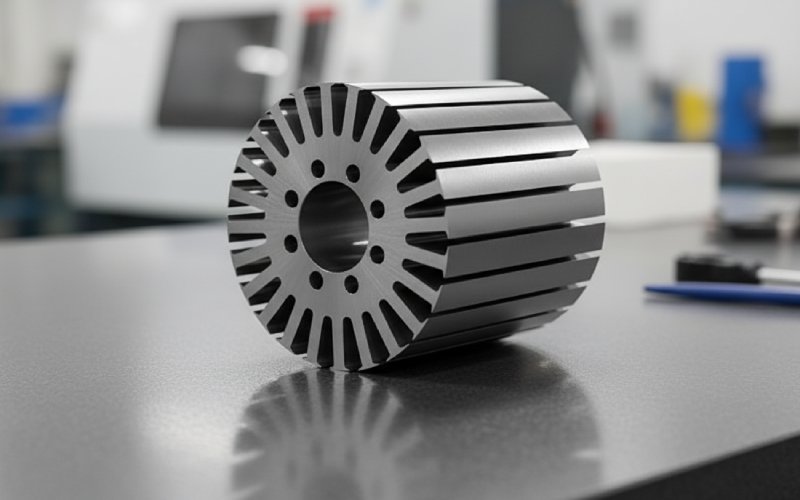
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
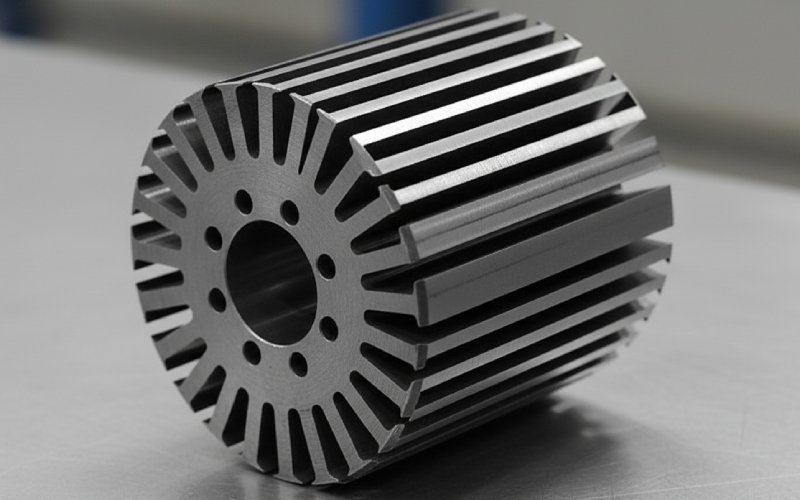
Progettazione della laminazione del rotore: Ponti, nervature e compromessi di resistenza meccanica
Un ponte non è un elemento di pulizia aggiunto dopo la progettazione elettromagnetica. Nelle pile di laminazione del rotore reale, lo spessore del ponte si trova proprio nel mezzo del margine di scoppio, del flusso di dispersione, del tipo di acciaio, dei limiti di punzonatura e di ciò che il fornitore può effettivamente tenere in produzione. Recenti studi sull'IPM ad alta velocità continuano a puntare nella stessa direzione: lo spessore dei ponti spesso sposta le sollecitazioni del rotore molto più di quanto non faccia la larghezza delle costole, mentre ponti o irrigidimenti aggiuntivi migliorano la sopravvivenza aprendo contemporaneamente più percorsi di perdita.
Questo è il vero argomento della progettazione dei rotori. Non “forza contro efficienza”. Piuttosto, geometria contro tutto il resto.
Indice dei contenuti
Perché lo spessore del ponte non è più un piccolo dettaglio
In un confronto ad alta velocità, l'aumento dello spessore del ponte da Da 1 mm a 2 mm riduzione dello stress del rotore da 3961 MPa a 2385 MPa, una goccia di 39.8%. Passare da Da 2,5 mm a 3,5 mm solo ridotto lo stress di un altro 11.2%. La forma del compromesso è importante. La crescita precoce del ponte comporta un notevole miglioramento meccanico. Una crescita più tardiva del ponte costa ancora prestazioni magnetiche, ma il ritorno meccanico inizia ad appiattirsi.
