Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
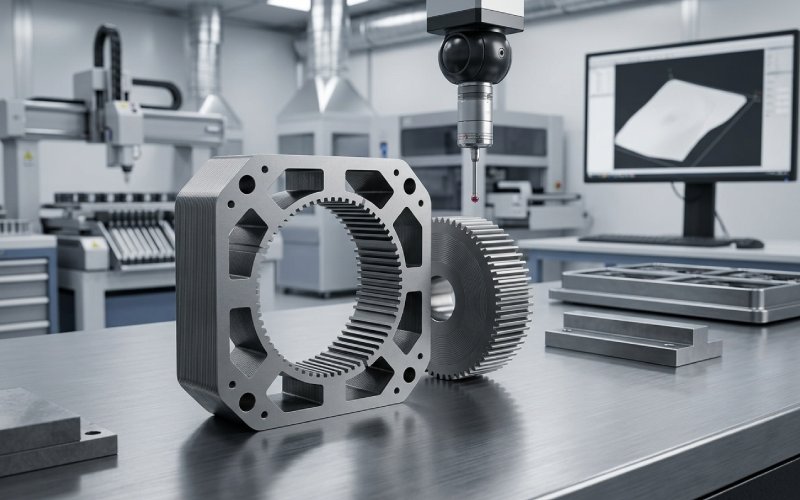
Pile di laminazione per motori passo-passo personalizzati: Perché sembrano stratificati e come li produciamo
Se vi rifornite di lamierini per motori passo-passo, l'aspetto “a strati” non è la parte interessante. La domanda utile è cosa fanno questi strati alla perdita, alla consistenza della coppia, alla precisione della pila e alla ripetibilità della produzione. Nei motori passo-passo ibridi, il rotore stesso è costituito da due sezioni dentate con un magnete assiale tra di esse, e queste sezioni dentate sono meccanicamente sfalsate di mezzo passo del dente. L'aspetto stratificato non è quindi un dettaglio. Si tratta di un insieme di decisioni magnetiche e produttive che devono sopravvivere alla produzione reale, non solo al CAD.
Produciamo stack di laminazione personalizzati per motori passo-passo per acquirenti che conoscono già le basi e vogliono meno sorprese tra il prototipo e la produzione in serie. È qui che inizia la maggior parte dei problemi. Non nella teoria. Nel bordo di taglio. Nella giunzione della pila. Nel modo in cui un disegno ignora ciò che la punzonatura o la saldatura fanno all'acciaio.
Indice dei contenuti
Perché le laminazioni dei motori passo-passo sono stratificate
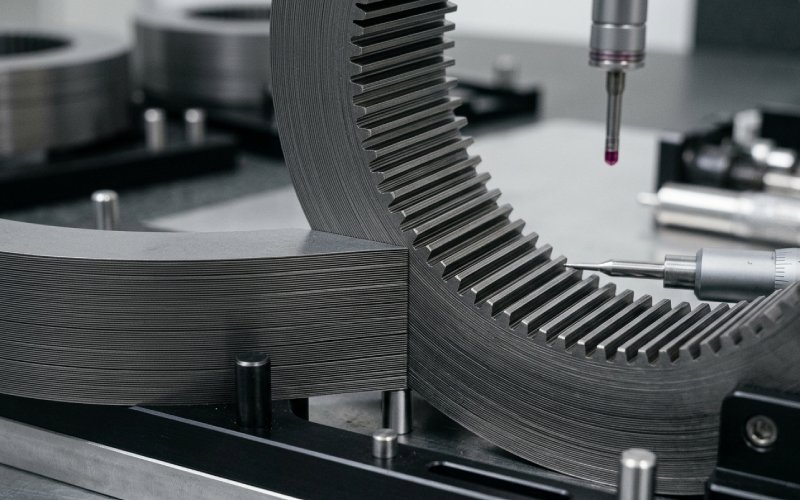
Le laminazioni dei motori passo-passo sono costruite da sottili fogli di acciaio elettrico isolato invece che da un nucleo di acciaio solido, perché le laminazioni riducono le perdite interlaminari e le correnti parassite. Il rivestimento isolante su entrambi i lati della lamiera aiuta a bloccare la corrente tra gli strati, mentre la struttura a fogli sottili limita le correnti circolanti indesiderate che altrimenti creerebbero calore e perdite aggiuntive. Per i nuclei dei motori, si usa comunemente l'acciaio elettrico non orientato, perché si adatta meglio alle condizioni magnetiche rotanti rispetto ai materiali in fogli direzionali.
Questa è la spiegazione standard. La spiegazione dell'origine è diversa.
