Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
Analisi di sensibilità: Raggio della punta del dente e apertura della scanalatura sulle perdite
I progettisti amano aggiungere poli, modificare i magneti o cambiare le strategie di controllo. Ma due delle manopole più silenziose e ad alto rendimento in una macchina elettrica a scanalature sono puramente geometrici:
il raggio della punta del dente, e
il apertura della fessura.
Si tratta di elementi che vivono nell'ordine dei millimetri, ma che modellano la forma d'onda del flusso dell'air-gap, la distribuzione delle perdite, l'ondulazione della coppia e persino il rumore. Gli articoli sulla modellazione del nucleo dello statore e sulla progettazione delle scanalature dimostrano che un'attenta messa a punto di queste minuscole caratteristiche può spostare le perdite di ferro di decine di punti percentuali e modificare drasticamente il rumore magnetico.
La maggior parte dei blog li tratta come una linea in una schermata CAD. Non facciamo così.
Cosa otterrete da questo articolo
Immagine intuitiva di come il raggio della punta del dente e l'apertura della fessura influenzano il flusso e le perdite
Collegamento ai principali meccanismi di perdita di ferro (isteresi, eddy, eccesso)
Lezioni tratte dalla letteratura recente sull'apertura delle fessure e sulla sagomatura dei denti
Un flusso di lavoro pratico per eseguire la propria analisi di sensibilità
Una matrice (tabella) di regole empiriche da tenere accanto al proprio strumento FEA
Indice dei contenuti
1. Dove il raggio della punta del dente e l'apertura della fessura si trovano nello spazio di progettazione
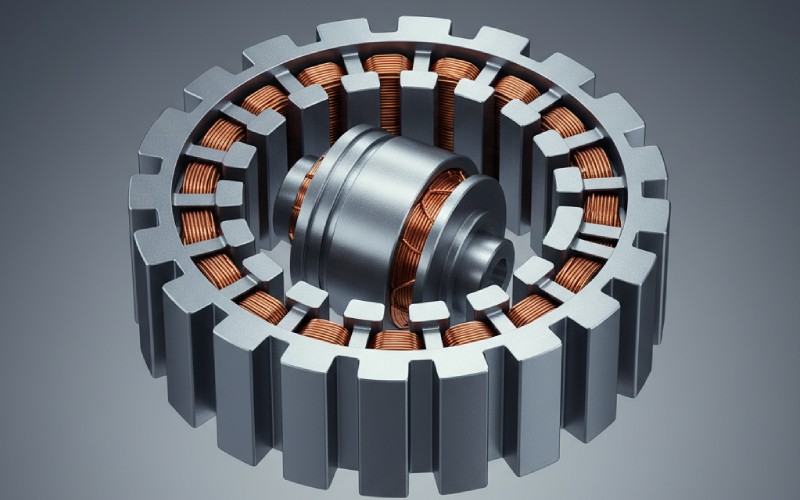
Immaginate un dente di statore: un'alta trave di acciaio laminato, che si riduce in uno stretto dente superiore che si trova di fronte al rotore. Il raggio della punta del dente è l'arrotondamento agli angoli interni, dove il dente incontra l'air-gap. Il apertura della fessura è lo spazio tra le punte dei denti vicini.
Queste due dimensioni si trovano proprio dove tutto accade:
il flusso della fessura d'aria viene attraversato,
nascono le armoniche di slot,
I conduttori vicini alla sommità della fessura vedono un flusso di dispersione,
le tolleranze meccaniche sono quelle che mordono di più.
Case di produzione specializzate in laminati elettrici in acciaio richiamare esplicitamente apertura della fessura, raggio della punta del dente e larghezza del ponte come dimensioni primarie da controllare perché influenzano direttamente il flusso del traferro, il contenuto armonico, le perdite e il rumore.
Ad alto livello, queste due dimensioni controllano principalmente
Forma d'onda della permeanza nel traferro → armoniche di slot, cogging, ondulazione della coppia
Densità di flusso locale picchi agli angoli e alla sommità del dente → "punti caldi" di perdita di ferro
Campi di dispersione e frange nelle fessure → perdite di rame in corrente alternata nella regione terminale e nei conduttori delle fessure
Comportamento meccanico e acustico → vibrazioni e rumore magnetico legati ai rapporti di apertura delle fessure
2. Meccanismi di perdita che si preoccupano di queste dimensioni
Prima di modificare la geometria, vale la pena di rivedere ciò che stiamo cercando di spostare: componenti di perdita. In qualsiasi macchina PM o a induzione con scanalature, l'efficienza è data principalmente da:
perdita di rame,
perdita del nucleo (ferro),
perdita meccanica,
perdite di dispersione/magnete/avvolgimento CA.
