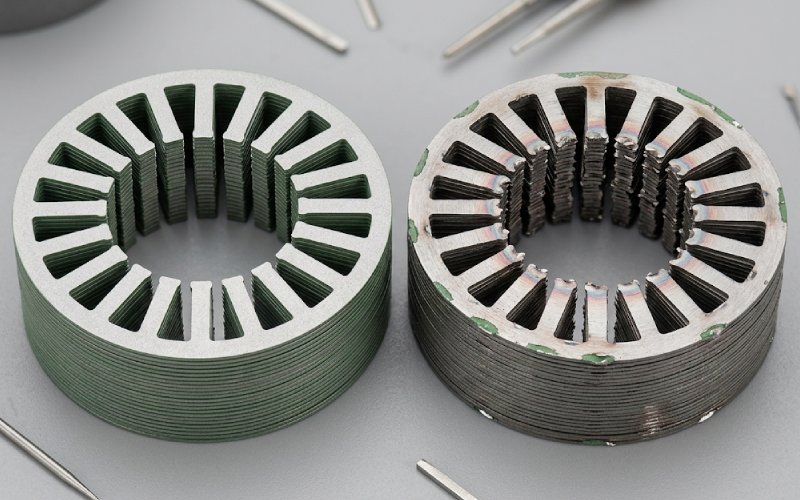
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
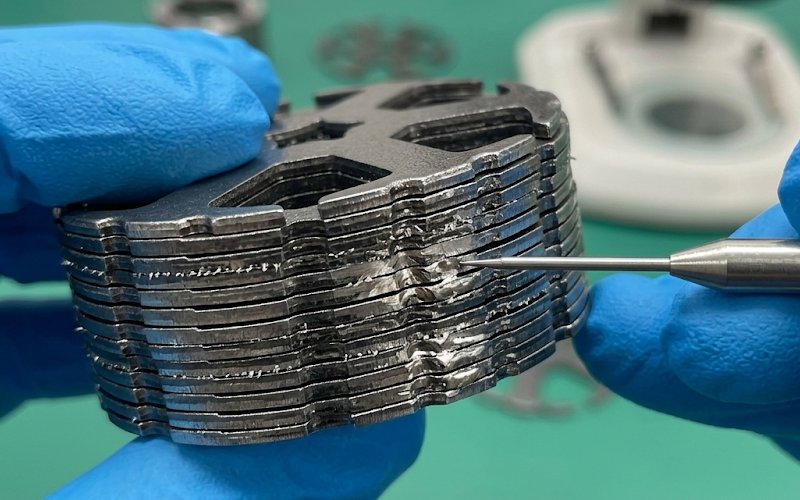
Controllo della bava di laminazione a motore: Prevenzione di corti e perdite di ferro extra nelle pile di laminazione
Il controllo della bava di laminazione a motore non è solo un controllo dell'altezza della bava.
In pile di laminazione, I guasti legati alle bave iniziano quando un difetto del bordo di taglio diventa un percorso elettrico in condizioni di assemblaggio reali. L'altezza della bava è importante. Così come i danni al rivestimento, la direzione della bava, la pressione di impilamento, il metodo di giunzione e la possibilità che le laminazioni adiacenti formino un anello conduttivo chiuso. Se si forma un anello, la corrente circolante locale aumenta. La perdita di ferro aumenta con essa. Segue il calore.
Quindi la domanda utile non è “La bava è troppo alta?” È “Questa pila può formare percorsi conduttivi interlaminari dopo la compressione e la giunzione?”.”
Indice dei contenuti
La risposta breve
Se avete bisogno della versione veloce, utilizzate questa:
Una bava da sola non è l'intero difetto.
Le perdite di ferro supplementari si verificano di solito quando bave, isolamento danneggiato e contenimento della pila si combinano in un percorso conduttivo.
La pressione della pila e il metodo di giunzione spesso decidono se un bordo marginale rimane innocuo o si trasforma in un vero e proprio short.
L'altezza media della bava è una debole metrica di controllo indipendente.
I primi controlli di produzione dovrebbero riguardare la resistenza interlaminare compressa, l'orientamento delle bave, l'andamento dell'usura dell'utensile e qualsiasi recente modifica della giunzione.
