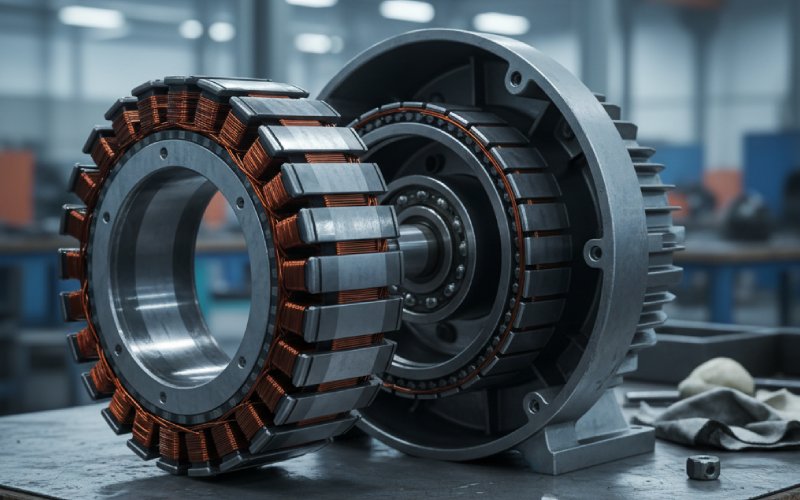
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
È possibile combinare spessori di laminazione diversi in uno statore e in un rotore?
Risposta breve: sì, tu. può È possibile combinare spessori di laminazione diversi in un singolo statore o rotore, ma quasi sempre si tratta di una scelta progettuale molto ponderata o di un compromesso di produzione che si accetta consapevolmente. I motori standard mantengono un unico spessore per un motivo: la combinazione di spessori diversi è riservata a casi limite, per ridurre i costi o in situazioni di riparazione in cui si privilegia la praticità rispetto all'eleganza.
La maggior parte del materiale pubblico sulle laminazioni si limita a dire che "più sottile significa minore perdita di nucleo, più spesso significa maggiore rigidità e stampaggio più economico". Questa parte la sapete già. Le macchine moderne tipiche si collocano nella fascia 0,25-0,50 mm per laminati elettrici in acciaio, spesso leggermente più sottili negli statori e leggermente più spessi nei rotori per garantire una maggiore resistenza. Ciò di cui si parla raramente è cosa succede realmente se si iniziano a mescolare questi spessori nello stesso stack invece di scegliere un unico valore globale.
Apriamolo.
Indice dei contenuti
Cosa significa realmente "mescolare gli spessori di laminazione"
Quando qualcuno chiede se è possibile combinare spessori diversi, solitamente intende una delle tre cose seguenti, anche se non lo dice esplicitamente. Una possibilità è la combinazione assiale: parte della lunghezza della pila con uno spessore e il resto con un altro, ad esempio laminazioni da 0,35 mm nella zona centrale e da 0,50 mm vicino alle estremità. Un'altra è la combinazione radiale: laminazioni più vicine al foro in un unico spessore, laminazioni verso il ferro posteriore o il bordo esterno in un altro, utilizzando diversi set di stampaggio o parti composte. Un terzo caso, più caotico, è la combinazione dettata dalla riparazione o dalla fornitura, in cui si sostituisce un lotto di laminazioni di spessore diverso al centro di una pila altrimenti uniforme perché è quello che si può ottenere.
Tutte e tre le opzioni sono tecnicamente possibili. I nuclei dello statore e del rotore vengono regolarmente costruiti impilando lamierini discreti che possono differire per geometria, rivestimento e lega; non esiste alcuna regola fisica che imponga che ogni lamierino debba essere identico. I moderni metodi di assemblaggio delle pile (incastro, saldatura, incollaggio) già prevedono l'uso di insiemi di lamierini discreti. La vera domanda non è "è consentito?", ma "quali costi nascosti devo sostenere quando lo faccio?".