Il raggio della punta del dente e l'apertura della fessura sono principalmente manopole per la perdita di ferro e la perdita di corrente alternatanon le manopole del rame-I²R. I moderni modelli di perdita di ferro decompongono in genere la perdita del nucleo in tre parti: isteresi, correnti parassite classiche e una componente "in eccesso" o anomala che cattura gli effetti locali su microscala ad alta frequenza.
Studi di mappatura dettagliati su macchine PM ad alta velocità mostrano che il giogo e i denti dello statore dominano la perdita totale del nucleo, con il la parte superiore del dente è particolarmente sensibile alle variazioni di carico e di flusso. In alcune condizioni, l'aumento della perdita in cima al dente con il carico è superiore di centinaia di punti percentuali rispetto a quello del giogo.
Si tratta esattamente del raggio della punta del dente della regione e della rimodellazione dell'apertura della fessura.
I componenti della perdita di nucleo più influenzati dal raggio della punta e dall'apertura della fessura
Perdita di isteresidipende dall'area locale dell'anello B-H; gli angoli acuti e l'affollamento del flusso lo aumentano.
Perdita per correnti parassitecresce con la frequenza e (B_{pk}^2); le armoniche delle fessure e l'elevato flusso locale sulle punte dei denti lo alimentano.
Perdita in eccesso (anomala): guidato da rapide variazioni locali del flusso, in particolare quando la fessura distorce il campo.
Perdita di rame / prossimità in CA: maggiore quando i conduttori si trovano vicino all'apertura della fessura, dove il flusso di dispersione è più forte.
3. Raggio della punta dei denti: sensibilità e intuizione
Iniziare con il raggio della punta del dente ( R_t ). Immaginate di rimpicciolirlo verso lo zero: otterrete un'immagine molto angolo del dente tagliente. Le linee di flusso nel dente vogliono diffondersi nella fessura d'aria; uno spigolo vivo le costringe a passare attraverso una stretta "strozzatura", creando così un'atmosfera di grande effetto. affollamento del flusso e la saturazione locale nella parte superiore del dente.
Gli studi sul modellamento del nucleo dello statore dimostrano che l'introduzione di raggi adeguati agli angoli del dente (spesso si parla di radice, ma la stessa intuizione vale per la parte superiore) può ridurre sensibilmente le perdite locali del nucleo alleggerendo i picchi di densità di flusso.
D'altra parte, se si over-round la punta del dente, si allarga di fatto il vuoto d'aria a livello locale:
Il flusso principale del traferro vede una maggiore riluttanza,
I magneti o le correnti del rotore devono "lavorare di più" per ottenere la stessa coppia,
Il flusso nella parte superiore del dente può ridursi (a vantaggio della perdita di ferro locale), ma la densità di coppia ne risente.
Le analisi di sensibilità sui PMSM a bobina dentata, in cui le dimensioni della punta del dente sono variabili, mostrano esattamente questo compromesso: la densità di coppia è fortemente influenzata dalla larghezza/raggio della punta del dente, ma c'è una regione di rendimento decrescente in cui un ulteriore arrotondamento rovina la coppia a fronte di modesti guadagni in termini di perdita.
Il "punto di forza" è di solito un raggio moderato: abbastanza grande per evitare la saturazione degli angoli e per attenuare i gradienti di flusso, abbastanza piccolo per mantenere una permeanza e una focalizzazione del flusso decenti.
Regole empiriche per la sensibilità del raggio della punta dei denti
Troppo tagliente (raggio ridotto)
Alto locale (B) agli angoli → hotspot di perdita della cima del dente e potenzialmente più perdita in eccesso.
Effetti di scanalatura più forti → più armoniche di scanalatura e coppia di cogging.
Raggio moderato (spesso ottimale)
Riduce la saturazione degli angoli e distribuisce il flusso in modo più uniforme lungo la superficie del dente.
Di solito la coppia subisce una piccola penalizzazione, mentre migliora il comportamento dei "punti caldi" di perdita del ferro.