Quali sono le cause dei corti interlaminari nelle pile di laminazione?
I cortocircuiti interlaminari si verificano quando le lastre adiacenti smettono di comportarsi come laminazioni isolate e iniziano a comportarsi, anche localmente, come un corpo conduttore più spesso.
Di solito la catena si presenta in questo modo:
Il taglio lascia una bava e una zona del bordo danneggiata.
Il rivestimento isolante vicino al bordo è indebolito, schiacciato o rotto.
Le pile di laminazione sono compresse, saldate, incollate, incastrate o altrimenti vincolate.
Si sviluppano punti di contatto tra lastre vicine.
Si forma un percorso conduttivo chiuso.
La perdita locale di corrente parassita aumenta.
I punti caldi o le derive inspiegabili di perdita a vuoto si manifestano in seguito.
Questa sequenza è importante perché molte squadre ispezionano solo la prima fase.
Misurano l'altezza della bava. Approvano il pezzo. Si va avanti.
Poi la pila viene costruita, compressa più duramente, trattenuta in modo diverso, forse capovolta in un modo che nessuno ha notato, e la condizione elettrica reale cambia.
Quindi no, il controllo delle bave non è un problema di fogli sciolti. È un problema di impilamento finale.
Perché le bave aumentano la perdita di ferro
Di solito i due meccanismi si sovrappongono.
1. Ponte conduttivo tra le laminazioni
Questo è il più ovvio. Quando le bave o i bordi danneggiati creano un contatto metallo-metallo tra i fogli, la corrente circolante può passare attraverso le laminazioni. Una volta che ciò accade, la pila si comporta meno come un nucleo laminato e più come una sezione parzialmente in cortocircuito. La perdita di ferro locale aumenta per prima. La perdita di massa può aumentare successivamente. A volte il punto caldo si manifesta prima che il numero di perdite sia drammatico.
2. Danno magnetico sul bordo di taglio
Anche senza un cortocircuito interlaminare completo, il bordo tagliato non è magneticamente neutro. Il processo di punzonatura lascia una zona tesa vicino al bordo. L'indurimento, le tensioni residue e i disturbi microstrutturali modificano il comportamento magnetico locale. Pertanto, una pila può subire un'ulteriore perdita a causa di un danno al bordo anche prima che si sviluppi completamente un anello conduttivo chiuso.
Questo è il motivo per cui due pezzi con un'altezza di bava simile possono comportarsi in modo diverso durante il test.
Stessa bava nominale. Condizioni del bordo diverse. Sopravvivenza del rivestimento diversa. Pressione di assemblaggio diversa. Risultato diverso.
Cosa conta di più della sola altezza della fresa
Direzione della bava
La direzione della fresa non è una nota secondaria. Ha un impatto su quale faccia si accoppia con quale faccia dopo l'impilamento. Se la bava attiva è ripetutamente rivolta verso la superficie rivestita più vulnerabile, il rischio di contatto aumenta rapidamente sotto compressione.
Se l'orientamento della laminazione è misto sulla linea o se i fogli vengono capovolti senza controllo, il risultato elettrico può cambiare anche se la bava misurata non cambia.
Pressione della pila
Una sbavatura che sembra di poco conto in un'ispezione di un foglio sciolto può diventare un vero e proprio ponte dopo la compressione. È qui che iniziano molte fughe di qualità. La resistenza a bassa forza di serraggio racconta solo una parte della storia. La forza di serraggio in produzione è la parte che conta.
Stato del rivestimento
Una piccola bava su un isolamento intatto è un caso. La stessa bava su un rivestimento schiacciato o abraso è un altro. In pratica, la sopravvivenza dell'isolamento vicino al bordo del taglio è spesso più importante del numero di bava stampato sul rapporto.
Metodo di giunzione
Incollaggio, saldatura, incastro, incastro, serraggio. Nessuno di questi metodi è elettricamente neutro. Alcuni metodi preservano meglio l'isolamento in tutta la pila. Altri introducono connessioni conduttive locali, concentrazione di tensioni o danni causati dal calore. Un processo meccanicamente stabile può comunque peggiorare le prestazioni magnetiche.
