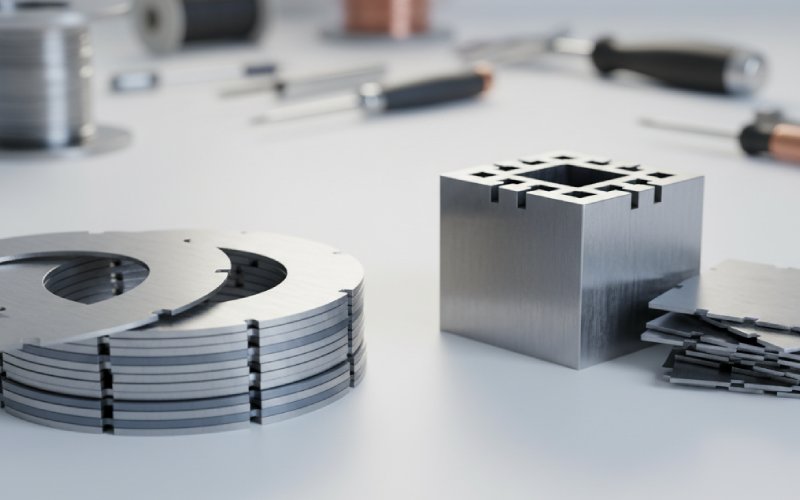
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Glossario: Termini essenziali nella progettazione di nuclei motori e lamierini per trasformatori
Conoscete già la fisica. Questo glossario si limita a definire i termini che determinano effettivamente i dati relativi alle perdite, i reclami per il rumore, i preventivi dei fornitori di acciaio e le discussioni nelle revisioni di progettazione, sia per i nuclei dei motori che per laminati per trasformatori.
Indice dei contenuti
Perché il vocabolario della laminazione è importante
La maggior parte dei problemi legati al magnetismo morbido nelle macchine moderne non deriva dalle equazioni di Maxwell, ma dal modo in cui le lamierine vengono tagliate, isolate, impilate, fissate e descritte nei disegni e nelle schede tecniche dell'acciaio. Fasi di produzione come la punzonatura, l'impilaggio e l'alloggiamento possono facilmente alterare le perdite per isteresi e correnti parassite rispetto ai valori "da catalogo", aggiungendo deformazioni plastiche e sollecitazioni residue ai bordi delle lamierine. Nei trasformatori e nei motori, ciò si traduce direttamente in watt aggiuntivi di perdita nel nucleo, punti più caldi e, talvolta, garanzie di efficienza non rispettate.
I termini riportati di seguito sono quindi destinati a chi è già in grado di leggere una curva B-H, ma desidera condividere un linguaggio comune con gli addetti agli acquisti, i negozi specializzati e gli esperti di FEA.
1. Termini relativi ai materiali e alla laminazione
Acciaio elettrico
Acciaio elettrico è il materiale predefinito per i nuclei laminati: un acciaio a basso tenore di carbonio legato al silicio, ottimizzato per basse perdite e permeabilità adeguata alle frequenze di alimentazione e oltre. Le sue perdite sono spesso scomposte in componenti quasi statiche (dominate dall'isteresi), parassite (simili alle correnti parassite) e anomale o in eccesso nei modelli moderni. Raramente si vedono queste tre parole in una citazione, ma è proprio questo che si nasconde dietro "W/kg @ 1,5 T, 50 Hz".
Acciaio elettrico a grani orientati (GO, CRGO) viene arrotolato in modo che l'asse di magnetizzazione facile sia allineato con la direzione di arrotolamento. È progettato per un flusso che scorre principalmente lungo quella direzione, che è esattamente ciò che accade nei classici rami e gioghi dei trasformatori. Utilizzarlo quando i percorsi del flusso sono ordinati e prevalentemente monodimensionali, non in uno statore fortemente dentato in cui le direzioni cambiano tutto intorno al traferro.
Acciaio elettrico non orientato (NO, CRNO/CRNGO) ha proprietà magnetiche approssimativamente isotropiche nel piano del foglio. I motori e le macchine rotanti fanno grande affidamento su questa caratteristica perché il flusso circola attraverso i denti, il ferro posteriore e i ponti in molte direzioni. I gradi NO hanno in genere perdite maggiori rispetto ai gradi GO a 50/60 Hz nella loro direzione "preferita", ma non penalizzano quando il flusso oscilla fuori asse.