Un nucleo stratificato ci permette anche di controllare la geometria del dente, il profilo della scanalatura, l'altezza della pila e la ripetibilità del rotore/statore da un lotto all'altro. Nei motori passo-passo, in particolare nei piccoli progetti ibridi, le piccole derive geometriche si trasformano in errori angolari, dispersione di coppia, rumore o riscaldamento supplementare molto più rapidamente di quanto molti acquirenti si aspettino. Più piccola è la macchina, meno spazio c'è per nascondere i danni ai bordi dovuti al taglio.
Materiali in acciaio elettrico utilizzati per le laminazioni dei motori passo-passo
Per le pile di laminazione di motori passo-passo personalizzati, la selezione dei materiali inizia solitamente con l'acciaio elettrico non orientato in spessori sottili utilizzato per le anime dei motori. Un intervallo di spessori comunemente indicato per le laminazioni dei motori è circa Da 0,2 mm a 0,65 mm, ma il calibro giusto dipende dalle condizioni di commutazione, dall'obiettivo di perdita, dal percorso dell'utensile, dalla stabilità della formatura e da quanto fattore di stack si è disposti a scambiare con le esigenze di isolamento e assemblaggio. Più sottile non è automaticamente migliore. Non dopo la comparsa dei danni da taglio.
Ciò che osserviamo prima di consigliare un materiale è semplice:
frequenza di funzionamento e comportamento del conducente
coppia target e limite termico
geometria dei denti dello statore e del rotore
Metodo prototipale e metodo di produzione
percorso di unione preferito dopo l'impilamento
Se la decisione sui materiali viene presa troppo presto, senza il percorso del processo, di solito il progetto ne paga le conseguenze in seguito.
Come produciamo pile di laminazione personalizzate per motori passo-passo
1. Revisione DFM prima dell'attrezzaggio
Non facciamo preventivi solo in base alla geometria del contorno. Esaminiamo la larghezza dei denti, l'area del ponte, il rapporto delle scanalature, l'altezza della pila, le caratteristiche di montaggio, la direzione della bava, l'area di giunzione e se il progetto passerà da campioni tagliati al laser a stampi progressivi in un secondo momento. Una laminazione che sembra facile da tagliare può diventare instabile in fase di impilaggio o andare alla deriva una volta cambiato il metodo di giunzione.
Per la quotazione, di solito chiediamo:
Articolo
Perché lo chiediamo
Cosa cambia
Disegno 2D / DXF
Definisce il profilo del dente, le scanalature, le tacche, OD/ID
Percorso dell'utensile, fattibilità, metodo di ispezione
Altezza della pila
Determina il numero di laminazioni e la strategia di giunzione
Metodo di compressione, tolleranza di impilamento, costo
Volume annuale
Separa la logica dei prototipi dalla logica della produzione di massa
Taglio laser vs. stampaggio, investimento in stampi
Richiesta di materiale
Imposta la linea di base magnetica e di produzione
Perdita, fustellabilità, rivestimento, prezzo
Utilizzo del rotore o dello statore
Lo stesso acciaio si comporta in modo diverso a seconda delle geometrie.
Sensibilità alla bava, priorità di allineamento
Preferenza di adesione
Incastro, saldatura, incollaggio o percorso misto
Perdita magnetica, resistenza, tempi di consegna
2. Produzione di prototipi di laminazione
Per i primi campioni, il taglio laser è spesso la soluzione più rapida. Evita i tempi di consegna degli stampi e consente agli acquirenti di convalidare l'adattamento, la logica di assemblaggio e il comportamento dei primi motori. Ma non è la stessa cosa della produzione in serie. Il taglio laser modifica il bordo con un meccanismo termico; lo stampaggio lo modifica con un meccanismo meccanico. Non sono equivalenti. Quindi, se un progetto passerà in seguito allo stampaggio progressivo, lo segnaliamo fin dal primo giorno, invece di pretendere che le condizioni del bordo del prototipo raccontino tutta la storia.
Questo aspetto è più importante nelle piccole laminazioni stepper. La zona danneggiata vicino al bordo di taglio occupa una parte maggiore della larghezza del dente, il che significa che la deriva delle prestazioni tra il campione e la produzione può manifestarsi prima del previsto.
3. Stampaggio progressivo per la produzione di massa
Una volta che il volume annuale e la geometria giustificano l'attrezzaggio, lo stampaggio progressivo diventa la via stabile per le laminazioni personalizzate dei motori passo-passo. Offre una migliore produttività, un costo dei pezzi più basso a livello di volume e una coerenza più stretta da lotto a lotto. Ma le condizioni dello stampo diventano parte integrante del progetto del motore, che lo si scriva o meno. Il gioco del punzone, l'usura del punzone, la planarità del nastro e la gestione del rivestimento modificano il nucleo finale.