Tendenza all'usura degli utensili
Strumenti nuovi possono far sembrare buono quasi ogni piano di controllo. Il vero test inizia più tardi. La crescita delle bave, la lacerazione dei bordi e i danni al rivestimento tendono a diminuire con l'usura. Se si approvano solo i campioni del primo pezzo, non si controlla il rischio di bava. State campionando in modo ottimistico.
Quale altezza della fresa è troppo alta?
Non esiste un numero unico valido per tutte le pile di laminazione.
La soglia critica dipende dallo spessore della lamiera, dal sistema di isolamento, dalla forma della bava, dalla pressione di impilamento, dalla geometria del pezzo e dal metodo di giunzione. Una bava isolata più alta può causare meno problemi di un'area di contatto più bassa ma più ampia che si appiattisce sotto compressione. Per questo motivo, l'altezza media della bava spesso non è il criterio principale di distacco.
Una logica di controllo migliore è la seguente:
Utilizzare l'altezza della bava come parametro di allarme precoce.
Non utilizzare l'altezza della fresa come unico parametro di misurazione del rischio elettrico.
Confermare il rischio in condizioni di effettiva compressione della pila.
Tracciare le bave in base al lato e all'orientamento, non solo come un'unica media.
Aumentare quando la resistenza interlaminare diminuisce o compare un riscaldamento localizzato.
Si tratta di un lavoro maggiore rispetto al limite di una singola bava. È anche più vicino a ciò che vede la pila.
Gioco di punzonatura e rischio di bava
L'eliminazione degli stampi deve essere trattata come una finestra di processo, non come un gioco a valore minimo.
Un gioco eccessivo tende ad aumentare la deformazione plastica, la gravità delle fratture e la formazione di bave. Un gioco troppo ridotto può anche creare problemi di stress ai bordi. Il risultato migliore è di solito una finestra che bilancia taglio pulito, formazione di bave gestibile e danni ai bordi limitati per il materiale specifico e lo spessore in uso.
Quindi la domanda sbagliata è:
“Qual è la migliore autorizzazione universale?”.”
La domanda migliore è:
“Quale finestra di gioco offre una morfologia del bordo accettabile, una sopravvivenza stabile del rivestimento e un basso rischio elettrico dopo la compressione per questo tipo di acciaio, questo spessore e questa condizione dell'utensile?”.”
Questa formulazione è meno comoda. È quella che funziona.
I controlli di produzione che contano per primi
Quando la perdita a vuoto aumenta o quando uno stack inizia a mostrare un comportamento hotspot inspiegabile, ispezionatelo in quest'ordine.
1. Controllare la deriva dell'usura dell'utensile
Non iniziare con teorie sulla progettazione del motore, a meno che l'evidenza del processo non punti in quella direzione. Verificare innanzitutto se le condizioni del punzone, l'intervallo di riaffilatura, la qualità dei bordi o l'andamento delle bave sono cambiati.
2. Controllare il lato della bava e l'orientamento della laminazione
Confermare il modo in cui i fogli sono effettivamente impilati. Non come il foglio di processo dice che dovrebbero essere impilati. L'orientamento misto può modificare silenziosamente il comportamento dei contatti.
3. Controllare la resistenza interlaminare compressa
Eseguire il test con una forza rappresentativa della pila. I controlli elettrici a foglio libero sono utili, ma non sufficienti.
4. Controllare i danni al rivestimento in prossimità del bordo
Cercare l'isolamento schiacciato, raschiato o termicamente compromesso in prossimità dei bordi di taglio e dei punti di giunzione.
5. Controllare le recenti modifiche alle adesioni
Un cambiamento dei parametri di saldatura, una modifica del modello di vincolo o una regolazione dell'interblocco possono trasformare un bordo precedentemente accettabile in un bordo a rischio ridotto.
6. Controllare il riscaldamento localizzato, non solo la perdita totale
I numeri delle perdite massicce possono nascondere problemi locali. Uno stack con sviluppo precoce di hotspot può dire la verità prima del dato medio di perdita.
Questa sequenza consente di risparmiare tempo perché segue il modo in cui i difetti della bava entrano solitamente nella pila: bordo, isolamento, compressione, contenimento, quindi calore.
