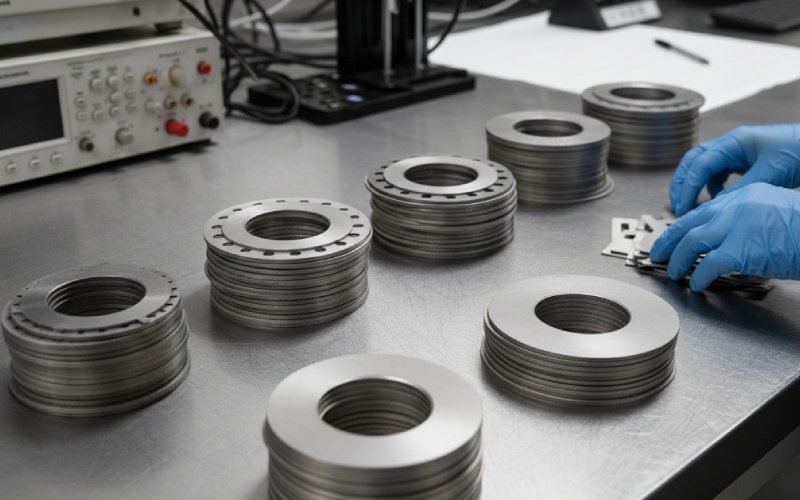
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Materiali di laminazione del motore: NOES vs. ferro di cobalto vs. ferro di nichel (guida alla scelta)
Indice dei contenuti
1. Risposta breve: quando ogni materiale di solito vince
Dimenticate la scheda tecnica per un momento. Immaginate prima il vostro motore.
Utilizzare NOES quando:
La velocità è da moderata a elevata, ma non estrema (frequenza di linea fino a qualche centinaio di Hz elettrici, forse bassi kHz con calibro sottile)
La densità di flusso di picco nel dente/ferro posteriore può rimanere intorno a ~1,5-1,7 T durante il funzionamento
Il costo per kW e per unità è più importante che spremere l'ultima densità di coppia di 34%.
Volete una catena di fornitura di laminazione che esiste già dappertutto
Il NOES rimane il materiale di base per la maggior parte dei motori e dei generatori perché combina un'elevata saturazione magnetica, perdite ragionevoli e costi contenuti, soprattutto se laminato a 0,5-0,2 mm di spessore e legato con ~0,5-3,5 wt% di Si e Al.
Utilizzare il ferro da cobalto quando:
Il motore è limitato in termini di volume o di massa ed è necessaria una notevole densità di potenza.
Si progetta per densità di flusso di picco elevate (1,9-2,2 T nell'uso normale, con un margine).
La temperatura di esercizio è elevata e le prestazioni sono costanti in tutta la gamma.
Aerospaziale, motorsport, generatori di avviamento ad alta velocità, cuscinetti magnetici, rotori di volani e casi simili
Le leghe di ferro-cobalto sono al top per quanto riguarda la magnetizzazione di saturazione, intorno a 2,3-2,4 T per le tipiche leghe di Co 35-50 % come quelle di tipo Hiperco, con un'elevata temperatura di Curie.
Si paga quasi esclusivamente per avere un B_sat più elevato e una maggiore capacità termica.
Una permeabilità estremamente elevata è più importante di un elevato B_sat
Si opera a densità di flusso relativamente basse e si vogliono perdite bassissime, coercitività bassa
State costruendo sensori, resolver, trasduttori di coppia, attuatori di precisione, macchine speciali, non un motore di trazione tradizionale.
Il Ni-Fe ad alto tenore di nichel (~79-80 % Ni) fornisce una permeabilità iniziale e massima molto elevata e perdite di isteresi molto basse, ma l'induzione di saturazione è solo di circa 0,8-1,0 T.
Le leghe di nichel medio (~40-50 % Ni) si collocano intorno a 1,5-1,6 T di saturazione con una buona permeabilità - più interessanti quando si ha ancora bisogno di una certa densità di coppia.
2. Tabella di confronto rapido (per pile di laminazione a motore)
Valori tipici, non una scheda tecnica. Considerateli come “zone” di progettazione.