Per questo motivo, la nostra revisione della produzione si concentra su tre aspetti prima del rilascio:
condizione del bordo su lunghe percorrenze
stabilità dell'altezza della pila dopo la giunzione
se i presupposti del prototipo sono ancora validi dopo l'attrezzaggio
In caso contrario, correggiamo lì. Non dopo la spedizione.
4. Controllo delle bave e qualità dei bordi
Questo è uno dei primi punti in cui separiamo i progetti seri da quelli economici.
La punzonatura dell'acciaio elettrico modifica le proprietà magnetiche in prossimità del bordo tagliato. Le recensioni sugli effetti della produzione di acciaio elettrico riportano che la punzonatura può ridurre la coppia media e aumentare le perdite del nucleo, e l'effetto è particolarmente rilevante nelle macchine elettriche più piccole, dove la zona del bordo interessata occupa una parte maggiore della sezione attiva. Le bave creano anche problemi pratici: deriva dell'altezza della pila, problemi di accoppiamento e brevi percorsi interlaminari una volta che l'anima viene bloccata o saldata.
Trattiamo il controllo della bava come una questione magnetica e dimensionale allo stesso tempo. Ciò significa che:
Tracciare la crescita della bava con l'usura dell'utensile
controllo della direzione della fresa durante la costruzione della pila
controllare se il rivestimento rimane efficace dopo il taglio
verificare che la giunzione non trasformi una piccola bava in un percorso conduttivo chiuso
5. Metodi di giunzione della pila di laminazione: saldatura, incastro e incollaggio.
Una pila di laminazione è solo in parte un lavoro di taglio. Il resto è giunzione.
Le principali vie di giunzione per le laminazioni in acciaio elettrico sono giunzione meccanica, saldatura per fusione, e colla o metodi di incollaggio. Ogni percorso risolve un problema e ne crea un altro. La saldatura conferisce resistenza e stabilità alla movimentazione. L'incastro meccanico è efficiente per la produzione. L'incollaggio mantiene l'isolamento elettrico più uniforme e di solito tratta le prestazioni magnetiche in modo più delicato, ma aggiunge requisiti di controllo dei materiali e del processo. Le recensioni di pile di acciaio elettrico unite notano che la giunzione può degradare le proprietà magnetiche danneggiando il rivestimento isolante, modificando la microstruttura, aggiungendo stress residuo o creando percorsi conduttivi interlaminari. La giunzione adesiva spesso mostra un deterioramento minore nella perdita di ferro e nella corrente di eccitazione rispetto alla saldatura, ma può sollevare problemi di costi e di temperatura di servizio a seconda del progetto e del carico.
Ecco la versione breve di cui gli acquirenti hanno solitamente bisogno:
Metodo di giunzione
Vantaggio principale
Rischio principale
Utilizzo tipico nelle decisioni di sourcing
Ad incastro
Buona velocità di produzione, nessuna fase adesiva aggiuntiva
Deformazione locale, rischio di cortocircuito locale, compromesso stack-factor nei punti di blocco
Programmi a volume in cui contano i costi e la produttività
Zona colpita dal calore, danni all'isolamento, sollecitazione residua
Pile che necessitano di una manipolazione più robusta o di una lavorazione successiva
Legame
Migliore isolamento elettrico tra le laminazioni, pila più silenziosa
Controllo dell'adesivo, controllo della polimerizzazione, costi aggiuntivi
Progetti che danno priorità alla pulizia dei magneti e alla riduzione delle vibrazioni
Percorso misto
Bilanciamento della forza e delle prestazioni magnetiche
Più variabili di processo da gestire
Progetti che non possono basarsi su un solo metodo
Non proponiamo un unico percorso di giunzione per ogni motore. Il percorso di giunzione si adatta al disegno, all'altezza della pila, alla funzione del rotore o dello statore e all'obiettivo di produzione dell'acquirente.
Non siete sicuri del metodo di giunzione più adatto al vostro progetto? Inviare il disegno e il volume target. Possiamo esaminare il compromesso prima dell'inizio della lavorazione.
6. Allineamento del rotore in laminazioni stepper ibride
Per le laminazioni ibride del rotore del motore passo-passo, la precisione della pila non riguarda solo l'altezza. Riguarda anche la registrazione dei denti. La struttura del rotore ibrido utilizza due sezioni dentate del rotore con magnetizzazione assiale e uno sfalsamento meccanico di mezzo dente tra le due sezioni del rotore. Lo sfalsamento fa parte del comportamento del passo, non è un dettaglio estetico. Quando l'allineamento scivola, il motore può ancora funzionare, ma l'accuratezza dell'arresto, la fluidità della coppia e la coerenza da un'unità all'altra iniziano ad andare alla deriva.
Per questo motivo trattiamo gli stack di rotori stepper ibridi in modo diverso dai nuclei di motori generici. La costruzione dello stack deve proteggere sia l'intento magnetico che l'indicizzazione meccanica.