Una pratica tabella di controllo per il rischio di bava nelle pile di laminazione
Voce di controllo
Cosa vi dice
Cosa manca
Migliore utilizzo delle decisioni
Altezza media della bava
Tendenza generale al deterioramento dei bordi
Formazione del loop, sopravvivenza del rivestimento, effetto di compressione
Utilizzare come segnale di avvertimento, non come logica di rilascio finale
Bava a fianco
Quali superfici di accoppiamento sono più pericolose
Miscela di orientamento durante l'impilamento
Tracciare separatamente il lato punzone e il lato matrice
Conteggio della durata dell'utensile
Deriva da usura nella produzione
Conseguenza elettrica effettiva
Coppia con ispezione dei bordi e controlli di resistenza
Morfologia dei bordi
Zona di taglio, qualità della frattura, strappo, forma della bava
Comportamento elettrico della pila finale
Usare per convalidare la finestra di azzeramento e la temporizzazione della riaffilatura
Resistenza a fogli sciolti
Condizione di isolamento di base
Comportamento del contatto reale compresso
Non utilizzare mai come unico schermo elettrico
Resistenza interlaminare compressa
Rischio effettivo di cortocircuito sotto carico
Gravità termica locale nel tempo
Il miglior strumento di screening prima che si manifesti una perdita di prestazioni completa
Audit del processo di adesione
Rischio e danni al rivestimento indotti da vincoli
Faglie locali casuali lontano dal giunto
Rivedere ogni volta che l'andamento delle perdite cambia dopo il montaggio
Risultato della perdita a vuoto
Sintomo a livello di sistema
Localizzazione della causa principale
Utilizzare come conferma, non come prima diagnosi
Screening dei punti caldi termici
Visibilità dei guasti localizzati
Fonte geometrica esatta del contatto
Utile quando la deriva delle perdite è incoerente o tardiva
Come ispezionare il rischio di bava in produzione senza perdere tempo
Il piano di ispezione deve corrispondere al modo in cui si sviluppa il guasto.
Iniziare dal bordo. Poi passare alla pila. Quindi spostarsi verso il nucleo assemblato.
Nella fase di taglio delle parti
Controllo:
altezza della fresa per lato
strappo dei bordi
consistenza della frattura
condizione del rivestimento in prossimità del bordo
deriva dell'usura degli utensili per lotto di produzione
Nella fase di impilamento
Controllo:
controllo dell'orientamento della laminazione
resistenza interlaminare compressa
comportamento di contatto sensibile alla pressione
modello di vincolo e coerenza della densità di pila
Dopo aver aderito
Controllo:
danni locali al rivestimento
saldare o incastrare l'influenza in prossimità dei bordi
deriva della perdita rispetto alla linea di base pre-giunzione
non uniformità termica precoce
Un errore comune è saltare la fase intermedia. I team ispezionano i pezzi tagliati e poi passano direttamente ai dati del motore di fine linea. Questo lascia inosservata la fase di conversione del guasto vero e proprio. E questa fase è di solito la compressione e la giunzione.
Perché il metodo di giunzione può cambiare il risultato elettrico
Lo stesso bordo di laminazione può comportarsi in un modo in una pila incollata e in un altro in una pila saldata o interbloccata meccanicamente.
Questo non dovrebbe essere sorprendente, ma spesso viene trattato come tale.
L'unione fa tre cose contemporaneamente:
modifica la distribuzione locale della pressione
modifiche alla sopravvivenza dell'isolamento in prossimità dei punti di vincolo
cambia se le laminazioni rimangono elettricamente separate
Pertanto, quando la perdita di ferro legata alla bava compare dopo una modifica della giunzione, la conclusione giusta non è sempre “la bava è peggiorata”. A volte il bordo è rimasto simile e la condizione di vincolo è cambiata.
La pila non si preoccupa di quale dipartimento sia il proprietario della causa.
La ricottura può risolvere la perdita legata alla bava?
A volte aiuta. A volte aiuta meno di quanto si spera.