Parametro
NOES (acciaio elettrico non orientato)
Cobalto-ferro (Fe-Co, ad esempio tipo Hiperco)
Nichel-ferro (Ni-Fe, 50-80% Ni)
B_sat tipico (temperatura ambiente)
~1.7-2.0 T
~2.3-2.4 T
~0,8-1,0 T (80% Ni); ~1,4-1,6 T (40-50% Ni)
Permeabilità relativa
Medio-alto
Alto
Molto elevato a campi bassi (può superare i 10⁵ per 80% Ni)
Perdita del nucleo
Linea di base; migliorata con calibro sottile e Si/Al superiore
Paragonabile o migliore allo stesso flusso per alcune qualità, ma fortemente dipendente dalla lavorazione
Isteresi molto bassa a basso flusso; la perdita aumenta rapidamente quando ci si avvicina alla saturazione
Spessore tipico della laminazione
0,50-0,20 mm per il mainstream; l'alta velocità EV tende a ≤0,20 mm
Di solito striscia sottile (0,20-0,10 mm)
Spesso nastri da 0,35-0,10 mm o nuclei avvolti a nastro, a seconda della lega e del fornitore
Comportamento meccanico
Buona duttilità; robusto nello stampaggio
Forte ma più sensibile all'intaglio; stress e trattamento termico critici
Le versioni ad alto tenore di nichel possono essere piuttosto morbide e meccanicamente più deboli; è facile che si verifichino danni di lavorazione.
Costo delle materie prime (molto approssimativo)
Basso
Alto
Medio-alto (80% Ni è costoso)
Ruoli tipici della pila di laminazione
Rotori e statori per impieghi generali, motori di trazione EV, azionamenti industriali, generatori
Rotori ad alta velocità, generatori aerospaziali, statori compatti ad alta potenza, cuscinetti magnetici
Risolutori, sensori, trasformatori per strumenti, segmenti statorici speciali, schermature magnetiche
Utilizzate questa tabella come controllo di sicurezza. Se il vostro caso d'uso non si avvicina alla riga “ruoli tipici”, ripensate alla scelta del materiale.
3. Cosa guida effettivamente la scelta (prima di parlare di materiali)
La maggior parte dei team salta subito al “Vale la pena usare il ferro di cobalto?”. Un ordine migliore:
Finestra di densità del flusso
Impostare la densità massima di flusso dente/ferro che il progetto dovrà osservare nel punto di funzionamento peggiore.
Decidere quanto si è vicini alla saturazione (ad esempio, 1,6 T o 1,9 T).
Questo limite da solo spesso indica se NOES è sufficiente.
Frequenza e forma d'onda
La velocità meccanica × coppie di poli dà la frequenza elettrica; include l'indebolimento del campo e la sovravelocità.
Per gli azionamenti con molto contenuto armonico, trattare il budget delle perdite come “frequenza effettiva superiore” anche se f_fondamentale è modesta.
Obiettivi termici e di efficienza
Definire la perdita del nucleo consentita come percentuale della perdita di rame nei punti chiave della curva coppia-velocità.
In questo modo si ottiene un obiettivo di W/kg per le pile di laminazione, che indica quanto sottile e quale lega considerare.
Costo per kW, non costo per kg
I materiali ad alta saturazione possono ridurre la larghezza del ferro e dei denti, talvolta riducendo la lunghezza complessiva della pila.
Confrontare il costo per kW di potenza, non per chilogrammo di nastro.
Percorso e volumi di produzione
Stampaggio vs laser vs tranciatura fine vs incollaggio.
Capacità di ricottura disponibile (idrogeno, vuoto, batch o continuo).
Tolleranza del metodo di assemblaggio in pila alle leghe sensibili alle sollecitazioni.
Una volta stabilito questo aspetto, la decisione NOES / Co-Fe / Ni-Fe è di solito molto meno “mistica”.
4. NOES: il cavallo di battaglia con una zona di comfort sorprendentemente ampia
Conoscete già le basi: Lega Fe-Si, ~0,5-3,5 % Si (più Al), proprietà isotrope in piano, laminata e rivestita per macchine rotanti.
Cosa conta nella pratica:
4.1 Frequenza vs spessore
Per la trazione EV e gli azionamenti industriali ad alta velocità, i NOES a calibro sottile (<0,25 mm, talvolta ~0,20 mm o addirittura 0,15 mm) possono ridurre significativamente le perdite del nucleo riducendo le correnti parassite.