Anche il lato magnetico non è da meno. Nello stesso studio, il fattore di flusso di dispersione a vuoto è aumentato da Da 1,12 a 1,56 come lo spessore del ponte si è spostato da Da 1 mm a 3,5 mm. Quindi sì, l'acciaio più spesso aiuta il rotore a sopravvivere. Inoltre, offre al flusso un luogo più facile da raggiungere che non sia il traferro.
E quando la velocità aumenta, il problema diventa meno indulgente molto rapidamente. Le sollecitazioni del rotore dovute al carico centrifugo aumentano con il quadrato della velocità, ed è per questo che un ponte che sembra accettabile in un progetto a bassa velocità può diventare il punto debole dopo che l'obiettivo della velocità si sposta. I lavori precedenti sull'IPM ad alta velocità hanno fatto lo stesso punto in modo diverso: i ponti e le nervature sul diametro esterno del rotore sono le caratteristiche meccanicamente limitanti in molti rotori IPM laminati in modo convenzionale, e il loro dimensionamento deve essere considerato insieme all'impatto elettromagnetico, non dopo.
Progettazione del ponte motore: cosa si guadagna davvero con 0,5 mm di distanza
Molte squadre trattano ancora lo spessore del ponte come una leva di sicurezza in fase avanzata. Questo funziona, fino a un certo punto. Ma non è una leva neutra.
Tre modelli si ripresentano continuamente:
Il primo aumento è più importante di quelli successivi
La radice del ponte è di solito il luogo in cui si decide l'argomento della sollecitazione.
Un ponte più robusto spesso significa un percorso magnetico più debole
Ecco perché “rendere il ponte più spesso” raramente è una risposta definitiva. È solo la prima risposta.
Un'altra cosa che sfugge: la geometria del ponte non agisce da sola. La resistenza dei materiali modifica la finestra di sollecitazione consentita. Il comportamento magnetico modifica la quantità di flusso che il ponte e la costola possono trasportare una volta che la saturazione inizia a muoversi. Un recente studio combinato di ottimizzazione elettromagnetica e meccanica ha individuato un diametro ottimale del rotore sotto un determinato limite di sollecitazione, invece di una semplice tendenza "più grande è meglio". Oltre quel punto, la geometria extra necessaria per rimanere all'interno del limite di sollecitazione iniziava a intaccare il beneficio elettromagnetico. Questo è un utile promemoria per i progetti di stack di laminazione: la geometria del rotore non deve essere congelata prima che siano noti il limite di sollecitazione, la scelta dell'acciaio e il percorso di produzione.
Costole, ponti centrali e layout multiponte
Le nervature sono importanti. Di solito meno di quanto si spera, dal punto di vista meccanico, e più di quanto ci si aspetta dal punto di vista magnetico.
Il confronto multifisico del 2022 è schietto su questo punto: lo spessore del ponte ha avuto un forte effetto sulle sollecitazioni e sulle deformazioni del rotore, mentre lo spessore delle nervature le ha modificate in modo più lieve. Anche uno studio di ottimizzazione dell'IPM ad alta velocità del 2024 ha trattato lo spessore del ponte e quello dell'irrigidimento come variabili primarie per il controllo delle sollecitazioni, poiché l'affidabilità del rotore e le prestazioni elettromagnetiche si muovevano l'una contro l'altra.
Questo non significa che la progettazione delle costole sia secondaria. Significa che la progettazione delle costole è di solito uno strumento più raffinato.
In alcuni layout, la soluzione migliore non è una costola più ampia, ma una diversa strategia di ponti. Uno studio del 2025 sui rotori a V a più ponti ha dimostrato che l'aggiunta di ponti può migliorare efficacemente la resistenza meccanica, soprattutto grazie allo spessore del ponte centrale, ma il documento continua a inquadrare il problema centrale come una contraddizione tra resistenza meccanica e prestazioni elettromagnetiche. La lettura pratica è abbastanza semplice: aggiungere solo la quantità di ponti che il caso di stress costringe ad aggiungere. Non di più.
