Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
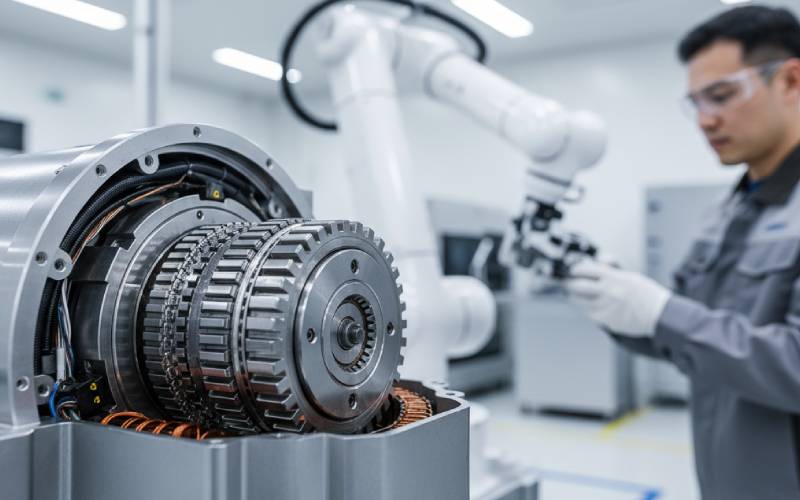
Robotica e Cobot: Stack di laminazione di precisione per servomotori
Quando si osserva un braccio robotico che posiziona un chip su un circuito stampato o un cobot che consegna delicatamente un pezzo a un umano, in realtà si osserva una pila di sottilissime lamiere d'acciaio che svolgono perfettamente il loro lavoro.
Quei fogli - il pila di laminazione all'interno del servomotore - Decidete tranquillamente se il vostro robot si sente setoso e sicuro o a scatti e rumorosoSe il vostro cobot funziona bene per 10 anni o si cuoce da solo in tre. Eppure la maggior parte delle discussioni sulla robotica e sui cobot li menziona appena.
Questo articolo riguarda il trattamento delle pile di laminazione come un leva di design di prima classe nella robotica e nei cobot, non una merce che si ordina alla fine del progetto.
Nelle prossime sezioni, vedrete:
Come i servomotori e gli stack di laminazione si traducono direttamente in precisione, sicurezza e "feeling" nei cobot
Quale materiali, spessori e metodi di giunzione e perché)
Come trucchi di geometria come pile oblique e progetti senza scanalature Coppia di ingranaggi e rumorosità ridotte
Come scegliere le tecnologie di stack in modo diverso per robot industriali vs cobot
Una pratica lista di controllo che potrete utilizzare la prossima volta che speculerete su una pila di laminazione.
Indice dei contenuti
1. Servomotori, robotica e cobot: perché le laminazioni hanno improvvisamente più importanza
I servomotori sono le fibre muscolari della robotica: compatti, ad alta coppia e costantemente monitorati da sensori di retroazione per ottenere posizioni e velocità precise. Chiudono l'anello con encoder o resolver, confrontando la posizione comandata con quella effettiva e correggendola in tempo reale: ecco perché dominano nei robot, nelle macchine CNC e nelle linee di automazione.
Per i robot industriali, il briefing è solitamente semplice: alta densità di coppia, velocità e tempo di attività. I cobot, tuttavia, aggiungono ulteriori vincoli: Retroguidabilità, basso cogging, bassa rumorosità acustica e sicurezza intrinseca quando viene urtato dall'uomo. Questi attributi "morbidi" sono profondamente influenzati da ciò che accade all'interno del nucleo magnetico - lo stack di laminazione - e non solo dal software di controllo.