Raggio troppo grande
Si comporta come un traferro localmente più grande → collegamento di flusso ridotto, minore coppia/EMF.
Può aiutare le perdite del nucleo, ma spesso non è sufficiente a giustificare il colpo di coppia, a meno che non si abbia un'efficienza estrema.
4. Apertura della fessura: sensibilità e intuizione
Il apertura della fessura ( b_{so} ) è la distanza netta tra le punte dei denti in corrispondenza dell'air-gap. Ha una relazione complicata con le perdite perché rimodella il forma d'onda della permeanza intorno al traferro.
Storicamente, è noto che le fessure aperte introducono perdite aggiuntive anche in semplici nuclei di prova; un lavoro classico degli anni '30 evidenziava già che Le perdite dovute alle fessure aperte devono essere separate dalle "vere" perdite di ferro. nella caratterizzazione dei materiali.
Le ricerche più recenti sono più chiare:
Per macchine a induzioneun modello semi-analitico e le misurazioni hanno dimostrato che la regolazione di aperture delle fessure dello statore e del rotore può ridurre la componente armonica delle perdite di ferro di circa 30%cancellando alcune armoniche di densità di flusso legate alla scanalatura.
In macchine sincroneaumentando l'apertura delle fessure dello statore si tende a ridurre le perdite del nucleo dello statore (perché il flusso è più distribuito tra i denti), ma a costo di una coppia inferiore e, talvolta, di maggiori perdite del rotore e ondulazioni di coppia.
Per macchine a flusso assialeLe aperture di fessura più grandi aumentano la riluttanza nelle punte dei denti e riducono sostanzialmente il flusso del traferro, soprattutto sotto carico, quando la reazione dell'indotto è forte.
E poi c'è l'avvolgimento: man mano che i conduttori si avvicinano all'apertura della fessura - dove i campi di dispersione e di frangia sono più ampi - i conduttori si avvicinano alla fessura.Le perdite di corrente alternata aumentano in modo significativo.
L'apertura di una fessura fa quindi leva su almeno quattro elementi: la perdita di ferro, la coppia, la perdita di corrente alternata e il rumore.
Scambio di aperture di slot (qualitativo)
Apertura della fessura più ampia
Forma d'onda della permeanza più piatta → minore saturazione del dente e talvolta minore perdita di ferro del dente statorico.
Armoniche di scanalatura più forti → maggiore ondulazione della coppia e possibile rumore magnetico.
Aumento della riluttanza sulle punte dei denti → coppia/EMF inferiore, particolarmente pronunciata nelle macchine a flusso assiale e ad alta velocità.
Conduttore più vicino alla parte superiore della fessura → maggiore perdita di rame CA se la fessura viene chiusa in modo aggressivo.
Apertura della fessura più stretta
Concentrazione del flusso più forte → densità di coppia più elevata, ma flusso e perdite superiori al dente.
Riduzione delle armoniche di scanalatura → coppia più regolare, potenziale riduzione del rumore magnetico.
Finestra più stretta per l'inserimento dell'avvolgimento e maggiore difficoltà di produzione.
5. Un flusso di lavoro pratico per l'analisi di sensibilità
Il raggio della punta del dente e l'apertura della fessura possono essere trattati come altri due parametri di progettazione in un'ottimizzazione parametrica, ma si comportano in modo diverso da quantità globali come la lunghezza della pila o lo spessore del magnete. Influenzano soprattutto qualità del campo e distribuzione locale delle perdite, non solo per le prestazioni di massa.
Buone notizie: questo li rende bersagli perfetti per una analisi di sensibilità mirata.
In pratica, combinerete FEA 2D/3D con un modello di perdita di ferro (tipo Bertotti o varianti migliorate) ed eventualmente un modello di perdita di avvolgimento in CA.
Flusso di lavoro della sensibilità passo dopo passo
1. Fissare una macchina di riferimento credibile.
Utilizzare un progetto che soddisfi già i vincoli di coppia/velocità e i limiti termici.
2. Definire i parametri normalizzati.
Ad esempio ( \hat{R}t = R_t / R{si} ) (raggio della punta del dente sul raggio interno dello statore), ( \hat{b}{so} = b{so} / ) (apertura della fessura rispetto al passo della fessura).
3. Scegliere un piccolo disegno di esperimenti (DoE).
Per ogni ( \hat{R}t ) e ( \hat{b}{so} ), scegliere 3-5 livelli (ad esempio, nitido, base, moderato, grande).