Quando qualcuno dice semplicemente "M235-35A" o qualcosa di simile, si sta indicando uno spessore (circa 0,35 mm) e una classe di perdita; la scheda tecnica del fornitore di acciaio elettrico indica quanto siano ottimistici questi valori nelle condizioni di prova Epstein rispetto alla realtà dei punzonati e dei serrati.
Laminazione, spessore e fattore di impilamento
A laminazione è un sottile foglio di acciaio elettrico, rivestito con uno strato isolante ("coreplate") e impilato per formare il circuito magnetico. La laminazione limita i percorsi delle correnti parassite e consente di bilanciare lo spessore con la perdita: laminazione più sottile → loop di correnti parassite più piccoli → minore perdita di correnti parassite a una data frequenza, ma maggiore costo e minore efficienza di imballaggio.
Spessore/calibro della laminazione è solitamente compreso tra 0,18 e 0,50 mm per le applicazioni di potenza. Gli spessori sottili (0,18-0,23 mm) sono utilizzati per progetti ad alta frequenza e bassa perdita o leghe amorfe; gli spessori più elevati (~0,35-0,50 mm) sono più economici e accettabili alle basse frequenze dove domina l'isteresi. Lo spessore corretto non riguarda solo la perdita, ma impone anche vincoli alla punzonatura e alla manipolazione.
Coreplate / isolamento interlaminare è il sottile rivestimento applicato su ciascuna laminazione per mantenerle elettricamente separate. Svolge diverse funzioni contemporaneamente: limita le correnti interlaminari, resiste alla punzonatura, resiste alla ricottura (se presente), resiste all'umidità e alla corrosione e non consuma troppo il fattore di impilamento. L'isolamento interlaminare degradato porta direttamente a cortocircuiti locali attraverso la pila, a una maggiore perdita locale e può essere rilevato mediante test specializzati di iniezione di flusso e sovratensione sui nuclei impilati.
Fattore di impilamento (chiamato anche fattore di laminazione o fattore di spazio) è il rapporto tra la lunghezza effettiva del ferro e la lunghezza misurata della pila. In altre parole, quanto dell'altezza della pila è costituito da acciaio rispetto ai rivestimenti e alle sacche d'aria. I valori tipici per i nuclei in acciaio al silicio sono compresi tra 0,95 e 0,97; i nuclei in nastro amorfo potrebbero avvicinarsi maggiormente a ~0,8 a causa delle superfici ruvide e dei rivestimenti.
I progettisti utilizzano il fattore di impilamento in due modi. Innanzitutto, correggono la sezione trasversale magnetica netta utilizzata nell'analisi FEA e nei calcoli manuali (B = Φ / A_eff, dove A_eff include il fattore di impilamento). In secondo luogo, lo comunicano ai fornitori durante le discussioni sulle tolleranze: se si specifica un fattore di impilamento aggressivo ma si consentono sbavature, ondulazioni e rivestimenti spessi, qualcosa non corrisponderà.
Invecchiamento magnetico è la deriva a lungo termine della perdita di nucleo e della permeabilità dovuta al rilassamento delle sollecitazioni, all'ossidazione o a un ricottura impropria. Spesso si manifesta come un aumento graduale di W/kg nel corso di anni di funzionamento o dopo ripetuti cicli termici. Raramente viene indicato esplicitamente nelle specifiche delle macchine, ma qualsiasi scheda tecnica dell'acciaio che menziona la "perdita garantita dopo l'invecchiamento" ne parla implicitamente.
Riepilogo: leve di laminazione chiave su tutte le macchine
La tabella sottostante riassume alcuni dei termini più comuni relativi alla laminazione nel modo in cui vengono effettivamente utilizzati nelle conversazioni. Gli intervalli numerici tipici sono indicativi; i fornitori e gli standard specificano i valori esatti.
Termine
Gamma tipica / opzioni
Più comune in...