Sia nei robot che nei cobot, la pila di laminazione influisce:
Densità di coppia ed efficienza (quanta coppia si spreme per chilogrammo)
Fluidità a bassa velocità (coppia di cogging, ondulazione della coppia e "sensazione")
Comportamento termico e durata (perdita del nucleo, distribuzione dei punti caldi)
Rumore e vibrazioni (NVH) - particolarmente critici in presenza di persone
Caratteristiche di sicurezza come la retroguidabilità e il comportamento conforme nei cobot
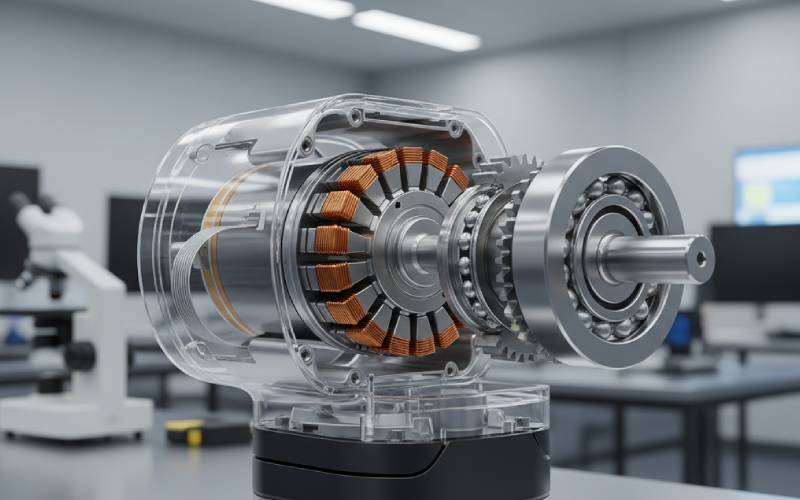
2. All'interno della pila di laminazione: fogli di acciaio sottili, grandi conseguenze
La maggior parte dei servomotori ad alte prestazioni si basa ancora su acciaio elettrico laminazioniferro a basso tenore di carbonio legato con silicio ~0,5-6,5%, scelto per l'alta permeabilità e la bassa perdita del nucleo. Queste lastre sono solitamente 0,1-1,0 mm spessore, punzonati o tagliati, quindi impilati con un isolante tra di loro per bloccare le correnti parassite.
Lastre più sottili significano perdita di corrente parassita inferiore ad alte frequenze di commutazione, un problema sempre più importante man mano che i servoazionamenti si spingono a frequenze PWM più elevate e che i giunti robotici raggiungono un numero di poli e velocità maggiori. Allo stesso tempo, lo spessore ridotto fa aumentare i costi e la complessità della produzione, motivo per cui i fornitori di laminazione più seri sono ossessionati da stampi, bave e rivestimenti.
Parametri chiave di laminazione per robot e servomotori cobot
Leva di progettazione
Gamma tipica / opzioni
Cosa fa per la robotica e i cobot
Spessore della lastra
0,1-1,0 mm (spesso 0,2-0,35 mm nei motori ad alte prestazioni)
Più sottile = minore perdita di corrente parassita e funzionamento più freddo; più spesso = più economico e più rigido
Contenuto di silicio nell'acciaio
~0,5-6,5% Si
Il Si più elevato riduce la perdita di nucleo e la coercitività, migliorando l'efficienza e il margine termico
Orientamento del grano
Acciaio elettrico non orientato e acciaio a grani orientati
Non orientato per il flusso multidirezionale nelle macchine rotanti; influisce sulle prestazioni
Altezza della pila
Dipende dall'obiettivo di coppia e dalla geometria
Maggiore altezza = maggiore coppia, ma maggiore inerzia, massa e carico termico
Fattore di impilamento
Rapporto tra acciaio e altezza complessiva della pila
Fattore elevato = percorso magnetico più forte, ma sensibile a bave e spessore del rivestimento
Classe del rivestimento isolante
Vari rivestimenti / vernici di classe C
Impatto sulla resistenza interlaminare, sull'NVH e sulla resistenza termica
Come progettista di robot, pensate alla progettazione della laminazione come a tre quadranti accoppiati:
Sistema di materiali - quale qualità di acciaio elettrico (o alternativa) scegliere
Geometria - forma del dente, combinazione scanalatura/palo, obliquità e altezza della pila
Qualità dell'assemblaggio - metodo di giunzione, controllo della bava e precisione di allineamento
3. Metodi di giunzione: il modo in cui la pila viene tenuta insieme cambia la "sensazione" del cobot.
Queste centinaia di fogli sottili non rimangono magicamente insieme. Vengono uniti con metodi come Incollaggio adesivo, autoincollaggio (Backlack), incastro meccanico, rivettatura/bullonatura, scollatura e saldatura..