Come lo spessore della laminazione influisce sui fondamentali (in breve)
Conoscete già le nozioni di base, quindi solo un breve ripasso. La perdita per correnti parassite in una laminazione cresce approssimativamente con il quadrato dello spessore per lo stesso materiale, flusso di picco e frequenza. Ecco perché tutti continuano a orientarsi verso lamiere più sottili nelle macchine ad alta velocità e alta frequenza, spesso fino a 0,2-0,35 mm o anche meno nei modelli speciali. Allo stesso tempo, lamiere più sottili significano più strati per la stessa altezza di impilamento, più interfacce di isolamento e un fattore di impilamento inferiore, quindi la sezione trasversale effettiva del ferro è leggermente ridotta.
Dal punto di vista meccanico, laminazioni più spesse e porzioni solide più grandi aumentano la rigidità e rendono più facile soddisfare i margini di rottura del rotore e i limiti di vibrazione, specialmente per velocità molto elevate. La produzione rimane in secondo piano, silenziosamente insoddisfatta: i fogli più sottili rallentano la stampatura, aumentano l'usura degli stampi e richiedono maggiore attenzione nell'impilamento e nell'incollaggio.
Mescolare gli spessori significa giocare con questo compromesso a livello locale anziché globale.
Quando mescolare gli spessori aiuta davvero
Ci sono situazioni in cui mescolare spessori diversi non solo è accettabile, ma anche utile.
Uno è quello dei rotori ad alta velocità, dove la zona esterna richiede una maggiore robustezza meccanica, mentre si continua a prestare attenzione alle perdite di ferro più in profondità nel nucleo. Un progettista potrebbe prendere in considerazione lamine più spesse o persino un anello esterno semisolido per garantire la resistenza circolare, in combinazione con lamine più sottili più vicine alla zona dei magneti o all'albero per gestire le perdite. I modelli strutturali mostrano già come lo spessore delle lamine e il diametro del nucleo solido siano direttamente collegati alla rigidità e alle sollecitazioni del rotore.
Un altro aspetto è l'ottimizzazione dei costi per i motori a bassa velocità. Per i motori a induzione a frequenza di rete a velocità moderate, la differenza di perdita tra lamiere da 0,35 mm e 0,50 mm è evidente ma non determinante per tutte le regioni del nucleo. Gli studi dimostrano che il passaggio da laminazioni da 0,50 mm a 0,35 mm può aumentare l'efficienza di circa un punto percentuale nelle piccole macchine a induzione, principalmente riducendo la perdita del nucleo del rotore. Se le normative energetiche vi costringono a spremere un po' più di efficienza da un telaio legacy, potreste prendere in considerazione l'utilizzo di laminazioni più sottili solo dove la densità di flusso e il prodotto di frequenza sono più dannosi, mantenendo il resto a uno spessore più economico.
C'è anche l'aspetto della riparazione e dell'ammodernamento. A volte semplicemente non è più possibile ottenere lo spessore di laminazione originale, oppure i tempi di consegna sono inaccettabili. In tal caso, la miscelazione degli spessori può essere una deviazione controllata che salva un progetto, a condizione che si accetti di essere responsabili della convalida delle perdite, della corrente a vuoto, dell'aumento di temperatura, delle vibrazioni e del rumore.
Gli effetti collaterali elettromagnetici della miscelazione degli spessori
Ora passiamo alle parti scomode.
Dal punto di vista elettromagnetico, quando si mescolano spessori diversi, la pila non si comporta più come un mezzo uniforme. Per una data geometria esterna e un'altezza nominale della pila, la variazione dello spessore in una regione modifica localmente il fattore di impilamento e l'area effettiva del ferro. Ciò sposta la densità di flusso, che a sua volta sposta sia l'isteresi che la perdita per correnti parassite. Se la combinazione è assiale, ad esempio 0,35 mm nella parte centrale 60% della pila e 0,50 mm vicino agli avvolgimenti terminali, è possibile ottenere curve di magnetizzazione locali diverse lungo la lunghezza. Ciò può distorcere leggermente la distribuzione assiale del flusso e della perdita, che potrebbe manifestarsi come gradienti di temperatura o anelli caldi su un'immagine termica.