Ciò su cui le persone discutono realmente
Spessore della laminazione
0,18–0,50 mm (acciaio al silicio), più sottile per l'amorfo
Entrambi
Perdita vs costo vs difficoltà di perforazione
Fattore di impilamento
Da ~0,80 (amorfo) a ~0,97 (acciaio al silicio)
Entrambi
Se il valore ipotizzato nella FEA corrisponde ai risultati dei test
Tipo di acciaio elettrico
GO, NO, varianti amorfe ad alto contenuto di silicio
GO: trasformatori; NO: motori
Prezzo vs perdita vs disponibilità vs rumore
Coreplate / classe di isolamento
Tipi di rivestimento specifici del fornitore, diversi valori termici e dielettrici
Entrambi
Se il rivestimento resiste al processo e al serraggio
Tipo di giunto (testa a testa / a mitra / a gradini)
Giunti a mitra semplici, giunti a mitra con sovrapposizione a gradini
Trasformatori
Perdita a vuoto, rumore acustico e complessità costruttiva
Fattore di riempimento dello slot
Circa 0,4-0,6 in molti statori di motori pratici
Motori
Producibilità vs perdita di rame vs prestazioni termiche
2. Termini geometrici: motori e trasformatori
Statore, rotore, denti, scanalature e ferro posteriore
Nei motori, il nucleo dello statore è un anello di laminazioni che porta denti e scanalature. Il nucleo del rotore è un'altra struttura laminata che può contenere magneti permanenti, barre a gabbia di scoiattolo o salienza. Il vocabolario della laminazione riguarda principalmente lo statore, dove la geometria dei denti, l'apertura delle fessure, i ponti e lo spessore del ferro posteriore sono incisi nel foglio.
Denti sono le sporgenze che trasportano gli avvolgimenti lungo i loro lati. La loro larghezza, conicità e geometria della punta determinano la densità di flusso nel dente e il margine di saturazione in caso di sovraccarico. Slot machine sono i vuoti che contengono i conduttori; la loro forma determina la dispersione dello slot, le armoniche dello slot e i vincoli meccanici per l'inserimento dell'avvolgimento. La geometria dello slot controlla anche le concentrazioni di sollecitazioni locali derivanti dalla punzonatura, che sono importanti per la modellazione delle perdite in prossimità dei bordi.
Il ferro posteriore (o giogo dello statore) è la zona anulare esterna ai denti che chiude il circuito magnetico. Il suo spessore è dimensionato in base ai requisiti di flusso e al fattore di impilamento, utilizzando relazioni di progettazione standard; in molti libri di testo e relazioni di progettazione, si vedrà l'algebra in cui il fattore di impilamento della laminazione riduce esplicitamente la larghezza del ferro posteriore.
Limb, giogo e finestra centrale nei trasformatori
Nei trasformatori di tipo core, arti (o gambe) sono le colonne verticali delle laminazioni che sostengono gli avvolgimenti primari e secondari. Il gioghi sono le sezioni orizzontali che collegano gli arti tra loro e forniscono il percorso di ritorno. Insieme formano un circuito magnetico chiuso.
Il finestra principale è l'apertura delimitata da bracci e gioghi. Ospita avvolgimenti, isolamento, condotti di raffreddamento e strutture di serraggio. La sua altezza, larghezza e spazi liberi alimentano il fattore di spazio della finestra e determinano quanto puoi essere ambizioso in termini di sezione trasversale del rame e livelli di isolamento.
Un termine interessante condiviso tra le macchine è intercapedine. Nei motori, il traferro è una caratteristica progettata tra lo statore e il rotore; nei nuclei dei trasformatori, i "traferri" sono più spesso imperfezioni: giunti, disallineamenti o piccoli spazi deliberati in progetti speciali come gli induttori con traferro. In entrambi i casi, il vocabolario della laminazione entra in gioco quando si parla della precisione con cui la pila viene lavorata o rettificata.
3. Linguaggio di perdita intorno alle laminazioni
Perdita totale del nucleo e perdita specifica
Perdita del nucleo o perdita di ferro è la potenza dissipata all'interno del materiale magnetico quando è soggetto a un flusso variabile nel tempo. Di solito è indicata come perdita specifica in W/kg a una data induzione B (ad esempio, 1,0-1,7 T) e frequenza (50/60 Hz o superiore). Per gli acciai elettrici, i modelli moderni suddividono questo valore in isteresi, correnti parassite classiche e componenti in eccesso, anche quando il catalogo riporta un solo valore in W/kg.