Il compromesso è:
Fattore di impilamento inferiore (più rivestimento, più aria)
Stampaggio più duro, controllo della planarità più rigoroso
Prezzo del nastro più alto al kg
I motori automobilistici ad alta velocità sono già passati da 0,35 mm a 0,27-0,30 mm e a calibri più sottili per ridurre la perdita di ferro; questa tendenza è ben documentata negli articoli sui materiali dei motori di trazione.
Se la frequenza elettrica è inferiore a ~400 Hz e gli obiettivi di efficienza non sono estremi, un buon grado di NOES da 0,35 mm spesso soddisfa le specifiche con un dolore molto minore.
4.2 Densità del flusso e margine
La maggior parte dei moderni tipi di NOES può supportare densità di flusso intorno a 1,5-1,7 T nel motore sotto carico prima di iniziare a preoccuparsi della saturazione e delle perdite in eccesso.
Se si va oltre, si noterà un'isteresi crescente e un legame più forte tra i piccoli errori di tolleranza (ad es. filetti di denti, disallineamento) e la saturazione locale.
Quindi, se il vostro modello elettromagnetico richiede >1,8 T nei denti alla coppia di picco, siete nel territorio del ferro di cobalto o della rigeometria.
4.3 Quando NOES è “abbastanza” buono”
Casi tipici in cui le pile di laminazione NOES sono ancora la scelta razionale:
Motori industriali standard a induzione e motori sincroni
Molti motori di trazione EV in cui la piattaforma privilegia il costo rispetto al kW/kg assoluto
Generatori con più spazio nell'involucro
Applicazioni in cui il rumore acustico e le vibrazioni sono più importanti della saturazione da compressione
In breve: se è possibile soddisfare coppia, efficienza e temperatura con il NOES, il passaggio a una lega più esotica richiede una solida giustificazione finanziaria.
5. Ferro cobalto: acquisto di densità di flusso con denaro e complessità di lavorazione
Le leghe di ferro-cobalto sono l'artiglieria pesante. Alto B_sat (spesso ~2,35-2,4 T), alta temperatura di Curie, discreta permeabilità.
5.1 Cosa si ottiene effettivamente
Maggiore densità di coppia A parità di corrente e di rame, è possibile far funzionare un'induzione di picco più elevata nei denti e nel ferro posteriore senza saturazione, in modo da poter ridurre la larghezza dei denti e la lunghezza della pila o aumentare la coppia a parità di volume.
Migliore comportamento alle alte temperature La temperatura di Curie più elevata mantiene le proprietà magnetiche utili a temperature operative elevate, dove il NOES inizia a degradarsi più rapidamente.
Spesso calibri più sottili Molti nastri di Fe-Co sono forniti in sezioni sottili (≤0,20 mm), il che aiuta anche le perdite del nucleo a frequenze più elevate.
Quindi, densità di flusso e margine di temperatura. È per questo che si paga.
5.2 Quanto costa (oltre il listino prezzi)
Il costo ovvio: il cobalto è costoso e volatile. I costi meno evidenti:
Sensibilità alla lavorazione e allo stress
I bordi, le bave e le tensioni di stampaggio compromettono le prestazioni magnetiche.
Potrebbe essere necessaria un'accurata ricottura (a volte con idrogeno o sotto vuoto) dopo la punzonatura per recuperare B_sat e permeabilità.
Considerazioni meccaniche
Forte ma più rigido; l'innesco di cricche in corrispondenza degli intagli è un problema per i rotori ad alta velocità.
I metodi di assemblaggio delle pile (saldatura, incollaggio, rivettatura) devono essere controllati per verificare la presenza di sollecitazioni aggiuntive e di riscaldamento locale.
Base dei fornitori
Un numero minore di cartiere produce nastri di Fe-Co rispetto a NOES, quindi la qualificazione e il doppio approvvigionamento richiedono più tempo.
