Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.
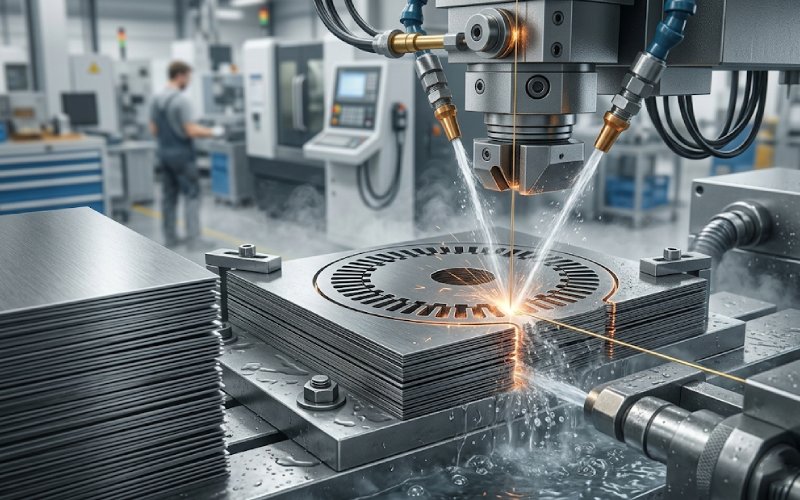
L'elettroerosione a filo per le laminazioni del motore: Quando si dovrebbe (e non si dovrebbe) usarla
Se si sceglie un processo di taglio per laminazioni del motore, la prima domanda sbagliata è di solito, “Quanto è preciso?” Quello migliore è più brutto: Che tipo di bordo si sta creando e che effetto avrà questo bordo sulla pila? La qualità del taglio non è solo geometria. È il rischio di bave, il danno termico locale, l'isolamento interlaminare, la perdita di nucleo e il fatto che la pila si comporti ancora nel modo previsto dal modello di progettazione. Le recenti recensioni sulla produzione dell'acciaio elettrico lo dimostrano chiaramente: gli effetti del taglio possono modificare le prestazioni magnetiche in modo tale che la perdita di ferro può variare di un fattore di due o più, a seconda del materiale, della geometria, del livello di campo e delle impostazioni del processo.
È qui che entra in gioco il Wire EDM. È precisa. È anche più lenta, più selettiva e meno indulgente nei confronti di un processo decisionale pigro di quanto si pensi. Per alcuni lavori di laminazione in pila, è esattamente la soluzione giusta. Per altri lavori, è un modo molto raffinato di pagare troppo per un processo sbagliato.
Indice dei contenuti
La risposta breve
Utilizzare l'elettroerosione a filo quando è necessario stretto controllo del profilo, bassa distorsione meccanica e rapida iterazione del design su foglio conduttivo. Non usarlo di default una volta che il progetto è stabile e il volume di uscita inizia a essere più importante della sperimentazione geometrica. Questa è la versione semplice. La versione reale è riportata di seguito.
Cosa cambia in realtà l'elettroerosione a filo su una laminazione di acciaio elettrico
L'elettroerosione a filo rimuove il materiale con scariche elettriche, non con forza di taglio meccanica. Pertanto, la lamiera non viene punzonata o tranciata mentre si forma il contorno. Questo è importante per gli acciai elettrici a basso spessore, per i denti stretti, per i ponti piccoli, per le aperture delicate delle scanalature e per le forme interne in cui la forza dell'utensile può spostare il pezzo prima ancora che ve ne accorgiate. Si tratta inoltre di un processo di taglio passante su materiale conduttivo e le finestre interne di solito necessitano di un foro iniziale per l'infilaggio del filo. I diametri comuni del filo si aggirano intorno a Da 0,10 a 0,25 mm, e la capacità dimensionale tipica per i lavori di elettroerosione a filo in generale è spesso discussa nella sezione "La capacità dimensionale". Da ±0,002 a ±0,01 mm a seconda della configurazione, delle dimensioni del pezzo e del numero di passate di rasatura.
Sembra l'ideale. Ma non è tutta la storia.
L'elettroerosione a filo evita la deformazione plastica che si verifica con la punzonatura, ma è comunque un processo termico. Il bordo tagliato può presentare uno strato di rifusione e una zona termicamente alterata. Nelle macchine moderne, le strategie di finitura e le passate di rasatura possono abbassare notevolmente lo strato termicamente alterato rispetto ai livelli di taglio grezzo, a volte da poche decine di micron a una sola cifra, ma il numero effettivo dipende dall'energia di scarica, dall'alimentazione, dalla strategia di finitura e dal comportamento del materiale. Quindi il bordo può sembrare pulito, mentre il materiale magnetico vicino al bordo è ancora cambiato in modi importanti.
