Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
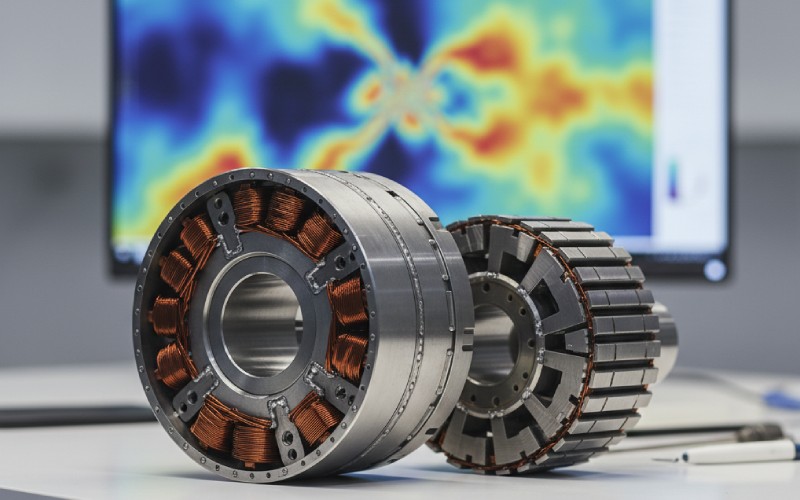
Modellazione di saldature e interblocchi nelle simulazioni elettromagnetiche di statore e rotore
Se avete mai avuto un modello di motore che guardato Se il vostro sistema è perfetto in FEA, ma non ha raggiunto l'efficienza, il rumore o la temperatura del banco di prova con un margine fastidioso, è molto probabile che le saldature e gli interblocchi vi stiano sabotando silenziosamente. Questi piccoli dettagli di "fabbricazione" - saldature al laser, tasselli a incastro, elementi termoretraibili - rimodellano il circuito magnetico e il quadro delle perdite molto più di quanto non suggerisca la loro geometria. Alcuni studi hanno dimostrato che i processi di saldatura e giunzione da soli possono aumentare le perdite del nucleo dello statore di ~10-20% nelle macchine industriali, mentre l'impatto combinato di taglio, giunzione e restringimento può far aumentare le perdite di 20-50% in alcuni casi.
In questo articolo vedremo:
Tradurre saldatura/incastro realtà produttiva in input del modello EM che si possono effettivamente utilizzare.
Confronto tra diversi livelli di fedeltà per l'inclusione di saldature/interblocchi nelle simulazioni di statore e rotore.
Mostrate come questi dettagli influenzano le perdite, l'ondulazione di coppia e l'NVH, e quando sono veramente importanti.
Fornisce un flusso di lavoro pratico e indipendente dagli strumenti, adattabile ad Ansys Maxwell, JMAG, COMSOL, MagNet, ecc.
Indice dei contenuti
1. Cosa fanno realmente le saldature e gli interblocchi al vostro circuito magnetico
Sotto il cofano, un nucleo laminato vuole comportarsi come un percorso magnetico perfettamente uniforme, con un isolamento pulito della laminazione e curve B-H piacevolmente morbide. Le saldature e le giunzioni rompono deliberatamente questo ideale: accorciano localmente le laminazioni, introducono deformazioni plastiche e tensioni residue e modificano il modo in cui il flusso e le correnti parassite si muovono attraverso l'acciaio.
A livello fisico, saldature e interblocchi:
Collegare elettricamente le laminazionicreando anelli conduttivi chiusi che consentono di creare "circuiti ad anello" con correnti parassite locali.
Introdurre la tensione residua e la deformazione plastica, degradando la permeabilità e aumentando le perdite per isteresi.
Percorsi di flusso disturbatisoprattutto in prossimità dei gioghi e delle radici dei denti, spostando la saturazione locale e le perdite.
Modifica della rigidità e dello smorzamentoche altera il modo in cui le forze elettromagnetiche si traducono in vibrazioni e rumore.