5.3 Quando il ferro di cobalto si guadagna il pane
Situazioni in cui le laminazioni Fe-Co sono solitamente giustificate:
Macchine aerospaziali con peso critico (avviatori-generatori, motori di attuazione)
Unità e-drive per il motorsport e le corse di alto livello
Generatori ad alta velocità e cuscinetti magnetici dove il diametro del rotore è limitato e la velocità di superficie è estrema
Modello di progettazione comune:
Utilizzare ferro cobalto dove la densità di flusso è più elevata (ad esempio, rotore, punte dei denti) e NOES altrove, se il fornitore di stack di laminazione è in grado di gestire stack ibridi e percorsi di ricottura compatibili.
Se state prendendo in considerazione il Fe-Co solo perché “altri nel segmento lo stanno usando”, ricontrollate la mappa del flusso. Il guadagno potrebbe essere dovuto al marketing, non all'elettromagnetismo.
6. Nichel-ferro: materiale di precisione, non un materiale di trazione generale.
Le leghe di nichel-ferro sono una famiglia ampia. Non sono tutte uguali, e questo è importante.
Permeabilità estremamente elevata (μ_r fino a 10⁵+ in stati ottimizzati)
Coercitività e perdita di isteresi molto basse a bassa densità di flusso
Saturazione intorno a 0,8-1,0 T; non adatto ai motori di trazione
Nichel medio (~40-50 % Ni)
Saturazione più elevata (spesso >1,5 T) con permeabilità ancora buona
Utile quando si ha bisogno di una densità di coppia superiore a quella consentita dalle leghe ad alto tenore di nichel, ma si desidera comunque una prestazione magnetica migliore rispetto a quella dei NOES in punti operativi specifici.
Entrambi i gruppi sono disponibili come materie prime per nuclei avvolti a nastro, a fogli e a strisce, ed entrambi sono più utilizzati nei trasformatori, nei sensori, nelle schermature e nella strumentazione che nei rotori della trazione principale.
6.2 Avvertenze per l'elaborazione
Nel caso del Ni-Fe, il processo può rendere il pezzo più o meno efficace:
Le proprietà sono altamente sensibili a atmosfera e ciclo di ricottura (idrogeno, vuoto, tempo, temperatura).
Molti materiali ad alto tenore di nichel sono relativamente morbidi dal punto di vista meccanico e possono subire danni durante lo stampaggio o l'impilaggio.
Per i nuclei motore laminati, è necessario un fornitore di laminazione con una reale esperienza nel campo del Ni-Fe; i tentativi sono costosi.
6.3 Dove si trovano le pile di laminazione Ni-Fe
Casi d'uso comuni e sensati:
Sensori di coppia e resolver dove il controllo del flusso e la linearità contano più della densità di coppia
Trasformatori di strumenti e trasformatori di segnale
Segmenti di statore in motori che funzionano a bassa induzione, ma che richiedono una corrente di magnetizzazione estremamente bassa o un basso rumore nei loop di controllo.
Schermatura magnetica e concentratori di flusso incorporati nelle macchine
Se il vostro concetto di motore di trazione da 200 kW è “interamente in pile di laminazione di nichel-ferro”, c'è qualcosa che non va.
7. Come la produzione di stack di laminazione cambia la risposta
La scelta del materiale senza pensare al processo è una decisione a metà.
Interazioni chiave tra processo e materiale per i progetti di pila di laminazione B2B:
7.1 Stampaggio vs taglio laser
Timbratura
Costo inferiore per pezzo a volume.
Introduce stress meccanico e bave; le leghe sensibili (Fe-Co, high-Ni) richiedono una buona progettazione dello stampo e una ricottura di alleggerimento.
Taglio laser / getto d'acqua / elettroerosione a filo
Ottimo per prototipi e piccole serie.
Le zone termicamente alterate possono degradare le proprietà magnetiche, a meno che non vengano successivamente ricotte in modo appropriato.
Per i NOES, di solito è sufficiente lo stampaggio + una ricottura ragionevole. Per il Co-Fe e l'high-Ni, discutere con il fornitore di laminazione su come ripristinare le proprietà dopo il taglio.
7.2 Assemblaggio della pila: interblocco, saldatura, incollaggio
Ogni metodo aggiunge la propria “penalità”:
Ad incastro
Ottimo per NOES; il calore aggiuntivo è minimo.
Per il Fe-Co rigido, gli incastri profondi possono agire come concentratori di stress.