Mantenere le altre geometrie fisse per isolare gli effetti.
4. Eseguire la FEA per i punti operativi rilevanti.
I valori a vuoto, a carico nominale e a 1,1× carico nominale sono comuni perché le perdite della sommità del dente e del corpo del dente rispondono in modo diverso al carico.
5. Elaborazione dei dati sul campo in mappe di perdita.
Utilizzare l'integrazione per regione (cima del dente, corpo del dente, radice del dente, giogo, rotore) anziché la perdita totale del nucleo.
6. Calcolo delle metriche di sensibilità.
Sensibilità a differenza finita come (´parziale P{ferro, dente} / (´parziale P{ferro, giogo}), (´parziale P{ferro, giogo} / ´parziale ´hat{b}{so}).
Tracciamento di coppia, EMF, ondulazione di coppia e perdita di rame in CA a fianco.
7. Adattare semplici superfici di risposta.
Anche i fit quadratici in ( \hat{R}t ) e ( \hat{b}{so} ) forniscono tendenze utili per i cicli di ottimizzazione.
8. Scegliere un ottimo ponderato per i punti operativi.
Ad esempio, ridurre al minimo la somma ponderata della perdita di ferro sul dente dello statore, della perdita di rame in CA e dell'ondulazione della coppia, in base all'obiettivo di coppia ≥.
6. Una matrice di regole empiriche da modelli basati sulla letteratura
Per rendere più concreti i compromessi, la tabella seguente riassume effetti qualitativi di variazione del raggio della punta del dente e dell'apertura della fessura, combinando le tendenze osservate in diversi tipi di macchine.
⚠️ La tabella è intenzionalmente qualitativa. Le sensibilità esatte dipendono dalla macchina: le combinazioni scanalatura/palo, il tipo di magnete, la velocità e il materiale sono tutti fattori importanti.
Modifica del design
Effetto primario su flusso e armoniche
Impatto tipico sulle perdite (qualitativo)
Altri effetti collaterali / note
Leggero aumento del raggio della punta del dente
Flusso uniforme agli angoli del dente, riluttanza locale del traferro marginalmente più elevata
↓ Punti caldi di perdita di ferro in cima al dente; ≈ Perdita del giogo; effetto piccolo o neutro sulla perdita di ferro totale dello statore
Spesso "libero" dal punto di vista della coppia se il raggio è modesto
Grande aumento del raggio della punta del dente
Concentrazione del flusso significativamente più debole nella parte superiore del dente
↓ Perdita di ferro in cima al dente; può ↓ perdita di ferro complessiva dello statore, ma non in proporzione alla riduzione di coppia
Notevole calo di coppia / EMF; può ridurre leggermente il cogging
Diminuzione del raggio della punta del dente (angolo più nitido)
Affollamento del flusso più forte agli angoli interni dei denti
↑ Perdita di ferro dalla sommità del dente; potenziale ↑ di perdita in eccesso a causa di forti gradienti locali.
Può aumentare un po' la coppia; peggiora l'NVH e le temperature degli hotspot
Allargamento dell'apertura della fessura (area di slot ≈ costante)
Forma d'onda della permeanza più piatta, maggiore riluttanza in punta, armoniche di fessura più forti
Spesso ↓ perdita del nucleo del dente dello statore; possibile ↑ perdita del rotore o di dispersione; ↑ perdita di rame CA vicino alla parte superiore della fessura se i conduttori sono vicini
Può aumentare l'ondulazione della coppia e il rumore magnetico
Apertura stretta della fessura (area di slot ≈ costante)
Maggiore focalizzazione del flusso, riduzione delle armoniche di fessura
↑ Perdita del ferro in cima al dente (B locale più alto); la perdita del giogo può cambiare di poco; ↓ perdita del ferro indotta da armoniche a fessura in alcune macchine
Buona densità di coppia, ma l'inserimento dell'avvolgimento è più difficile
Spostare i conduttori più vicino all'apertura della fessura ad apertura fissa
Campo di dispersione più elevato attraverso i conduttori
↑ Perdita di rame in CA e riscaldamento dei fili, soprattutto in caso di alimentazione ad alta frequenza o PWM
A volte viene fatto per motivi termici/meccanici, ma deve essere controllato.