2. Rapido tour dei metodi di giunzione più comuni e delle loro implicazioni EM
Nei motori reali, in genere si assiste a una combinazione di saldatura, incastro, incollaggio o compressione meccanica:
Stack di saldatura laser / TIG (gioghi dello statore e del rotore).
Tasselli meccanici ad incastro pressato in laminazioni.
Pile di laminazione adesive (backlack/self-bonding).
Rivetti, bulloni, anelli di calettamento o fusioni (soprattutto sui rotori di grandi dimensioni).
Elettromagneticamente:
Le saldature e gli incastri tendono a aumento delle perdite del nucleo aggiungendo le correnti parassite locali e l'isteresi indotta dalle sollecitazioni.
Le pile incollate, preservando l'isolamento e minimizzando la distorsione, spesso perdite e rumore ridotti rispetto alle anime saldate o interbloccate.
Il taglio e l'unione possono causare degrado locale molte volte superiore rispetto al materiale vergine, soprattutto in prossimità dei bordi di taglio e delle zone dei tasselli.
3. Perché i modelli EM convenzionali hanno difficoltà con le saldature e gli interblocchi
La maggior parte dei modelli di motore FE presuppone:
Una curva B-H unica e uniforme.
Un modello di perdita di nucleo isotropo e omogeneizzato.
La realtà è più confusa. I documenti sui nuclei saldati e interbloccati lo dimostrano:
La saldatura può aumentare le perdite del nucleo statorico di circa 10% in un motore a induzione da 37 kW quando viene modellato con i dati misurati del nucleo ad anello saldato.
I processi di incastro possono aumentare notevolmente la perdita di ferro; in alcune geometrie di prova, il deterioramento dovuto all'incastro è paragonabile o superiore alla punzonatura stessa.
Per le anime tagliate e unite, ignorando il degrado di fabbricazione si possono sottovalutare le perdite di >50% nei casi peggiori.
Questo porta ai tipici punti dolenti della modellazione:
Sottovalutazione delle perdite (l'efficienza sembra migliore in FEA che sul dinamometro).
Posizioni sbagliate dei punti caldi (progettazione termica scadente, perché non si tiene conto dei picchi di perdita locali).
Ondulazione di coppia e disallineamenti NVH (picchi di rumore misurati senza una controparte evidente nella simulazione).
Confusi compromessi (ad esempio, incollaggio o saldatura) perché il vostro modello considera tutti i metodi di giunzione come elettromagneticamente identici.
4. Gli input indispensabili: parlare con la produzione in anticipo
È possibile modellare solo ciò che si conosce effettivamente. Prima di perfezionare qualsiasi modello EM, è bene dedicare un po' di tempo a ottenere dati concreti dalla produzione o dai fornitori.
Una buona conversazione "pre-simulazione" dovrebbe almeno chiarire:
Tecnica di giunzione per statore e rotore:
Tipo di saldatura (laser, TIG, spot) e schema (numero, lunghezza, posizione).
Stile di incastro (geometria dei tasselli, posizioni, densità).
Se viene utilizzato un adesivo (e a quale temperatura di polimerizzazione).
Dati sui materiali e sui processi:
Grado dell'acciaio e tipo di rivestimento (NOES vs GOES, classe di isolamento).
Qualsiasi dato disponibile su ring-core / Epstein per elaborato materiale (tagliato + saldato/intercettato).
Se la ricottura di distensione viene applicata dopo la saldatura/interblocco.
Tolleranza e variabilità del modello:
Tolleranze di posizione tipiche sui cordoni di saldatura o sugli incastri.
Varianti "problematiche" note (ad esempio, un certo schema di interblocco che aumenta il rumore).
In pratica, chiedere:
"Dove sono esattamente le saldature/interblocchi sulla pila?".
"Cosa fa il processo alle proprietà magnetiche locali - avete dati di prova?".