Su una scheda tecnica dell'acciaio potrebbero essere riportati diversi punti di prova (ad esempio a 1,5 T, 50 Hz e 1,7 T, 50 Hz). Questi punti nascondono alcune ipotesi di processo: strisce Epstein pulite, nessun danno da punzonatura e impilaggio ideale. Una volta che le lamine sono state punzonate, piegate e fissate, le perdite misurate sui nuclei assemblati tendono ad aumentare a causa delle sollecitazioni meccaniche e dei bordi danneggiati.
Isteresi, correnti parassite e perdite in eccesso
Perdita di isteresi è associato all'area del ciclo di isteresi B-H. Ad ogni ciclo, si verifica una perdita di energia dovuta al movimento delle pareti di dominio e alla magnetizzazione irreversibile. Modifiche di primo ordine come il tipo di materiale, la densità di flusso e lo stato di ricottura influiscono notevolmente su questo fattore. Nei trasformatori, si nota un funzionamento più vicino alla saturazione o l'utilizzo di un tipo di acciaio con una coercitività più elevata.
Perdita per correnti parassite deriva dalle correnti circolanti indotte all'interno di ciascuna laminazione; varia notevolmente in base allo spessore della laminazione e alla frequenza operativa. Laminazioni più sottili e un migliore isolamento interlaminare limitano queste correnti. Un accatastamento improprio (spazi vuoti, sbavature, superfici cortocircuitate) può vanificare il vantaggio.
Perdita eccedente (talvolta denominata perdita "anomala") rappresenta una perdita aggiuntiva dipendente dalla frequenza che va oltre il semplice modello delle correnti parassite, legata ai dettagli microstrutturali e alla curvatura delle pareti di dominio. I materiali e i modelli moderni includono questo termine, specialmente alle frequenze più elevate e con forme d'onda complesse.
I team di progettazione potrebbero non sempre indicare esplicitamente il termine "perdita eccessiva", ma quando i risultati della FEA non corrispondono alla perdita misurata con un contenuto armonico più elevato, questa è la causa silenziosa.
Densità di flusso, punto di ginocchio, saturazione e magnetostrizione
Densità di flusso B nel nucleo viene calcolato dal flusso netto e dall'area effettiva; il fattore di impilamento regola tale area. Conoscete già la curva B-H, ma nel linguaggio della laminazione si sente spesso parlare di "punto di ginocchio" o "densità di flusso di ginocchio" del tipo di acciaio. Si tratta del punto sulla curva di magnetizzazione in cui la permeabilità incrementale inizia a diminuire rapidamente. Operare troppo vicino a questo punto di ginocchio aumenta la perdita di isteresi e distorce le forme d'onda.
Saturazione è il limite massimo pratico oltre il quale l'aumento della forza magnetizzante H aggiunge poco B ma aggiunge molta perdita e riscaldamento. Nei trasformatori EI e nei piccoli motori, i progettisti spesso mantengono il funzionamento nominale comodamente al di sotto del punto di inflessione, ma i transitori e le armoniche spingono le regioni locali più in alto.
Magnetostrizione è la deformazione indotta nel materiale quando magnetizzato. Essa associa il design magnetico alle vibrazioni e al rumore udibile. I giunti a gradini nei nuclei dei trasformatori, ad esempio, vengono utilizzati non solo per ridurre le perdite a vuoto, ma anche per ridurre la concentrazione di deformazione magnetostrittiva nei giunti, diminuendo il ronzio.
4. Giunti, tagli e impilaggio
Giunti a battuta, a mitra e a gradini
Le lamine dei trasformatori possono essere assemblate in diversi tipi di giunti:
A giunto a battuta taglia le laminazioni in modo squadrato e le unisce tra loro. Si tratta di un procedimento semplice da realizzare, ma che lascia spazi vuoti relativamente ampi e un maggiore affollamento locale del flusso.
A giunto a mitria taglia le laminazioni ad angolo (spesso 45°) in modo che il flusso attraversi il giunto più gradualmente e rimanga più vicino alla direzione di laminazione dell'acciaio a grani orientati. Ciò migliora la perdita e riduce la saturazione locale rispetto ai giunti di testa.
A giunto a gradini fa un ulteriore passo avanti. Le laminazioni sono sovrapposte a piccoli passi (spesso 3-5 strati) in corrispondenza della giunzione, in modo che il flusso subisca una transizione graduale anziché un'interfaccia netta. Questa disposizione riduce significativamente la perdita a vuoto del nucleo, migliora la distribuzione del flusso attraverso la giunzione e riduce le vibrazioni e il rumore causati dalla magnetostrizione.