La miscelazione radiale è più complessa. Se le laminazioni più sottili si trovano vicino ai denti, dove il flusso è già elevato, e quelle più spesse vicino al giogo, è possibile ridurre le perdite dei denti mantenendo rigido il ferro posteriore. Sembra interessante. Ma il vantaggio effettivo dipende dalla frequenza operativa reale, dalla forma d'onda e dalla quantità di percorso magnetico totale che attraversa ciascuna regione. A frequenze elettriche più elevate o con un ricco contenuto armonico proveniente dagli inverter, la parte più sottile acquista importanza e potrebbe essere necessario uno studio FEA approfondito per sapere se la perdita totale è effettivamente migliorata rispetto a un design a spessore uniforme.
Se la miscelazione è casuale e non pianificata, come nel caso in cui si inserisca un lotto di laminazioni da 0,50 mm al centro di un nucleo progettato per 0,35 mm, il flusso cercherà di evitare la zona con perdite maggiori. Si ottiene una sottile saturazione locale negli strati più sottili appena prima e dopo la sezione più spessa, lievi spostamenti nei percorsi di dispersione e, talvolta, spiacevoli sorprese in termini di perdite vaganti. Nulla di tutto ciò distrugge necessariamente la macchina, ma rende meno affidabili le previsioni analitiche e può compromettere le rigide garanzie di efficienza.
Conseguenze meccaniche e vibrazioni
Dal punto di vista meccanico, lo stack non è più una semplice "molla" con rigidità uniforme. Lo spessore variabile della laminazione modifica la distribuzione della rigidità sia radiale che assiale. La zona esterna del rotore è particolarmente sensibile alle alte velocità; se il profilo di rigidità cambia gradualmente con il raggio o lungo la lunghezza, le frequenze naturali del rotore possono avvicinarsi alla velocità di funzionamento o a suoi multipli. A quel punto, si inizia a preoccuparsi di risonanze che non erano state previste.
L'incollaggio e l'interblocco dipendono anche dalla geometria uniforme. Molti sistemi di assemblaggio si basano su caratteristiche ripetitive, linguette o modelli di saldatura che presuppongono uno spessore di laminazione e condizioni superficiali simili. Se una parte della pila è più spessa, la distribuzione della pressione di serraggio cambia; le caratteristiche di interblocco potrebbero non innestarsi esattamente allo stesso modo e si rischia un allentamento locale o un sfregamento tra i fogli. Un incollaggio scadente si manifesta già nella pratica con vibrazioni del nucleo, rumore meccanico e durata ridotta anche con laminazioni uniformi. La combinazione di spessori diversi aggiunge un'ulteriore variabile.
Negli statori, la miscelazione assiale può influire sull'interazione tra il nucleo e il telaio. Le zone terminali sono già soggette a sollecitazioni diverse dovute al serraggio e all'adattamento a caldo; modificando la rigidità in prossimità delle estremità è possibile spostare il punto in cui il nucleo "respira" sotto l'azione delle forze elettromagnetiche, modificando i modelli di rumore e vibrazione. Alcuni progettisti accettano questo fenomeno se il motore viene utilizzato in ambienti industriali in cui i limiti acustici sono tolleranti. In contesti automobilistici o elettrodomestici con normative rigorose in materia di rumore, questa soluzione è meno interessante.
La realtà della produzione: dove gli spessori di miscelazione fanno più male
Dal punto di vista dell'impianto, gli spessori misti sono quasi sempre scomodi.
Spessori diversi comportano l'utilizzo di set di stampi diversi o stampi regolabili, cicli separati, registrazioni separate della qualità e, solitamente, processi di impilaggio diversi. Le moderne linee di punzonatura sono calibrate per spessori specifici dei fogli, e sia la velocità di stampaggio che la durata degli utensili dipendono fortemente dallo spessore. Ad esempio, i dati industriali mostrano che le laminazioni dello statore più sottili riducono il numero di pile prodotte all'ora per una data altezza del motore, sottoponendo al contempo gli utensili a uno stress maggiore. Il cambio di spessore a metà pila interrompe il flusso regolare.
L'impilaggio stesso diventa più delicato. L'altezza delle bave, la planarità, la tensione residua e lo spessore del rivestimento variano in base allo spessore e ai parametri di processo. Se il modello delle bave non corrisponde, gli strati potrebbero non essere perfettamente piani e si potrebbero formare piccoli spazi d'aria o fessure oblique. Ciò degrada il fattore di impilaggio e può formare percorsi di vortici locali se le bave collegano l'isolamento. Maggiore è la variazione introdotta nella pila, maggiore è la dipendenza del processo dall'abilità dell'operatore e da un'ispezione rigorosa.