"Esistono diverse opzioni di giunzione per lo stesso statore/rotore che potremmo confrontare?".
5. Opzioni di modellazione: da "abbastanza buono" ad alta fedeltà
In letteratura, in genere si distinguono alcuni "livelli" di modellazione quando si tratta di saldature e interblocchi. Il trucco è scegliere il livello che corrisponde alla fase di progettazione e al rischio.
Ecco un confronto compatto che può essere utilizzato come foglio di istruzioni per il design:
Livello di modellazione
Cosa fare
Cosa cattura
Quando è sufficiente
Suggerimenti tipici per l'implementazione
L0 - Ignora
Nessuna modellazione esplicita di saldature/interblocchi; singolo modello B-H e di perdita.
Coppia globale e forma della back-EMF.
Dimensionamento concettuale molto precoce, esplorazione topologica.
Aggiungere generosi margini di progettazione; non utilizzare mai per la previsione della perdita finale.
L1 - Patch di materiale efficace
Rappresentare le zone saldate/interbloccate come regioni con coefficienti B-H e di perdita modificati in 2D/3D.
Isteresi locale extra e perdite parassite; alcuni disturbi di flusso.
Stima dettagliata delle perdite e mappe di efficienza per un determinato progetto.
Proprietà efficaci di adattamento da test ring-core / Epstein su campioni saldati o interbloccati.
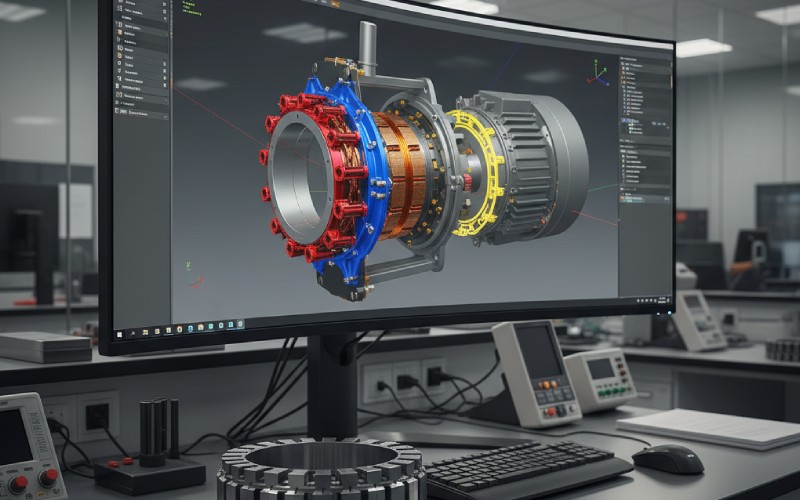
L2 - Caratteristiche geometriche esplicite
Modellate i cordoni di saldatura o i tasselli a incastro come volumi 3D reali con una conduttività realistica, oltre a materiale localmente degradato.
Anelli di correnti parassite locali, flusso non uniforme, distribuzione delle perdite armoniche.
Macchine premium, azionamenti ad alta frequenza, applicazioni sensibili all'NVH.
Utilizzare modelli 3D con affinamento delle maglie nelle regioni di saldatura; sfruttare la simmetria; considerare soluzioni transitorie o multiarmoniche.
L3 - Multifisica completa (EM + stress + NVH)
Accoppiare il FE meccanico (saldatura residua/sollecitazione di blocco, modello modale) al modello EM con B-H e magnetostrizione dipendenti dalla sollecitazione.
Convalida finale di progetti di punta, motori di trazione EV o motori aerodinamici con limiti NVH rigorosi.
Mappare i campi di sollecitazione nella maglia EM; utilizzare modelli di materiali dipendenti dalle sollecitazioni e trasmettere le forze EM all'analisi strutturale NVH.
Quando si cerca di "battere la concorrenza", in genere si vuole arrivare almeno a L1 in modo affidabile e hanno L2 o L3 per i vostri motori di punta.