La ricerca mostra un costante braccio di ferro: occorre resistenza meccanica e la producibilità, ma non si vuole rovinare le prestazioni magnetiche danneggiando l'isolamento o introducendo tensioni residue e distorsioni. Le giunzioni a colla tendono a mantenere una bassa perdita di nucleo e un buon isolamento, mentre la saldatura o le giunzioni meccaniche aggressive possono aumentare le perdite e il rumore se non sono attentamente controllate.
Metodi di giunzione e impatto sulle pile di servo laminazione
Metodo di giunzione
Impatto elettromagnetico
Impatto meccanico/produttivo
Quando brilla nella robotica e nei cobot
Autocollante (Backlack, incollaggio full-face)
Isolamento eccellente, bassa perdita di nucleo, basse vibrazioni interlaminari
Richiede un ciclo termico controllato; l'uniformità del rivestimento è fondamentale
Servomotori di alta gamma, cobot a basso rumore, giunti ad alta velocità
Punto di colla / incollaggio
Perdita aggiuntiva molto bassa; buona NVH; preserva i rivestimenti
Fasi di processo aggiuntive, forni di polimerizzazione, attento controllo qualità
Assi di precisione, utensili per semiconduttori, bracci collaborativi silenziosi
Interblocco meccanico (in-die)
Perdite leggermente superiori (sollecitazioni locali e danni al rivestimento); scala con il numero di interblocchi
Molto conveniente per la produzione di massa; si integra con lo stampaggio
Motori di robot industriali per grandi volumi, giunti sensibili ai costi
Rivettatura / bullonatura
Disturbo locale del flusso intorno ai fori; gestibile per molti progetti
Ottimo per prototipi o laminazioni tagliate al laser; flessibile
Prototipazione di nuovi progetti di giunti, robot speciali a basso volume
Morsetti di compensazione / morsetti esterni
Impatto limitato all'interno della regione attiva se progettato correttamente
Buona integrità strutturale per i grandi diametri; più ferramenta
Grandi motori torque ad azionamento diretto, grandi assi industriali
Saldatura laser / TIG
Può danneggiare i rivestimenti e introdurre tensioni locali/zone colpite dal calore, con conseguente aumento delle perdite se non controllato.
Veloce e robusto; facile automazione; eccellente resistenza meccanica
Servocomandi e motori di trazione per impieghi gravosi in cui la forza è predominante
In particolare per i cobot, pile incollate o auto-incollate sono attraenti perché:
Riducono le perdite di corrente parassita e quindi il calore e la deriva.
Smorzano le vibrazioni e i rumori, fondamentali quando il robot lavora accanto all'uomo.
Mantengono la costante di coppia più lineare, semplificando la stima e il controllo della forza.
4. Geometria nello stack: lotta al cogging, all'ondulazione e al rumore
Se l'articolazione del vostro robot si sente "dentellata" quando la si trascina manualmente, vuol dire che state sentendo coppia di cogging - coppia parassita che deriva dall'interazione dei magneti permanenti con i denti e i lamierini dello statore.
I progettisti combattono questo problema utilizzando un mix di progettazione elettromagnetica e geometria di laminazioneLa soluzione è la regolazione delle combinazioni di scanalature e poli, la modifica della forma del magnete, la variazione della geometria della punta del dente e l'inclinazione della pila di laminazione. A rotore o statore obliquo La tecnologia di rotazione del motore è in grado di attorcigliare leggermente le lamelle lungo l'asse, in modo che le armoniche di scanalatura si "mediano" lungo la lunghezza della pila, riducendo in modo significativo la coppia di cogging e l'ondulazione della coppia con un impatto minimo sulla costante di coppia e sull'efficienza.
Per la robotica e i cobot, le leve della geometria a livello di laminazione includono:
Pile rotore/statore oblique - ridurre il cogging, l'ondulazione della coppia e il rumore acustico, particolarmente importante per gli spostamenti a bassa velocità e per i cobot che lavorano in prossimità di persone
Statore con design slotless o toothless - utilizzando un nucleo laminato a forma di anello senza denti per eliminare quasi del tutto il cogging, utile nei giunti di rilevamento della coppia di alto livello
Combinazioni di slot/poli ottimizzate - design di slot frazionali per rompere la simmetria e diffondere le armoniche
Modellamento e intaglio della punta del dente - modifiche locali per ridurre la saturazione e l'ondulazione della coppia a intervalli di carico specifici
Apertura e rapporti ID/OD - soprattutto nei motori senza telaio in cui i riduttori o i sensori si trovano all'interno del rotore.