Quindi, anche se l'idea elettromagnetica sembra brillante sulla carta, l'ingegnere di produzione potrebbe opporsi semplicemente perché la linea deve produrre migliaia di pile alla settimana e non può permettersi di utilizzare delicati modelli di miscelazione senza costi aggiuntivi.
Come i trasformatori suggeriscono ciò che è possibile
I costruttori di nuclei di trasformatori mescolano da tempo geometrie di laminazione: diversi pezzi di giunzione a sovrapposizione, diverse larghezze, diversi segmenti di bracci e gioghi. Alcuni brevetti descrivono l'uso di tipi di laminazione alternati per ottenere uno spessore target e controllare le prestazioni magnetiche. Il più delle volte, tuttavia, lo spessore del calibro dell'acciaio elettrico rimane costante su tutto il nucleo. Si modificano la forma e i modelli di sovrapposizione, non il calibro, perché mescolare gli spessori complica il fattore di impilamento, il comportamento dei giunti e le perdite.
I progettisti di motori e generatori traggono lo stesso insegnamento. Utilizzate innanzitutto la geometria e la segmentazione in modo creativo. Considerate lo spessore misto della laminazione come una mossa di maggiore complessità, giustificabile solo quando avete una chiara motivazione in termini di prestazioni o costi e la capacità di analisi per sostenerla.
Panoramica della decisione: quando ha senso miscelare gli spessori
Ecco un modo sintetico per riflettere su questo argomento.
Scenario
Spessori misti?
Motivo principale per dire "sì"
Rischio principale da gestire
Rotore ad alta velocità con margine di rottura ridotto
A volte
Laminazioni esterne più spesse o bordo solido per garantire resistenza, laminazioni interne più sottili per controllare le perdite
Modellazione complessa di sollecitazioni e vibrazioni, sensibilità dell'assemblaggio e della saldatura
Adeguamento dei motori a bassa velocità esistenti per soddisfare una classe di efficienza superiore
Forse
Utilizzare laminazioni più sottili solo nelle zone a flusso più elevato per ridurre le perdite di ferro senza dover riprogettare completamente gli utensili.
Punti caldi locali, previsione di perdita incerta, onere dei test
Macchina prototipo in fase di ricerca e sviluppo con risorse complete di FEA e laboratorio
Sì, se risponde a una domanda specifica.
Libertà di sperimentare la miscelazione assiale o radiale e misurarne i risultati
Non rappresentativo del processo di produzione finale, replicabilità limitata
Motore industriale per prodotti di largo consumo orientato al costo e al volume
Quasi mai
Difficile da giustificare
Complessità di produzione, costi generali di controllo qualità, maggiore rischio di scarti
Riparazione di emergenza con laminazioni miste
A volte, come deviazione controllata
Rimettere in funzione una macchina quando non è disponibile un ricambio identico
Deriva delle prestazioni rispetto alle specifiche tecniche, durata di vita sconosciuta, implicazioni relative alla garanzia
Questa tabella non è un regolamento, ma riflette il modo di pensare di molti designer esperti una volta che l'entusiasmo iniziale incontra la realtà delle piante.
Se decidi di mescolare spessori diversi, fallo intenzionalmente.
Se hai intenzione di mescolare, consideralo come una vera e propria variabile di progettazione, non come un caso fortuito.
Partite dal problema elettromagnetico che state risolvendo: potrebbe trattarsi della perdita di ferro del rotore a una specifica armonica, del riscaldamento dei denti dello statore o della temperatura dei magneti in una macchina PM. Decidete in quale punto del percorso del flusso si verificherà la variazione di spessore e quale percentuale della perdita totale del nucleo prevedete di spostare. Utilizza la tua normale catena FEA (prima la sezione trasversale 2D, poi quella 3D o segmentale) in modo da vedere la densità di flusso locale, le perdite locali del nucleo e qualsiasi modello di dispersione anomalo. Includi la differenza effettiva del fattore di impilamento tra i calibri invece di ipotizzare una singola costante.