Saldatura laser / TIG
Il riscaldamento locale può danneggiare la perdita di nucleo e la permeabilità in prossimità della saldatura; più grave con Co-Fe e Ni-Fe.
Pile incollate (rivestimenti autocollanti o incollaggio)
Molto interessante per i rotori ad alta velocità (buona resistenza del cerchio, bassa rumorosità).
Richiede rivestimenti e temperature di processo compatibili con la lega.
Quando si invia una richiesta di offerta per una pila di laminazione, includere i dati seguenti materiale + spessore + metodo di montaggio come una decisione congiunta, non come caselle separate. È da qui che nascono molte storie di “abbiamo scelto il Fe-Co ma non abbiamo visto alcun guadagno”.
8. Scenari di selezione esemplificativi
Alcuni schizzi veloci, non progetti completi, ma sufficienti per orientare la scelta dei materiali.
8.1 Motore di trazione EV da 150 kW, 18 000 giri/min. max.
Involucro: asse elettrico automobilistico standard, spazio ridotto ma non estremo.
Efficienza: OEM vuole ≥96% di picco
Raffreddamento: olio a spruzzo sullo statore, rotore prevalentemente raffreddato ad aria
Risultato probabile:
NOES di alta qualità e di spessore ridotto, circa 0,20-0,27 mm, sia per lo statore che per il rotore.
Lavorare principalmente sulla geometria del dente, sull'obliquità e sul riempimento della fessura prima di considerare il Fe-Co.
Rotore in Fe-Co solo se le simulazioni mostrano un chiaro vantaggio in termini di coppia/efficienza e se il modello di costo lo supporta.
8,2 Generatore di avviamento da 50 kW per il settore aerospaziale
Peso molto limitato; busta fissa
Alta quota, alta temperatura ambiente
Periodi prolungati ad alta velocità
Qui il ferro cobalto inizia a sembrare l'opzione “standard”:
Lamine di statore e rotore in Co-Fe, striscia sottile
Progettazione accurata per le sollecitazioni meccaniche e l'incollaggio o la saldatura sicura della pila
NOES richiederebbe probabilmente una macchina fisicamente più grande per raggiungere lo stesso rating continuo.
8.3 Risolutore per servoazionamento o motore di trazione
Livelli di segnale molto bassi
Vincoli stringenti di linearità e precisione di fase
Dimensioni modeste; densità di coppia irrilevante
Risultato tipico:
Laminazioni Ni-Fe ad alto tenore di nichel o nuclei a nastro per rotore/statore
Avvolti a striscia o stampati, poi ricotti per massimizzare la permeabilità e minimizzare l'isteresi
Il NOES sarebbe più economico, ma potrebbe non soddisfare i requisiti di qualità del segnale.
9. Lista di controllo pratica per la vostra richiesta di offerta a un fornitore di pila di laminazione
Quando inviate un RFQ a un produttore di pile di laminazione B2B, il modo più rapido per ottenere un preventivo sensato è formulare le vostre esigenze in termini che si colleghino direttamente alla selezione dei materiali:
Obiettivo famiglia di materiali: NOES / Fe-Co / Ni-Fe (e se flessibili, classificarli)
Gamma di frequenza operativa e velocità meccanica massima
Massimo densità di flusso nel dente e nel ferro posteriore dal vostro FEA (picco e RMS)
Consentito perdita del nucleo (W/kg) in uno o due punti operativi rappresentativi
Spessore della laminazione preferenze o vincoli
Pianificato metodo di assemblaggio della pila (interblocco, incollaggio, saldatura, ecc.)
Se post-processing anneal è possibile nella vostra catena di fornitura
Previsto volume annuale (questo cambia il compromesso tra stampaggio e laser)
Un buon specialista della laminazione proporrà quindi gradi specifici (ad esempio un grado NOES, una particolare lega Fe-Co o una composizione Ni-Fe) e spessori che corrispondano a questi vincoli.
10. FAQ: scelta del materiale di laminazione del motore
Q1. NOES è ancora l'opzione predefinita per i moderni motori di trazione EV?