Prototipo vs. produzione di massa: dove gli acquirenti di solito rimangono scottati
Questo punto merita una sezione a sé stante perché causa problemi a ripetizione.
Un prototipo tagliato al laser può essere il primo passo giusto. Veloce. Flessibile. Utile. Ma non deve essere venduto all'acquirente come una perfetta previsione della produzione stampata. La punzonatura introduce sollecitazioni meccaniche sui bordi. Il taglio laser introduce effetti termici sui bordi. Il serraggio e la giunzione aggiungono un ulteriore livello di cambiamento. Le ricerche sugli effetti della produzione di acciaio elettrico e sul comportamento delle giunzioni mostrano che queste fasi possono alterare la permeabilità, la coppia, la perdita e il riscaldamento in misura tale da avere importanza nelle macchine reali.
La nostra regola è chiara: se il progetto è destinato a scalare, parliamo del percorso di scale-up mentre il prototipo è ancora in discussione.
Cosa influisce sull'offerta e sui tempi di consegna per le laminazioni dei motori passo-passo
Per le pile di laminazione personalizzate di motori passo-passo, i tempi di consegna dipendono solitamente dal profilo di laminazione meno di quanto gli acquirenti pensino. I driver più grandi sono:
se avete bisogno solo di campioni o di una produzione di massa
se il progetto utilizza il taglio laser o lo stampaggio progressivo
se gli utensili devono essere costruiti da zero
altezza della pila e metodo di giunzione
livello di ispezione e flusso di approvazione
se è richiesta l'indicizzazione del rotore o particolari caratteristiche di montaggio
Se desiderate un'offerta più rapida, inviate all'inizio: disegno, richiesta di materiale, altezza della pila, volume annuo, quantità di prototipi e se avete bisogno di pile a rotore, pile a statore o entrambe.
FAQ: Laminati personalizzati per motori passo-passo
Quale materiale viene comunemente utilizzato per le laminazioni dei motori passo-passo?
Le laminazioni del motore sono comunemente realizzate in acciaio elettrico sottile non orientato con rivestimento isolante su entrambi i lati. Lo spessore e la qualità esatti dipendono dall'obiettivo di perdita, dal percorso dell'utensile e dal design della pila.
Perché non ricavare l'anima da un unico pezzo di acciaio solido?
Perché un nucleo solido consente correnti circolanti maggiori e perdite più elevate. La struttura laminata riduce i percorsi di corrente interlaminari e aiuta a controllare il calore e l'efficienza.
Il taglio laser è sufficiente per i prototipi di laminazione dei motori passo-passo?
Sì, per i primi campioni e per la convalida della geometria. Ma i campioni tagliati al laser non devono essere automaticamente considerati identici ai pezzi stampati per la produzione di massa, perché le condizioni dei bordi sono create in modo diverso.
Quale metodo di giunzione è migliore: saldatura, incastro o incollaggio?
Non esiste un metodo universale migliore. La saldatura conferisce resistenza. L'incastro aiuta l'efficienza produttiva. L'incollaggio spesso protegge meglio le prestazioni magnetiche, ma aggiunge il controllo dell'adesivo e dell'indurimento. La scelta giusta dipende dall'altezza della pila, dalle esigenze di movimentazione, dall'obiettivo di perdita e dal volume di produzione.
Perché il controllo delle bave è così importante nelle piccole laminazioni dei motori passo-passo?
Perché le bave non influiscono solo sull'aspetto. Possono disturbare l'altezza della pila, interferire con l'assemblaggio e creare percorsi brevi tra le laminazioni. Nei motori più piccoli, i danni ai bordi dei tagli occupano una quota maggiore della sezione attiva, quindi l'effetto si manifesta più rapidamente.
Di quali file avete bisogno per quotare le pile di laminazione personalizzate?
Si consiglia di inviare il disegno 2D o DXF, l'altezza della pila, la richiesta di materiale, il volume annuo, la quantità del prototipo e il metodo di giunzione preferito, se già definito.
Potete fornire sia prototipi di laminazione che pile di laminazione per la produzione di massa?
Si. Per la maggior parte dei progetti, la strada migliore è quella di rivedere entrambe le fasi insieme, in modo che il percorso del prototipo non si allontani troppo da quello della produzione.
Richiedete un preventivo per pile di laminazione con motore passo-passo personalizzate
percorso di prototipazione vs. produzione di massa
materiale e spessore finestra
aree a rischio nella progettazione
metodo di unione per lo stack
punti di ispezione che devono essere bloccati prima del rilascio
Inviate oggi stesso la vostra RFQ per una revisione dei disegni e un feedback sulla produzione del vostro progetto di laminazione del motore passo-passo.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.