5. Robot industriali e cobot: priorità di laminazione diverse
Un robot di saldatura industriale che lancia scintille in una cella recintata ha un profilo di rischio molto diverso da quello di un cobot che assembla componenti elettronici accanto a un operatore umano. Ma in entrambi i casi, gli stack di laminazione continuano a definire la coppia, la scorrevolezza e l'involucro termico con cui è possibile lavorare.
Per robot industrialiLa progettazione della laminazione tende a dare priorità a densità di coppia, efficienza e costisoprattutto per i grandi volumi. Una coppia di cogging leggermente più elevata può spesso essere tollerata, perché un riduttore, una struttura rigida e cicli di controllo intelligenti possono nascondere molto.
Per cobot e sistemi di tipo esoscheletroLa chiave è la retroguidabilità e la bassa impedenza apparente. I motori a giunto ad alta densità di coppia sono spesso abbinati a rapporti di trasmissione ridotti o ad architetture a trasmissione quasi diretta; in questo regime, ogni minimo ingranaggio e attrito viene amplificato in ciò che un essere umano percepisce fisicamente.
Quando si progettano le pile di laminazione, trattare le due classi in modo diverso:
Giunti per robot industriali
Può convivere con pile interbloccate o saldate se riduce i costi e aumenta la produttività
Puntate a prestazioni di cogging buone ma non perfette; gli azionamenti e i riduttori aiutano a mascherare le imperfezioni
I limiti termici sono spesso stabiliti dal ciclo di lavoro e dall'ambiente, non dal comfort umano.
Cobot e robot interattivi con l'uomo
Favorisce le pile incollate/auto-incollate e le laminazioni oblique per una coppia ultra-liscia
Spinta verso laminazioni più sottili e rivestimenti migliori per ridurre le perdite e la deriva termica
Si preoccupa molto della firma acustica e della sensazione tattile quando è in backdrive
6. Realtà produttive: come le tolleranze si manifestano nel comportamento dei robot
Sulla carta, una pila di laminazione è solo una pila di forme perfette. In fabbrica, dettagli come l'altezza della bava, la robustezza del rivestimento e l'adattamento dell'albero conferiscono al motore la sua effettiva personalità.
Le presse ad alta velocità per lo stampaggio progressivo e lo stampaggio rapido sono i cavalli di battaglia della produzione di laminazione, capaci di milioni di colpi per stampo. Se eseguite correttamente, garantiscono tolleranze strette e fattori di impilamento elevati; se eseguite in modo non accurato, lasciano bave che perforano l'isolamento, aumentando la perdita interlaminare e il rumore udibile. Molti fornitori integrano lo stampaggio con taglio laser, intaglio singolo e intaglio rotativo per i prototipi o i grandi diametri, quindi assemblare le pile tramite incastro, incollaggio o saldatura in linea.
Inoltre, le ispezioni (controlli CMM, sistemi di visione, tester per la perdita di ferro e test di resistenza interlaminare Franklin) sono fondamentali per assicurarsi che il motore simulato sia quello che effettivamente si ottiene.
Scelte di produzione che influenzano fortemente le prestazioni di robot e cobot:
Controllo della bava - le bave più basse proteggono i rivestimenti e riducono la perdita di nucleo e il rumore
Selezione e applicazione del rivestimento - l'isolamento robusto e uniforme mantiene basse le perdite e stabile l'inclinazione per tutta la durata del motore
Stabilità del processo di impilaggio e giunzione - La pressione, la temperatura e l'allineamento costanti mantengono la retroguidabilità e il comportamento dell'ingranaggio costanti in tutti i lotti.
Connessione albero-pilastro (ad esempio, fori di precisione, incastri a pressione, inserti) - influenza il runout, le vibrazioni e l'affidabilità a lungo termine delle giunzioni.