6. Livello 1 in pratica: zone di materiale efficace per saldature e interblocchi
L'idea di base di L1 è semplice: invece di ridisegnare ogni piccola saldatura o incastro, si dipinge il "materiale degradato" sulle regioni che influenzano e si lascia che FE gestisca il resto. Questo approccio è comune nella ricerca moderna sugli effetti di taglio e giunzione, dove si ricavano modelli di degradazione dipendenti dalla distanza e si applicano direttamente a livello di elemento.
Un pratico flusso di lavoro L1 si presenta di solito come segue:
Fase 1 - Ottenere i dati del materiale lavorato
Misurare i nuclei ad anello ricavati da laminazioni statoriche reali: non saldati o saldati; con o senza incastro.
Estrarre le curve B-H e i coefficienti di perdita del nucleo per ogni caso.
Fase 2 - Creazione di un modello di "zona efficace
Identificare i punti in cui si trovano le saldature/interblocchi (ad esempio, cucitura del giogo esterno, tasselli del giogo centrale, giunti del polo del rotore).
Definire zone (ad esempio, ±3-5 mm intorno a ciascuna linea di saldatura o tassello) in cui modificare le proprietà del materiale.
Passo 3 - Proprietà di scala
Regolare i coefficienti di permeabilità e perdita di nucleo in queste zone in base alle misure effettuate (ad esempio, +10-30% di perdita locale, µ leggermente ridotto).
Fase 4 - Eseguire nuovamente le simulazioni EM
Valutare le perdite totali, la densità di perdita locale, l'ondulazione di coppia e la distribuzione del flusso.
Confrontare con le misure, se disponibili (ad esempio, statore mock-up con rotore bloccato).
7. Livello 2: modellazione esplicita di saldature e tasselli a incastro
In L2, si smette di fingere che le saldature e gli incastri siano "solo un altro materiale" e li si disegna davvero. È qui che si riproducono lavori come i modelli FE 3D dei tasselli a incastro (e i modelli 2D equivalenti da essi derivati) che mostrano esplicitamente i loop di correnti parassite all'interno dei tasselli e lungo la superficie della pila.
Le principali mosse di modellazione a questo livello:
Il 3D solo dove conta
Utilizzate un modello settoriale 3D con alcune fessure/pali e tasselli/saldature dettagliate; non passate subito a 360°.
Preservare la direzione dello spessore della laminazione se si desidera ottenere percorsi realistici delle correnti parassite.
Materiali separati per acciaio, metallo saldato e tasselli
Assegnare al metallo saldato una conducibilità elevata e un µ appropriato (spesso più vicino all'acciaio saturo o fuso).
Trattare i tasselli come una regione separata che fa da ponte tra le laminazioni.
Risolvere correttamente la dipendenza dal tempo
Le perdite del nucleo dovute a queste caratteristiche sono sensibili alla frequenza; utilizzare soluzioni time-stepping o multiarmoniche.
Per i cicli di azionamento, precalcolare i contributi di perdita effettiva in funzione della frequenza e riutilizzarli nei modelli a livello di sistema.
Risultati del backport in 2D
Dal costoso studio 3D, ricavate una "mappa di perdita e permeabilità equivalente" che potrete poi implementare come patch di materiale di tipo L1 in simulazioni 2D più rapide.