Sì, per molte piattaforme. Il NOES a spessore sottile, con un contenuto di silicio/alluminio e rivestimenti ottimizzati, è ancora il materiale di base più utilizzato per motori e generatori, compresa la trazione EV, grazie al suo equilibrio tra costo, disponibilità e prestazioni magnetiche. Alcuni programmi EV di fascia alta o di nicchia adottano il ferro di cobalto in componenti specifici (spesso il rotore) quando hanno bisogno di una maggiore densità di coppia e sono disposti ad accettare costi e complessità di lavorazione.
Q2. Come faccio a decidere tra NOES più sottili e il passaggio al ferro al cobalto?
Un approccio pragmatico: Fissare il materiale di laminazione a NOES e provare un calibro più sottile (ad esempio 0,35 mm → 0,25 mm → 0,20 mm) osservando la perdita di nucleo e l'impatto sulla produzione. Se non è ancora possibile raggiungere gli obiettivi di densità di coppia o di efficienza senza spingere la densità di flusso a livelli scomodi (>~1,8 T nelle regioni chiave), allora è necessario prendere in considerazione un'opzione in ferro e cobalto. Confrontate i costi per kW e per macchina, includendo le fasi di lavorazione aggiuntive e il rischio di scarti. Se NOES più sottili e modifiche alla geometria possono raggiungere l'obiettivo, il ferro al cobalto è raramente giustificato.
Q3. È possibile utilizzare il nichel-ferro per i rotori ad alta velocità?
Tecnicamente sì, ma è insolito. Le leghe di Ni medio (circa 50 % Ni) hanno una saturazione e una permeabilità decenti e possono essere prodotte in laminazioni, ma il loro costo e la sensibilità alla lavorazione rendono di solito NOES o Fe-Co le opzioni migliori per i rotori ad alta velocità, a meno che non si abbia un requisito molto speciale (ad esempio, una funzione combinata di misura/motrice). Le leghe ad alto tenore di nichel (~80 %) hanno una saturazione troppo bassa per i rotori ad alta potenza.
Q4. Qual è l'errore più comune quando si specificano le laminazioni in ferro cobalto?
Ordinare Fe-Co perché “abbiamo bisogno di un motore ad alte prestazioni” senza: Definizione di un chiaro obiettivo di densità di flusso Pianificazione della ricottura post-punzonatura Verifica delle sollecitazioni dell'assemblaggio della pila Il risultato: laminati costosi con un guadagno di prestazioni solo marginale rispetto a un grado NOES ben scelto.
Q5. L'incollaggio o la saldatura influiscono sul materiale da scegliere?
Può. Per i rotori ad altissima velocità, le pile incollate spesso si adattano meglio al Fe-Co rispetto alla saldatura pesante, perché riducono le zone locali colpite dal calore e distribuiscono le sollecitazioni in modo più uniforme. NOES è più indulgente e funziona bene con incastri, saldature o incollaggi. Il Ni-Fe (soprattutto quello ad alto tenore di nichel) è più sensibile al riscaldamento locale, quindi la saldatura deve essere strettamente controllata; spesso si preferisce l'incollaggio o il serraggio. Discutete sempre il metodo di assemblaggio con il vostro fornitore di laminazione contemporaneamente alla scelta del materiale.
Q6. Con quale anticipo il fornitore di stack di laminazione dovrebbe essere coinvolto nella selezione dei materiali?
Prima di quanto faccia la maggior parte delle squadre. Se li coinvolgete quando avete già congelato il materiale, lo spessore e la lunghezza della pila, li trasformate in fornitori. Se li coinvolgete quando avete ancora una finestra sulla famiglia di materiali, sullo spessore e sul metodo di assemblaggio, otterrete informazioni sul processo che spesso fanno risparmiare costi e tempo.
Sintesi
Scegliere il materiale di laminazione partendo dagli obiettivi di densità di flusso, frequenza, temperatura e costo. In molti casi, gli stack di laminazione ottimizzati NOES sono ancora la soluzione razionale di default. Il ferro cobalto e il ferro nichel entrano in gioco solo quando un requisito specifico e quantificabile vi spinge al di fuori della zona di comfort di NOES.
Una volta chiarito questo aspetto, il resto sono solo dettagli di implementazione: spessore, rivestimenti e come trasformare il nastro in un rotore o in una pila di statori che si comportino come promesso dalla FEA.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.