La ricottura può recuperare parte del danno magnetico causato dalle sollecitazioni di taglio. Può migliorare la perdita legata ai bordi che deriva dalla deformazione e dall'indurimento. Ma non elimina magicamente i ponti conduttivi che rimangono dopo l'impilamento e la giunzione. Se il problema è un effettivo percorso di contatto interlaminare, la ricottura non può sostituire la correzione delle condizioni del bordo o dell'assemblaggio che ha creato il ponte.
Utilizzare la ricottura come recupero dei danni, ove opportuno. Non usarla come autorizzazione ad accettare un controllo instabile delle bave.
La regola decisionale di cui la maggior parte delle squadre ha bisogno
Utilizzate questa semplice regola:
Se il controllo della bava è definito solo dalla geometria, la pila è sottocontrollata. Se il controllo della bava è definito dalla geometria e dal comportamento elettrico sotto compressione, la pila è più vicina al controllo.
FAQ
Qual è la causa principale dei corti da bava nelle pile di laminazione?
La causa principale non è l'altezza della bava. Il vero fattore scatenante è il contatto conduttivo tra laminazioni adiacenti dopo la compressione o la giunzione. Le bave sono importanti perché contribuiscono a creare questo contatto, soprattutto quando il rivestimento isolante vicino al bordo è danneggiato.
Una piccola bava può comunque causare una perdita di ferro supplementare?
Sì. Una piccola bava può comunque contribuire alla perdita di ferro se danneggia l'isolamento, si appiattisce sotto pressione o partecipa a un percorso conduttivo chiuso. Una bava visibilmente più grande non è sempre la più pericolosa.
Che cosa si deve misurare per primo nella produzione?
Iniziare con l'andamento dell'usura dell'utensile, della bava laterale, dell'orientamento della laminazione e della resistenza interlaminare compressa. Se questi elementi sono alla deriva, il risultato della perdita a fine linea è di solito un sintomo tardivo, non il primo segnale utile.
L'altezza media della fresa è un buon criterio di rilascio?
È utile come metrica di tendenza, ma debole come criterio di rilascio autonomo. Non ci dice se la pila di laminazione finale formerà percorsi conduttivi sotto la pressione effettiva dell'assemblaggio.
In che modo la pressione della pila influisce sul rischio di bava?
La pressione della pila può trasformare i difetti marginali dei bordi in veri e propri ponti elettrici. Una pila che sembra accettabile durante l'ispezione dei fogli sciolti può cedere quando le forze di compressione mettono a contatto i bordi danneggiati.
Il metodo di giunzione influisce sulla perdita di ferro legata alla bava?
Sì. Il metodo di giunzione può modificare la distribuzione della pressione, la sopravvivenza dell'isolamento e il contatto elettrico tra le laminazioni. Ciò significa che lo stesso bordo tagliato può comportarsi in modo diverso dopo l'incollaggio, la saldatura, l'incastro o il serraggio.
La perdita a vuoto può aumentare senza un evidente problema di bava?
Sì. Una perdita extra a vuoto può derivare da un danno magnetico al bordo del taglio, da una rottura locale dell'isolamento o da un contatto indotto da un vincolo, anche quando la sola altezza della bava non sembra estrema. Ecco perché la morfologia del bordo e i controlli elettrici compressi sono importanti.
Quando è opportuno utilizzare il test di resistenza interlaminare compressa?
Utilizzatelo ogni volta che l'andamento delle bave aumenta, l'usura degli utensili si allontana, le condizioni di giunzione cambiano o la perdita a vuoto inizia a muoversi senza una chiara spiegazione progettuale. È uno dei test più utili per separare le variazioni innocue dei bordi dal rischio reale di cortocircuito a livello di stack.
Considerazioni finali
Il controllo della bava di laminazione del motore deve essere definito come prevenzione dei percorsi brevi nella pila di laminazione finita, non come un semplice controllo dell'altezza della fresa sui singoli fogli.
Questo cambio cambia tutto.
Cambia ciò che si ispeziona. Cambia la tendenza. Cambia quando si ferma la linea. Cambia quali parti “accettabili” non sono in realtà accettabili.
Una volta che questo diventa lo standard, la perdita di ferro extra smette di sembrare casuale.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.