Esiste anche un secondo percorso. Riorganizzare il percorso delle perdite anziché limitarsi a rinforzarlo. Uno studio del 2018 su IPMSM con forma a V ha rimosso le nervature magnetiche e introdotto ponti centrali per un caso di rotore di piccole dimensioni in cui le nervature erano già sottili; il guadagno di coppia riportato è stato di 10% o più. Un concetto di rotore 2024 è andato oltre e ha eliminato il ponte bilaterale, affidandosi a un ponte centrale per mantenere la resistenza e ridurre al contempo la larghezza totale del ponte, le perdite e la perdita di coppia. In un confronto a parità di resistenza, un altro studio del 2024 ha rilevato che il rotore senza ponti centrali aveva il flusso di dispersione più elevato e la coppia più bassa, ma l'ondulazione di coppia più ridotta; i ponti bilaterali più stretti producevano la coppia più elevata e l'ondulazione di coppia più elevata; i ponti bilaterali più larghi si posizionavano nel mezzo per quanto riguarda la coppia e risultavano più efficienti. Questo è un quadro della realtà migliore di qualsiasi regola universale sulla “migliore disposizione dei ponti”.
Una pratica tabella di progettazione per le pile di laminazione dei rotori
Spostamento del design
Cosa migliora di solito
Quanto costa di solito
Cosa significa per la produzione
Aumentare lo spessore del ponte esterno
Forte calo iniziale della sollecitazione del rotore
Più flusso di dispersione, meno flusso principale utile
La timbratura a profilo stretto diventa meno fragile, ma la penalizzazione magnetica cresce rapidamente
Aumentare leggermente la larghezza delle costole
Rigidità locale, controllo della deformazione
Può modificare la salienza, la dispersione, il ripple
Più facile delle costole ultrasottili, ma non una soluzione meccanica gratuita
Aggiungere ponti centrali o irrigidimenti
Migliore distribuzione delle sollecitazioni ad alta velocità
Più percorsi di perdita
L'attrezzaggio e l'assemblaggio diventano meno tolleranti
Passaggio a concetti con ponte centrale o senza costole
Può ridurre le perdite in alcune topologie
Il comportamento dell'ondulazione e della coppia può muoversi in entrambe le direzioni
Necessita di una convalida specifica per ogni caso, non di un'approvazione a regola d'arte.
Potenziamento della resistenza dell'acciaio
Migliore margine di sollecitazione con sezioni più sottili
Costo del materiale e compromessi magnetici
La capacità dei fornitori e la coerenza dei materiali contano di più
Lo scopo della tabella non è quello di distribuire i valori predefiniti. Serve a impedire alle squadre di comportarsi come se una mossa di geometria cambiasse solo una cosa. Non è mai così.
Pile di laminazione del rotore in produzione: dove la simulazione inizia a mentire
Questa è solitamente la parte mancante negli articoli dei concorrenti.
La simulazione vi dirà volentieri che un ponte o una costola stretta sono ancora accettabili. L'officina potrebbe non essere d'accordo. Una rassegna del 2023 sugli effetti della produzione di acciaio elettrico suddivide il processo in taglio, giunzione, ricottura di distensione e calettamento, poi sottolinea che ogni fase può degradare la qualità magnetica e spesso aumentare le perdite di isteresi locali in prossimità dei bordi di taglio. Ciò è tanto più importante quanto più i ponti e le nervature si restringono, perché la regione danneggiata non è più un piccolo dettaglio che si trova da qualche parte in disparte.
C'è un secondo motivo per fare attenzione agli elementi stretti. Uno studio del 2016 sull'acciaio al silicio non orientato punzonato ha riportato una zona colpita da sollecitazioni residue di circa 0,4-0,5 mm dal bordo tranciato. Rileggete questo concetto e poi guardate un qualsiasi disegno con un ponte magnetico molto stretto. Sulla carta, la larghezza del ponte può sembrare ragionevole. In produzione, la zona interessata dal bordo può occupare una parte significativa dell'elemento stesso. Ciò non rende impossibile la realizzazione di ponti sottili. Ma allontana l'ottimo reale dall'ottimo FEA più spesso di quanto i team si aspettino.