E sì, è importante. Gli studi sull'acciaio elettrico dimostrano che il metodo e i parametri di taglio influenzano la magnetizzazione, le perdite e la degradazione locale in prossimità del bordo. Le recensioni che confrontano le vie di taglio riportano anche che il taglio a filo tende a danneggiare le proprietà magnetiche meno della punzonatura e meno di molte condizioni laser, ma “meno danni” non è la stessa cosa di “nessun danno”. Questa distinzione si perde sempre.
Quando l'elettroerosione a filo è la scelta giusta
1. Siete ancora in modalità prototipo
Questo è il caso d'uso più pulito. La forma del rotore si muove ancora. La forma della scanalatura dello statore è ancora in movimento. La punta del dente, lo spessore del ponte, la tasca del magnete, la geometria dello sfiato sono ancora in movimento. In questa fase, il valore dell'elettroerosione a filo non è solo la precisione. È la possibilità di cambiare la geometria senza dover tagliare un nuovo stampo ogni volta che il team di progettazione cambia idea. Per i prototipi e la produzione di piccole quantità, la letteratura tecnica attuale colloca ancora l'elettroerosione a filo in una posizione ragionevole. Non come soluzione predefinita per la scala. Come metodo per imparare rapidamente senza dover ricorrere agli utensili.
2. La geometria è abbastanza delicata da rendere la forza il vero problema.
Alcune laminazioni sono facili da disegnare e scomode da tagliare. Radici sottili dei denti. Ponti stretti. Raggi interni stretti. Scanalature lunghe e sottili. In questi casi, un processo meccanicamente aggressivo può raggiungere la tolleranza sulla carta, ma lasciare comunque una deformazione locale o una bava che non si desidera. L'elettroerosione a filo è utile perché il percorso di taglio viene generato senza pressione diretta dell'utensile sulla lamiera. Questo cambia la modalità di guasto.
3. È necessario proteggere l'isolamento interlaminare più di quanto sia necessaria la velocità
Nelle pile di laminazione, la bava non è un difetto estetico. La bava può diventare un ponte elettrico tra fogli adiacenti. Una volta che ciò accade, il cortocircuito interlaminare locale può provocare perdite di corrente parassita e riscaldamento locale. L'elettroerosione a filo è spesso interessante in questo caso perché tende a ridurre il problema meccanico della bava associato alla tranciatura e alla punzonatura, anche se introduce un problema di bordo termico che deve essere controllato e verificato. Problema diverso. Di solito più piccolo. Ma sempre reale.
4. Il materiale è costoso, sottile o poco resistente.
Esiste una categoria ristretta ma importante in cui l'elettroerosione a filo continua a comparire dopo che l'etichetta “solo prototipi” avrebbe dovuto escluderla. Acciaio elettrico molto sottile. Laminati in lega di alto valore. Piccoli lotti ricorrenti in cui lo scarto è più dannoso del tempo macchina. Programmi in cui la stabilità dei bordi è più importante del tempo di esecuzione. Non comuni. Ma reali. In questi casi, l'elettroerosione a filo può continuare a far parte del percorso anche dopo il congelamento del progetto, soprattutto quando l'alternativa è il rischio di utensili, la rilavorazione o il danneggiamento che costa più del taglio lento. Questa è un'eccezione ingegneristica, non una contraddizione.
Quando non si deve usare
1. Il progetto si è stabilizzato e il volume sta salendo
Quando la geometria smette di muoversi, l'economia di processo inizia a farsi sentire. L'utensileria dura diventa più facile da giustificare. Il tempo di lavorazione del pezzo inizia a essere più importante della flessibilità digitale. A quel punto, l'elettroerosione a filo spesso smette di essere la risposta intelligente. Di solito è troppo lenta per la produzione di laminazione tradizionale, soprattutto quando il lavoro è andato oltre la convalida e si è trasformato in una produzione ripetibile e sensibile ai costi.
2. State usando la “precisione” per evitare di fare una corretta convalida delle perdite.
Questo accade spesso. Un team vede un profilo pulito e presume che anche la storia magnetica debba essere pulita. Non è sicuro. Il degrado dei bordi di taglio nell'acciaio elettrico non è solo un problema di geometria. Cambia lo stato di stress locale, il comportamento del dominio magnetico e il comportamento di perdita in prossimità del bordo. Le recensioni sugli effetti della fabbricazione delle macchine e gli studi di misurazione su pile complete evidenziano entrambi lo stesso punto: è necessario valutare il materiale dopo il taglio e spesso anche dopo l'impilaggio e la giunzione.