Il glossario nascosto dietro queste parole riguarda ciò che si negozia con i fornitori principali: giunti più complessi significano più passaggi di taglio, più lavoro di impilaggio e requisiti di allineamento più rigorosi, ma garantiscono una riduzione delle perdite e un funzionamento più silenzioso.
Pacchetti, sbavature e qualità dell'impilaggio
Quando le laminazioni sono impilate, vengono spesso raggruppate in pacchetti: piccoli sottostack trattati come unità in una struttura circolare o a gradini più ampia. Il design dei pacchetti cerca di mantenere ogni gradino un multiplo conveniente del numero di laminazioni, in modo che l'assemblaggio rimanga ripetibile.
Bave sono i bordi rialzati lasciati dalla punzonatura o dalla tranciatura. Anche le sbavature più piccole hanno una doppia importanza. Dal punto di vista meccanico, influiscono sulla compattezza delle lamine e quindi sul fattore di impilamento. Dal punto di vista magnetico, creano ponti conduttivi indesiderati tra le lamine, che aumentano le correnti interlaminari e distorcono i campi locali.
Distorsione nei motori è la leggera torsione della pila di lamierini dello statore o del rotore lungo la direzione assiale. Viene utilizzata per ridurre la coppia di cogging e l'ondulazione della coppia a scapito della complessità di produzione, della perdita di slot alterata e, talvolta, della maggiore lunghezza del rame. In termini di laminazione, l'inclinazione complica anche i modelli di punzonatura e le maschere di impilaggio.
La pressione di impilaggio, le piastre di serraggio e i bulloni di fissaggio contribuiscono tutti al fattore di impilaggio effettivo finale e allo stato di sollecitazione dell'acciaio. Se sono troppo allentati, si verificano vibrazioni e rumori, oltre a perdite incostanti. Se sono troppo serrati, si induce una sollecitazione aggiuntiva, che aumenta la perdita di isteresi in prossimità dei giunti e dei bordi.
5. Fattori relativi a fessure, finestre e spazi
Fattore di riempimento degli slot e fattore di riempimento del rame
Fattore di riempimento dello slot è il rapporto tra l'area totale della sezione trasversale del conduttore (solitamente rame) e l'area fisica della sezione trasversale della fessura dello statore. In molte macchine industriali, i valori reali compresi tra 0,4 e 0,6 sono comuni, a seconda della forma del conduttore, dello spessore dell'isolamento e del metodo di avvolgimento.
I designer parlano anche di fattore di riempimento del rame, che a volte si riferisce specificatamente al rapporto tra l'area del metallo nudo e l'area della fessura (ignorando l'isolamento), altre volte al conduttore totale più l'isolamento. La definizione esatta è confusa nella pratica, quindi nelle revisioni di progettazione è utile chiarire quale delle due definizioni viene utilizzata dal FEA o dal foglio di calcolo.
Il fattore di riempimento degli slot fa da ponte tra il linguaggio elettromagnetico e quello della producibilità. Un fattore target elevato può sembrare ottimo nei modelli termici e di perdita di rame, ma potrebbe essere irrealistico per l'inserimento automatico o le tolleranze di piegatura a forcina. Quindi è un numero che si negozia tra simulazione, ingegneria degli avvolgimenti e dimensioni dello stack del nucleo.
Fattore spazio finestra
Nei trasformatori, fattore di spazio della finestra è il rapporto tra l'area occupata dai conduttori e l'area totale della finestra che gli avvolgimenti possono occupare. È necessario lasciare spazio non solo per il rame, ma anche per l'isolamento, i condotti di raffreddamento, gli schemi di interleaving e gli spazi liberi per soddisfare i livelli di prova dielettrica.
Il fattore dello spazio della finestra interagisce con il design della laminazione perché la modifica della larghezza dei lembi, dell'altezza del giogo o della geometria del passo-sovrapposizione modifica la finestra disponibile. Un'officina specializzata potrebbe proporre una leggera modifica delle dimensioni dei lembi per facilitare l'impilamento, e tale modifica si ripercuote direttamente sul fattore della finestra e sul layout dell'avvolgimento.