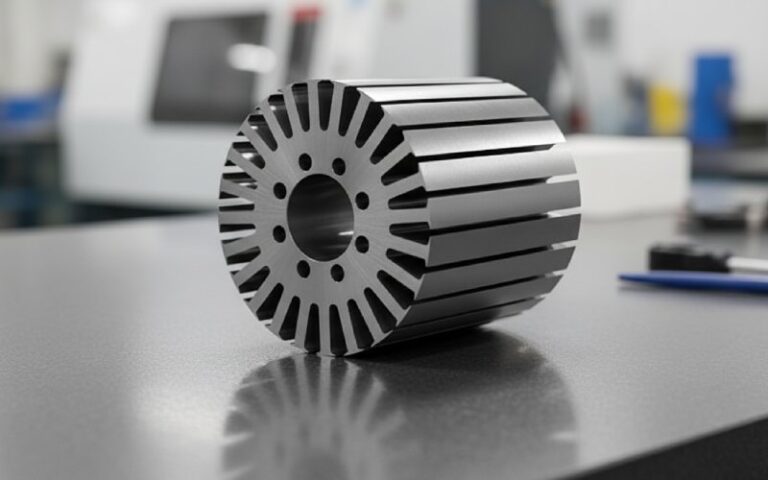
8. Problemi specifici del rotore: saldature, manicotti e gabbie
I rotori tendono a essere modellati in modo più grossolano rispetto agli statori, ma le saldature e i giunti possono essere altrettanto importanti - a volte anche di più, perché le velocità periferiche più elevate e le combinazioni slot/poli amplificano gli effetti locali.
Le caratteristiche comuni di giunzione specifiche per i rotori includono:
Barre e anelli terminali a gabbia di scoiattolo saldati o in fusione.
Scarpe da palo saldate o giunti da palo a palo (per le macchine a polo saliente).
Manicotti di contenimento del magnete o linee di saldatura assiali su rotori a magneti permanenti.
Giunti con rivetti e bulloni su gruppi di pali laminati.
Quando si modellano le saldature e i giunti del rotore, fare attenzione a:
Ponti a correnti indotte tra le barre e le laminazioni attraverso le saldature, che influiscono sulla ripartizione delle perdite di rame/ferro del rotore e sul riscaldamento della gabbia.
Interazione tra obliquità e saldaturaLe saldature in prossimità delle scanalature oblique possono distorcere i percorsi locali del flusso e influire sull'ondulazione della coppia.
Sollecitazioni per manicotti e termoretraibiliche può degradare le proprietà del magnete e della laminazione e spostare le risonanze quando è completamente accoppiato.
9. Dalla teoria ai clic: un flusso di lavoro indipendente dallo strumento
Qualunque sia il solutore EM utilizzato, un buon flusso di modellazione delle saldature e degli incastri tende a seguire una struttura simile.
Pensate a "misurare → ridurre → modellare → convalidare":
Misurare / Raccogliere
Raccogliere i dati ring-core / Epstein per:
Materiale di base.
Campioni di solo taglio.
Tagliato + saldato.
Taglio + incastro (con modelli diversi, se disponibili).
Se è possibile, misurare le perdite del nucleo su nuclei di statore/rotore parzialmente assemblati prima dell'avvolgimento (test di breve durata, eccitazioni toroidali, ecc.).
Ridurre a modelli
In forma distanza dalla caratteristica leggi di degradazione: ad esempio, una funzione µ(r), k_hyst(r), k_eddy(r) rispetto alla distanza dalla linea di saldatura o dal centro del tassello.
Per gli interblocchi, isolare i contributi da:
Sforzo di punzonatura.
Formazione dei tasselli.
Giunzione/collegamento dei tasselli (percorsi di cortocircuito).
Modello in EM FE
Implementare le patch L1 (e opzionalmente la geometria L2) nei modelli EM 2D/3D di statore e rotore.
Eseguire punti operativi che coprono:
Flusso e frequenza nominali.
Sovraflusso e armoniche PWM ad alta frequenza, se pertinenti.
Convalidare e iterare
Confrontare i componenti simulati a vuoto, a rotore bloccato e con perdita del nucleo a carico con i test (o con le misure del nucleo prima dell'assemblaggio).
Regolare i fattori di degradazione (entro limiti fisicamente ragionevoli) finché non si ottiene una corrispondenza costante con le misure di perdita del nucleo e di temperatura.
