prova della norma EN 10303, o a qualsiasi frequenza che corrisponda al ciclo di funzionamento del motore). Specificare il metodo di assemblaggio della pila insieme al materiale: si tratta di decisioni accoppiate. Se ci coinvolgete nel ciclo di progettazione prima di congelare il materiale, lo spessore e il metodo di assemblaggio della pila, di solito possiamo identificare le opportunità di riduzione dei costi senza sacrificare le prestazioni elettromagnetiche. Dopo il congelamento del progetto, diventiamo un fornitore che esegue una specifica bloccata. Prima del congelamento, siamo un partner di progettazione.
Se state sviluppando motori a snodo per un programma di robot umanoide e avete bisogno di stack di laminazione che raggiungano effettivamente le specifiche di cogging e ripple promesse dalla FEA, contattate il nostro team di ingegneri. Esamineremo il progetto del vostro motore, vi consiglieremo il materiale e l'approccio di impilamento e vi faremo un preventivo per i prototipi fino ai volumi di produzione.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.