Gli echi di queste tendenze si ritrovano negli studi dettagliati di distribuzione della perdita del nucleo statoricodove le perdite in cima al dente sono le più sensibili alle variazioni del modello di campo e del carico.
Come utilizzare questa tabella nella pratica
Quando le perdite di ferro sono troppo elevate nel regione superiore del denteprovare un modesto aumento del raggio della punta del dente o un'apertura leggermente più ampia della scanalatura e verificare l'impatto della coppia.
Quando ondulazione della coppia / rumore è il problema principale, si consideri la possibilità di restringere un po' l'apertura della fessura ed eventualmente di ridefinire la forma della punta del dente per ridurre le armoniche della fessura.
Quando Perdite degli avvolgimenti CA dominate (macchine ad alta frequenza o alimentate da inverter), dare priorità all'apertura delle fessure e al posizionamento dei conduttori, anche se la perdita del nucleo sembra accettabile.
7. Collegamento tra l'analisi e la realtà produttiva
Tutta questa bella analisi di sensibilità presuppone che la macchina costruita corrisponda effettivamente alla geometria simulata.
In realtà, tolleranze di attrezzaggio e stampaggio raggio della punta del dente e apertura della fessura. I fornitori di prodotti per la laminazione sottolineano che le tolleranze strette degli stampi sono essenziali per mantenere apertura della fessura, raggio della punta del dente e larghezza del ponte entro gli obiettivi di progetto; in caso contrario, le perdite e il rumore si allontanano dai valori previsti.
Gli studi di sensibilità sulle geometrie degli statori mostrano inoltre che larghezza dei denti non uniforme o piccole deviazioni nella geometria del dente possono spostare il collegamento del flusso e il fattore di avvolgimento in misura tale da modificare la distribuzione della coppia e delle perdite.
Se si sta spingendo l'efficienza a 95-98%, un controllo approssimativo di una tolleranza di apertura di 0,1-0,2 mm può cancellare settimane di ottimizzazione FEA.
Lista di controllo per la progettazione e la produzione
Annotate le tolleranze nel modello CAD per il raggio della punta del dente e l'apertura della scanalatura, non solo per i valori nominali.
Chiedete al vostro fornitore di laminazione quali bande di tolleranza pratiche sono raggiungibili e inserirle in uno sweep di sensibilità "worst case".
Includere la variazione di tolleranza nel DoE: simulare ± tolleranza su (Rt) e (b{so}) per vedere se le perdite o l'ondulazione di coppia esplodono.
Controllo della deformazione del gruppo (termoretrazione, saldatura, incapsulamento) che possono effettivamente modificare l'apertura della fessura alla temperatura di esercizio.
Misurazione di back-EMF, perdita di ferro e NVH sui prototipi e confrontarli non solo con il progetto nominale, ma anche con gli inviluppi di sensibilità.
8. Per concludere: pensare come il flusso
Se si segue mentalmente il flusso, il raggio della punta del dente e l'apertura della fessura smettono di essere solo dimensioni e cominciano a sembrare manopole di sintonia per la forza con cui l'acciaio deve lavorare.
Il raggio della punta del dente determina principalmente la delicatezza con cui il flusso entra ed esce dalla punta del dente.
L'apertura delle fessure determina principalmente l'entità delle oscillazioni della permeanza del traferro durante il movimento del rotore.
La letteratura sulle macchine PM a induzione, a flusso radiale e a flusso assiale mostra che:
Aperture ottimizzate delle fessure può ridurre le perdite armoniche di ferro di circa un terzo in alcuni progetti.
Modellazione accurata degli angoli dei denti possono ridurre in modo significativo le perdite locali di denti e gioghi senza l'impiego di materiali esotici.
Il vostro compito di designer è quello di decidere dove spendere e dove risparmiare:
spendere un po' di coppia per acquistare punti caldi più bassi e un raffreddamento più semplice,
o spendere un po' di complessità produttiva per acquistare una coppia più fluida e un funzionamento più silenzioso.
Un'analisi di sensibilità strutturata, incentrata solo sul raggio della punta del dente e sull'apertura della fessura, fornisce una mappa dei compromessi invece di affidarsi alle intuizioni. Una volta ottenuta questa mappa, ogni macchina progettata in futuro ne trarrà vantaggio, perché queste due piccole dimensioni toccano silenziosamente quasi tutti i meccanismi di perdita che contano.
Condividi il tuo amore
Charlie
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.