10. Come la modellazione di saldature/interblocchi modifica le decisioni di progettazione
Una volta che le saldature e gli interblocchi sono presenti nel modello EM, smettono di essere "un male necessario" e diventano leve di progettazione.
Invece di considerare "saldato o incollato o interbloccato" come una decisione puramente meccanica o di costo, è possibile considerarla come una variabile di progettazione elettromagnetica:
Con la modellazione dettagliata, è possibile:
Confrontare quantitativamente le tecnologie di giunzione
Esempio: alcuni studi hanno dimostrato che i nuclei statorici incollati possono ridurre le perdite del nucleo di ~20-40% e ridurre significativamente il rumore acustico rispetto ai nuclei saldati o interbloccati in progetti altrimenti identici.
Ottimizzare gli schemi di saldatura/interblocco
Ridurre al minimo il numero di tasselli ad incastro o posizionarli in zone a minore densità di flusso per ridurre le perdite extra mantenendo la resistenza meccanica.
Regolare lo spessore del giogo e la posizione della saldatura
Alcuni progetti di statori segmentati utilizzano gioghi sottili, più sensibili al disallineamento e al posizionamento dei giunti; i modelli FE mostrano che ciò può aumentare la coppia di cogging e alterare le frequenze di risonanza.
Valutare i compromessi a livello di rotore
Ad esempio, decidere tra gabbie saldate e gabbie fuse, o valutare se l'aggiunta di un manicotto di contenimento + saldature locali valga il possibile aumento della perdita del rotore.
In pratica, ciò può portare a decisioni quali:
Passare dall'incastro all'incollaggio per macchine di trazione EV ad alta efficienza e bassa rumorosità.
Mantenimento degli incastri, ma con un minor numero di tasselli, posizionati in modo ottimale e con un supporto più robusto.
Usare la saldatura solo quando è assolutamente necessario dal punto di vista meccanico, e spingere per la ricottura di distensione quando le penalità EM sono elevate.
11. Chiudere il cerchio: validazione, NVH e direzioni future
In definitiva, la modellazione di saldature e incastri non serve tanto a disegnare un CAD più bello quanto a far sì che il prototipo virtuale si comporti come la macchina reale, comprese le sue imperfezioni.
Un solido flusso di lavoro di fascia alta tende ad avere questo aspetto:
Controllo della realtà a livello di paragrafo con l'hardware
Misurazione della perdita del nucleo prima dell'assemblaggio (nuclei ad anello, test del solo statore).
Test completi del motore: a vuoto, a rotore bloccato, a punti di carico; misurazioni dell'aumento di temperatura e del rumore.
EM + accoppiamento strutturale/NVH
Utilizzate il vostro modello EM di saldatura/interblocco per generare le armoniche di forza.
Alimentarli in un modello strutturale che anche comprende i giunti saldati/interbloccati e la loro rigidità/smorzamento.
Confrontare gli spettri di vibrazione simulati e misurati; perfezionare la rigidità della saldatura e dell'incastro e la modellazione della forza EM.
Scorciatoie basate sui dati
Man mano che si accumulano progetti, è possibile addestrare modelli surrogati interni:
"Penalità di perdita rispetto al modello di saldatura" per una determinata famiglia di motori.
"Penalizzazione del rumore rispetto alla densità degli interblocchi".
Utilizzateli per vagliare rapidamente le opzioni di adesione prima di impegnarvi in un FE dettagliato.
In prospettiva, la ricerca si sta già muovendo verso:
Modelli di materiali accoppiati a sollecitazioni dove B-H e le perdite dipendono direttamente dai campi meccanici locali, integrati nei solutori EM.
Assegnazione automatica di maglie e proprietà dalle simulazioni di processo (ad esempio, "importa le sollecitazioni residue dal FE di saldatura nel FE EM").
Librerie di degradazione standardizzate per specifici tipi di acciaio e processi di giunzione, in modo da non dover reinventare la ruota per ogni programma.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.