3. Il vostro pezzo non è adatto a un processo di taglio passante
L'elettroerosione a filo è eccellente per profili 2D, ritagli interni e contorni conici. Non è una risposta generale per gli elementi ciechi o per le geometrie che non consentono l'accesso al filo. Se il pezzo si oppone al processo fin dall'inizio, forzare l'elettroerosione a filo nella fresatura di solito crea più lavoro di fissaggio, più manipolazione e poco valore.
4. Il problema della pila di laminazione è in realtà un problema di giunzione.
Un buon taglio può essere rovinato in seguito. Saldature, incastri, pressione di serraggio, compressione della pila e punti di contatto locali possono creare nuovi percorsi elettrici tra i fogli o alterare il comportamento delle perdite dopo il taglio. Quindi, se il percorso di assemblaggio può disturbare l'isolamento tra gli strati, il metodo di taglio da solo non salverà la pila. La gente dà la colpa al taglio. A volte è stato il metodo di impilamento a causare il danno.
Elettroerosione a filo vs. laser vs. stampaggio per pile di laminazione
Rischio maggiore se le condizioni dell'utensile e il gioco si allontanano
Produttività
Basso
Medio-alto
Il più alto
La migliore vestibilità
Prototipi, geometrie ristrette, elementi fragili, piccoli lotti di alto valore
Prototipi a medio volume, iterazione rapida
Design stabile, produzione in grandi volumi
Punto di attenzione
Non dare per scontato che un taglio preciso significhi una bassa perdita del nucleo
L'apporto di calore deve ancora essere convalidato
La bava e la deformazione possono innescare faglie interlaminari
Questa matrice riflette l'ampio schema riportato nelle guide ai processi di elettroerosione a filo, nei confronti dei processi di laminazione dei motori e nelle recensioni dei danni da taglio elettrico dell'acciaio.
Come utilizzare l'elettroerosione a filo senza creare i soliti problemi
Iniziate dal bordo, non dal file CAD
Se il disegno è sensibile al magnetismo, la prima domanda da porsi non è se la macchina è in grado di mantenere il profilo. Di solito ci riesce. La domanda migliore da porsi è se il bordo tagliato aumenterà la perdita di nucleo, se comprometterà la permeabilità vicino al bordo del dente o se creerà un problema dopo l'impilaggio. Il bordo va trattato come una condizione del materiale, non solo come un contorno.
Utilizzare le passate di sgrossatura e di rasatura per i diversi lavori
Il taglio grezzo serve per ottenere la forma. Le passate di sgrossatura servono a ridurre la rifusione, a migliorare il controllo dimensionale e a calmare il bordo. Se si cerca di ottenere tutta la velocità possibile al primo taglio e di considerarlo concluso, di solito si rinuncia proprio a ciò che rendeva interessante l'elettroerosione a filo.
Mantenere un'energia di scarico conservativa sulla passata di finitura
Gli studi sui parametri dell'acciaio elettrico dimostrano che le variazioni di corrente, velocità di avanzamento e tempistica degli impulsi influiscono sui risultati della magnetizzazione. Questo non fornisce un'unica ricetta magica, ma dà una direzione sicura: non inseguire alla cieca la velocità di rimozione su pezzi in cui il comportamento magnetico è importante. Le impostazioni del passaggio finale meritano una logica a sé stante.
La dimensione dei fili si adatta alla caratteristica, non all'abitudine.
Un filo più fine può essere utile per gli angoli interni stretti e la geometria della scanalatura, ma la scelta del filo interagisce anche con la stabilità, il lavaggio e il tempo di taglio. Il comune Da 0,10 a 0,25 mm La gamma esiste per un motivo. Più piccolo non è automaticamente migliore. A volte diventa solo più lento e meno stabile.
Convalidare sulla pila, non solo su una plastificazione sfusa
Un singolo foglio può sembrare a posto mentre il nucleo finito si comporta in modo diverso. Controllate la pila assemblata per verificare lo spostamento della perdita del nucleo, il rischio di resistenza interlaminare, la coerenza dell'altezza della pila e se il percorso di giunzione ha creato un contatto elettrico fresco tra i fogli. Questo aspetto è ancora più importante nei progetti ad alta frequenza e nelle laminazioni sottili, dove le penalizzazioni di perdita legate alla pila possono diventare più evidenti.
Cosa deve esserci nella lista di controllo del vostro primo articolo
È sufficiente una breve lista di controllo. Non un gigantesco raccoglitore di qualifiche.