Quindi sovrapponi l'analisi strutturale. Per i rotori, includi la sollecitazione circolare, le velocità chiave e l'effetto delle diverse rigidità di laminazione sulle forme modali. Per gli statori, osserva come il serraggio del telaio e gli accoppiamenti a caldo distribuiscono la sollecitazione lungo la pila, specialmente se le zone assiali differiscono per spessore o materiale. I lavori pubblicati sulla modellazione della resistenza dei rotori mostrano quanto i risultati possano essere sensibili alla geometria della laminazione e alle dimensioni del nucleo solido. È qui che si evitano risonanze indesiderate e limitazioni di velocità.
Dal punto di vista della produzione, coinvolgi lo stabilimento sin dalle prime fasi. Chiedi quanti calibri e set di stampi diversi sono realistici. Verifica se il metodo di assemblaggio a pila (incastro, saldatura, incollaggio) rimane affidabile durante la transizione dello spessore. I fogli sottili possono essere molto più sensibili alle scelte di saldatura e incollaggio, con aumenti misurabili delle perdite quando i parametri di processo non sono regolati per il calibro specifico. Ciò è ancora più importante quando si mescolano diversi materiali.
Infine, eseguire la convalida hardware con strumenti che tengano conto dei rischi specifici introdotti. Ciò potrebbe comportare ulteriori test di perdita di potenza, mappatura termica lungo lo stack o misurazioni specifiche delle vibrazioni in prossimità delle nuove transizioni meccaniche.
Statore vs rotore: risposte diverse alla stessa domanda
Negli statori, la necessità di combinare spessori diversi è solitamente minore. Il nucleo dello statore è bloccato e non ruota, quindi le sollecitazioni meccaniche sono minori. Spesso è possibile raggiungere gli obiettivi di efficienza e temperatura semplicemente scegliendo uno spessore appropriato e un tipo di acciaio adatto, oltre a prestare particolare attenzione alla geometria delle fessure, alla larghezza dei denti e alla profondità della forcella. Quando i progettisti desiderano una regolazione locale, spesso modificano la forma della lamellatura o utilizzano statori segmentati piuttosto che combinare spessori diversi.
I rotori sono l'opposto. Per i rotori a induzione a gabbia di scoiattolo, c'è un argomento più forte: la concentrazione delle perdite e lo stress meccanico coesistono nello stesso spazio. Modificando lo spessore della laminazione o aggiungendo regioni di supporto solide si ottiene un'altra leva, utilizzata in alcuni progetti ad alta velocità o ad alta densità di potenza. Per i rotori a magneti permanenti, la disposizione dei magneti e la struttura del manicotto spesso dominano il gioco meccanico, ma lo spessore della laminazione influisce comunque sul modo in cui il ferro posteriore si satura e sul comportamento del rotore alla velocità.
Quindi, potremmo riassumere così: mescolare spessori di laminazione è più utile nei rotori che negli statori, e più probabile nelle macchine speciali che nei prodotti di catalogo.
Quindi, è possibile combinare spessori di laminazione diversi?
Sì, è possibile, e in effetti alcune persone lo fanno, ma soprattutto quando perseguono un obiettivo molto specifico: un po' più di efficienza senza un nuovo telaio, una maggiore velocità di sicurezza, un particolare profilo termico o una riparazione una tantum. Il prezzo da pagare è una maggiore complessità nell'analisi, nella produzione e nel controllo qualità. La pratica standard di "un calibro per pila" esiste perché è prevedibile, ripetibile e facile da produrre su larga scala.
Se state pensando di combinare spessori diversi in uno statore o in un rotore, trattateli come trattereste un materiale esotico o una forma di slot insolita. Annotate esattamente cosa vi aspettate di ottenere, modellatelo con dettagli sufficienti affinché i rischi siano visibili e coinvolgete la fabbrica con sufficiente anticipo affinché la verifica della realtà avvenga prima dell'ordine degli utensili, non dopo. Quindi, se i numeri continuano a funzionare, non state semplicemente combinando spessori diversi. State realizzando un progetto intenzionale.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.