Cosa inviare al fornitore di pila di laminazione prima dell'offerta
Se il rotore utilizza ponti sottili, nervature strette o una topologia sensibile ai ponti, non inviare solo un DXF e un codice materiale.
Inviate invece questo:
Velocità di progetto e obiettivo di sovravelocità
Opzioni di qualità dell'acciaio elettrico, non solo una qualità
Spessore della laminazione
Lunghezza della pila
Metodo di giunzione
Limite della bava
Tolleranza minima dell'elemento
Requisiti di planarità
Se è inclusa la ricottura sotto sforzo
Quale metrica può muoversi per prima: coppia, ondulazione, efficienza, massa o margine di sicurezza?
Questo cambia la conversazione. La RFQ si allontana dalla quotazione del solo prezzo e si orienta verso la verifica della producibilità, che è il punto in cui i progetti sensibili ai ponti dovrebbero comunque iniziare.
Siete pronti per una revisione della producibilità?
Inviate i vostri file DXF, le opzioni di materiale, la velocità desiderata e i requisiti di impilamento al nostro team di ingegneri per una verifica della fattibilità di ponti e nastri. Verificheremo il disegno rispetto ai limiti di timbratura, al rischio di caratteristiche ristrette e alla pila di laminazione vincoli di produzione prima della quotazione.
FAQ
Lo spessore del ponte è di solito più importante della larghezza della nervatura?
Per le sollecitazioni del rotore in molti casi di IPMSM ad alta velocità, sì. I confronti pubblicati dimostrano che lo spessore del ponte ha spesso un effetto molto maggiore sulle sollecitazioni e sulla deformazione del rotore rispetto allo spessore della nervatura. Questo non significa che la geometria delle costole non sia importante. Significa che lo spessore del ponte è spesso la prima variabile che decide se il rotore sopravvive all'obiettivo di velocità.
Un rotore senza nervature può migliorare la coppia?
A volte. Uno studio del 2018 sull'IPMSM a forma di V ha riferito che 10% o più guadagno di coppia in un caso di piccolo rotore dopo la rimozione delle nervature magnetiche e l'introduzione di ponti centrali. Questo risultato dipende dalla topologia e non è universale, ma dimostra che a volte i percorsi di dispersione possono essere riorganizzati anziché solo rafforzati.
L'aggiunta di altri ponti rende sempre più sicuro il rotore?
Dal punto di vista meccanico, spesso aiuta. Dal punto di vista elettromagnetico, di solito fa male. Lo studio sul rotore a V multiponte del 2025 considera questa contraddizione come il problema centrale della progettazione, ed è per questo che il numero e le dimensioni dei ponti devono ancora essere ridotti al minimo una volta raggiunto l'obiettivo di resistenza minima.
Perché gli effetti di punzonatura sono così importanti su ponti e costole strette?
Perché la zona interessata dal bordo smette di essere piccola rispetto all'elemento. Lo studio di punzonatura del 2016 riportava una zona interessata da sollecitazioni residue di circa 0,4-0,5 mm, e la revisione della produzione 2023 mostra che il taglio e i processi correlati degradano la qualità magnetica e aumentano le perdite locali in prossimità dei bordi di taglio. Sulle caratteristiche strette del rotore, questo non è più un rumore di fondo.
Qual è l'errore più comune di RFQ sulle laminazioni del rotore sensibili ai ponti?
Trattare il ponte come un elemento di disegno invece che come un elemento sensibile al processo. Se il fornitore non conosce l'obiettivo di velocità, il margine di sovravelocità, le opzioni di acciaio, il limite di bava e il percorso di giunzione, l'offerta può comunque essere veloce. Ma non vi dirà molto se la pila si comporterà come previsto dalla simulazione.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.