Geometria del profilo e della fessura: verificare la larghezza del dente, lo spessore del ponte, i raggi interni e il washout degli angoli.
Condizioni del bordo: ispezionare la presenza di bave, rifusioni, microfratture e tinte termiche visibili o instabilità.
Risposta magnetica: verificare il comportamento di BH o la perdita d'anima su cedole o campioni di anelli rappresentativi, non solo sul CAD nominale.
Rischio di isolamento interlaminare: verificare che la pila non crei ponti elettrici durante la pressatura o la giunzione.
Fattore di impilamento e qualità della confezione: verificare che la planarità, le condizioni del rivestimento e l'assemblaggio non riducano silenziosamente l'acciaio magnetico utilizzabile nella pila. I sistemi di laminazione rivestiti spesso si collocano nella fascia media di 90% per quanto riguarda il fattore di impilamento, quindi piccoli errori di assemblaggio non sono banali.
La regola che di solito funziona
Se il lavoro riguarda imparare la geometria, L'elettroerosione a filo è spesso una buona scelta. Se il lavoro riguarda spedire molte parti al minor costo ripetibile, di solito non è così. Se il lavoro riguarda protezione delle prestazioni magnetiche, nessun processo è libero. Si convalida il bordo, poi lo stack, poi il nucleo unito. In questo ordine.
FAQ
L'elettroerosione a filo è migliore del taglio laser per le laminazioni del motore?
Non in senso generale. L'elettroerosione a filo di solito vince per la delicatezza meccanica e il controllo del profilo per i pezzi conduttivi delicati. Il laser di solito vince per la velocità e spesso è la via più pratica una volta aumentata la quantità. Per le pile di laminazione, il confronto giusto non è “processo migliore”. È “processo migliore per questa geometria, questo volume e questo budget di perdita”.”
L'elettroerosione a filo crea bave sull'acciaio elettrico?
Di solito la bava meccanica è minore rispetto alla punzonatura. Ma “bassa bava” non significa “zero rischi per i bordi”. L'elettroerosione a filo sposta il problema verso le condizioni termiche dei bordi, la rifusione e il controllo dei parametri.
L'elettroerosione a filo può danneggiare la perdita del nucleo?
Sì. Gli effetti del taglio nell'acciaio elettrico possono modificare la permeabilità e le perdite in prossimità del bordo e le revisioni di produzione riportano che le variazioni delle perdite di ferro legate al taglio possono essere abbastanza importanti a livello di macchina. L'elettroerosione a filo spesso danneggia meno della punzonatura o di molte condizioni laser, ma necessita comunque di una convalida.
L'elettroerosione a filo è solo per i prototipi?
Per lo più, ma non solo. I prototipi e i piccoli lotti sono la soluzione naturale. Tuttavia, le laminazioni molto sottili, di alto valore o difficili possono giustificare l'elettroerosione a filo nella produzione ripetuta di bassi volumi, se il controllo dei bordi è più importante del tempo di esecuzione.
Che tolleranza può avere l'elettroerosione a filo sulle laminazioni del motore?
Un intervallo pratico spesso citato per l'elettroerosione a filo è circa Da ±0,002 a ±0,01 mm, a seconda della macchina, della configurazione, delle dimensioni del pezzo e della strategia di taglio. Per le laminazioni, tuttavia, non ci si deve fermare alla tolleranza dimensionale. Anche la tolleranza magnetica è importante.
Qual è l'errore più grande che i team commettono quando scelgono l'elettroerosione a filo?
Guardano il profilo di taglio e si fermano lì. La domanda più difficile è cosa succede dopo l'impilamento e la giunzione. Se le lastre adiacenti iniziano a entrare in contatto elettrico o se il bordo di taglio ha alterato l'acciaio più del previsto, la pila di laminazione può perdere prestazioni anche quando tutte le dimensioni del profilo sembrano ancora corrette.
Cheney è un ingegnere applicativo senior di Sino, con una forte passione per la produzione di precisione. Ha una formazione in ingegneria meccanica e possiede una vasta esperienza pratica nella produzione. Alla Sino, Cheney si concentra sull'ottimizzazione dei processi di produzione delle pile di laminazione e sull'applicazione di tecniche innovative per ottenere prodotti di alta qualità.
Opuscolo sui nuovi prodotti
Inserite il vostro indirizzo e-mail e vi invieremo l'ultima brochure!
Lasciate che le pile di laminazione di Sino diano forza al vostro progetto!
Per velocizzare il progetto, è possibile etichettare le pile di laminazione con dettagli quali tolleranza, materiale, finitura superficiale, se è necessario o meno un isolamento ossidato, quantitàe altro ancora.