6. Termini relativi alla produzione e alla qualità delle laminazioni
Effetti di punzonatura, taglio e sollecitazione
Punzonatura e timbratura sono ancora i metodi dominanti per il taglio delle laminazioni nella produzione ad alto volume. Essi introducono una deformazione plastica in prossimità dei bordi tagliati, che aumenta localmente la coercitività e la perdita. La profondità di questa zona danneggiata e la sua rilevanza dipendono dall'affilatura, dal gioco e dalla manutenzione degli utensili.
Taglio laser e altri metodi di taglio di precisione riducono lo stress meccanico ma introducono effetti termici e possono influire sulle condizioni del rivestimento. Per i prototipi o le produzioni in piccoli volumi, sono comuni le laminazioni tagliate al laser e la perdita misurata nel nucleo spesso differisce dalla produzione punzonata perché la distribuzione dello stress è diversa.
Poiché lo stress meccanico influisce sulla permeabilità e sulla perdita nel nucleo, i modelli avanzati di perdita di ferro per macchine a magneti permanenti interni ora considerano esplicitamente la deformazione meccanica delle lamierine dello statore e del rotore sotto carico e serraggio. Si tratta di un notevole passo avanti rispetto ai semplici test con strisce di Epstein che generano valori da catalogo.
Ricottura di distensione è un trattamento termico applicato dopo il taglio/impilaggio per recuperare alcune delle proprietà magnetiche originali rilassando le tensioni. La temperatura e il tempo esatti interagiscono con il tipo di rivestimento e l'assemblaggio del nucleo; non tutti i modelli di nucleo possono essere ricotti dopo l'assemblaggio a causa di vincoli meccanici e di isolamento.
Difetti di isolamento interlaminare e prove sul nucleo
Un difetto di isolamento interlaminare è un punto debole o corto tra le laminazioni in cui il rivestimento isolante è stato danneggiato o contaminato. Questi difetti forniscono percorsi a bassa resistenza per la circolazione delle correnti tra fogli adiacenti, aumentando la perdita locale e il rischio di punti caldi.
Metodi di prova quali sonde a iniezione di flusso e prove di sovratensione consentono di rilevare tali difetti nei nuclei dei trasformatori assemblati eccitando il nucleo e misurando le risposte indicative di un guasto dell'isolamento. Gli standard orientati al campo e le officine di riparazione utilizzano spesso prove di perdita del nucleo in watt per chilogrammo o watt per libbra a induzione specificata, insieme a una metrica del fattore di potenza, per valutare se un nucleo è accettabile dopo la riparazione o il riavvolgimento.
Per le applicazioni con magneti pulsati ad alta frequenza, sono stati proposti ulteriori schemi di isolamento interlaminare per mantenere le perdite gestibili in forme d'onda molto più difficili, dimostrando quanto siano sensibili gli stack di laminazione ai dettagli dell'isolamento.
7. Leggere le specifiche tenendo presente questo glossario
Quando apri una scheda tecnica dell'acciaio elettrico, le parole chiave relative alla laminazione dovrebbero essere allineate: grado, spessore, punti di perdita specifici e fattore di impilamento garantito. Sai bene che quei numeri presuppongono condizioni di prova ideali e che le tue scelte in materia di punzonatura, pressione di impilamento e ricottura influenzeranno il risultato finale.
Quando si osserva un disegno del nucleo, il tipo di giunto (testa, mitra, sovrapposizione a gradini) e la disposizione dei pacchetti indicano dove si troveranno i punti di accumulo del flusso e di magnetostrizione. Nei motori, la geometria dei denti e del ferro posteriore, la lunghezza impilata e il fattore di riempimento delle fessure collegano direttamente il design della laminazione alla ripple di coppia, alla perdita e alla producibilità.
E quando arrivano i risultati dei test — misurati in W/kg superiori al previsto, fattore di potenza spento, aumento della temperatura leggermente superiore al modello — il vocabolario qui è come avere una conversazione precisa sul fatto che il problema sia nel grado dell'acciaio, nello spessore della laminazione, nel fattore di impilamento che hai ipotizzato, nella qualità dell'isolamento tra i fogli o nei fattori di finestra e slot che hai spinto troppo.
Questo è proprio lo scopo di questo glossario: meno argomentazioni vaghe, domande più mirate e un linguaggio comune tra progettazione elettromagnetica, produzione e fornitori quando si parla di nuclei motore e lamierini per trasformatori.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.