7. Oltre le laminazioni classiche: SMC, flusso assiale e giunti robotici del futuro
Sebbene l'acciaio elettrico impilato sia ancora dominante, c'è una crescente spinta verso il compositi magnetici morbidi (SMC) e architetture a flusso assiale negli azionamenti ad alte prestazioni, compresi i veicoli elettrici e la robotica. Gli SMC utilizzano polvere di ferro isolata pressata in forme tridimensionali, rendendo possibile la progettazione di motori con percorsi di flusso realmente tridimensionali e un assemblaggio semplificato rispetto alle laminazioni tradizionali.
Per la robotica e i cobot, questo apre le porte a articolazioni più piatte, simili a pancake, percorsi di raffreddamento integrati e topologie che sono difficili o impossibili da realizzare con semplici fogli impilati. Tuttavia, gli SMC comportano dei compromessi in termini di costo del materiale, densità di flusso raggiungibile e maturità del processo, per cui molti progetti continueranno a basarsi su pile di laminazione accuratamente ottimizzate per il prossimo futuro.
Se volete spingere al massimo, prendete in considerazione:
Nuclei ibridi - combinando le classiche laminazioni nella regione attiva con guide di flusso in SMC o lavorate a macchina, dove i percorsi 3D aiutano
Progetti di servoassistenza a flusso assiale - grazie a laminazioni assiali accuratamente punzonate o a nuclei in SMC, che offrono un'elevata densità di coppia in una lunghezza assiale ridotta
Rivestimenti avanzati e leghe amorfe - per ridurre ulteriormente le perdite del nucleo e mantenere basse le temperature delle articolazioni in bracci strettamente imballati
8. Lista di controllo pratica: progettare il vostro prossimo robot o cobot stack di laminazione
A questo punto è facile sentirsi sopraffatti: ci sono molte manopole da girare. Per restare con i piedi per terra, ecco un lista di controllo della progettazione a livello umano che potrete seguire la prossima volta che specificherete una pila di laminazione per un giunto robotizzato.
1. Partite dall'interazione, non dalla scheda tecnica.
Chiedete: Come dovrebbe essere questa articolazione quando un essere umano la spinge? Questo ci dice quanto si debba essere aggressivi nei confronti della coppia di ingranaggi, della rumorosità e della retroguidabilità.
2. Definire esplicitamente il budget per le perdite e la temperatura.
Con la frequenza e il ciclo di lavoro del vostro inverter, calcolate approssimativamente la perdita del nucleo rispetto alla perdita del rame. Utilizzare questo dato per decidere lo spessore della laminazione e il tipo di acciaio.
3. Scegliete un metodo di giunzione che corrisponda ai vostri obiettivi di "feeling".
Cobot e assi di precisione: orientarsi verso pile autocollanti o incollate.
Giunti industriali pesanti: l'incastro o la saldatura possono essere accettabili se testati.
4. Decidete in anticipo se inclinare o meno.
L'obliquità richiede scelte di utensili e modifiche al processo di impilatura. Decidete nella fase di definizione delle specifiche di laminazione, non dopo aver costruito il prototipo.
5. Bloccare le tolleranze producibili, non quelle di fantasia.
Collaborate con il vostro fornitore di laminazione per adeguare la capacità dello stampo, i limiti di bava e i sistemi di rivestimento al vostro modello di prestazioni.
6. Prototipo con il reale processo di giunzione e impilamento.
Un prototipo tagliato al laser e imbullonato si comporta in modo diverso da una pila incastrata o incollata in produzione. Convalidare con qualcosa di simile al processo finale.
7. Misurare ciò che gli esseri umani proveranno.
Non limitatevi a misurare l'efficienza, ma tracciate la coppia di cogging, l'ondulazione di coppia, la coppia di retroazione e gli spettri acustici. Questo è ciò che gli operatori e gli utenti finali sperimentano realmente.
Se si tratta la pila di laminazione come un componente strategica invece di una voce, i vostri robot e cobot si muoveranno in modo diverso: più fluido, più silenzioso, più prevedibile e più sicuro.
E la prossima volta che qualcuno si complimenterà per la "naturalezza" del giunto del vostro cobot, saprete che è iniziato con un mucchio di pezzi di acciaio molto sottili e uniti con molta cura.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.