Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
ほとんどの比較は、金型費用と生産率で止まっている。それは簡単なことだ。難しいのは、後に現れるものである。カットエッジの損傷、スタックの接合、平坦度のドリフト、そしてラインがすでに承認された後のコアロスの静かなジャンプなどである。について ラミネートスタック, 金型の選択はプレスルームだけの決定ではない。それはモーター性能にも影響する。.
即答だ:
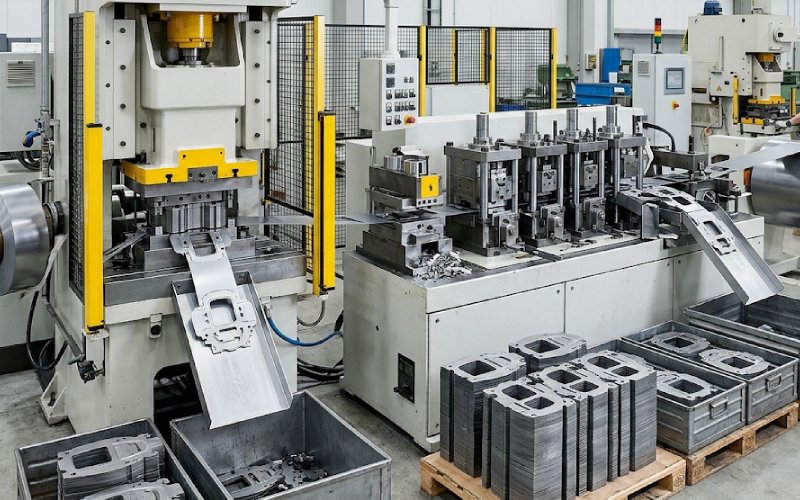
選ぶ プログレッシブ・スタンピング 需要が安定しており、金型に複数のシーケンス機能が必要で、金型内インターロックまたは自動スタックフローが計画の一部である場合。選択 複合プレス 平坦度がより重要な場合、ラミネーションはより大きくなり、プログラムはまだ変化し続け、あるいはスタックはいずれにせよダイの外側で接合される。本当のトレードオフはスピードだけではありません。エッジ条件とスタック組み立て方法です。.
コンパウンド・スタンピングは、主要な特徴を一挙に仕上げます。プログレッシブ・スタンピングは、ストリップが金型を通過する間、複数のステーションに作業を分散させます。この基本的な違いが、金型コスト、自動化レベル、フィーチャーシーケンス、セットアップの負担、ラミネーションが印刷機から出るまでにどれだけのばらつきが蓄積されるかなど、他のほとんどすべてを左右します。.
しかし、ラミネーション・スタックの場合、意味のある分割は少しすっきりしない。複合はヒットを単純化する傾向がある。プログレッシブはヒットの周りのシステムを単純化する傾向がある。一方は、1回のイベントで部品を完成させることを好む。もう一方は、フロー、再現性、そして一旦ボリュームが出れば統合されたスタック処理を好む。.
コンパウンドスタンピングは、通常、ラミネーションそのものをきれいで平坦で、予測可能な状態に保ちたい場合に理にかなっています。1回のストロークで済むということは、金型内のステーション間のハンドオフが少なく、アライメントに左右されることが少なく、ストリップの進行の問題が部品に影響する場所が少ないことを意味します。フルラインの自動化よりも、パーツの平坦度やフィーチャー間の一貫性が重要なプログラムでは、これは依然として強力な論拠となります。.
また、早期に正当化しやすい傾向もある。金型はよりシンプルになる。セットアップが軽くなる。設計変更の痛手も少ない。ローターやステーターの形状がまだ完全に固まっていない場合や、より複雑な金型を後悔することなく償却できるほど年間生産量が多くない場合には、この点が重要になる。選択は華やかではない。ただ、打ち上げ前に方向転換する方が安上がりなのだ。.
ラミネーションが大きくなったり、ストリップの使用率やステーション数が増えすぎると、レイアウトがエレガントに見えなくなってしまうような場合である。このような場合、たとえ紙面上の生の出力数が少なく見えても、よりシンプルな一発逆転のアプローチの方が安全な道となりうる。必ずしもそうではない。多くの場合、そうである。.

プログレッシブ・スタンピングは、ラミネーション・プログラムが本当にオートメーション・プログラムである場合に適している。1つの金型で複数の作業を連続して行うことができます。ストリップ搬送は制御されています。フィーチャー登録は、ステーション間で管理されます。安定した長い生産サイクルで実行される小型から中型のラミネーションでは、プログレッシブ・スタンピングに勝るものはありません。.
プログレッシブ金型がそのコストを稼ぐのはここです。ストローク速度だけでなく、ピアシング、ブランキング、成形、スタック関連の機能を連続プロセスで組み合わせることができます。インターロックがスタックコンセプトの一部である場合、最終ステーションがワークを下流に押し流す代わりにスタック形成に直接供給できるため、順送プレスはさらに魅力的になります。.
このキャッチはよく知られているが、まだ過小評価しがちである。ステーションを追加するごとに、摩耗、ミスフィードの感度、スクラップの挙動、バリの成長、コーティングの乱れが静かに進行していきます。磁気的ペナルティが悪化する一方で、部品は寸法的には許容範囲にとどまることがある。これは、ラミネート加工におけるごく普通の失敗モードです。.
多くのブログ記事はこの部分を省略している。ラミネーションの場合、カットエッジは外観上のディテールではありません。パンチングによってエッジ付近に塑性変形が生じ、その変形が磁気的挙動を変化させ、鉄損を増加させる。工具の摩耗はダメージをさらに悪化させます。バリは図面上の注意点としてとどまるものではなく、シート間の電気的ブリッジとなり、完成したスタックの効率を犠牲にし始めます。.
だから、誰かがプログレッシブの方が速いとか、コンパウンドの方がシンプルだとか言うのは構わない。その通りだ。しかし、それは完全な決定ではありません。より良い質問は、どちらのルートが、実際に使用する予定の工具寿命にわたって、損傷したエッジゾーンをより厳密にコントロールできるかということです。紙の上では勝者でも、パンチが古くなると敗者になることもある。.
スタック接合は、下流での注意事項ではなく、最初から工程決定の一部であるべきである。リベット留め、インターロック、溶接のいずれ も、局部的な損傷、残留応力、損失を上方に押し上 げる層間電気接触を引き起こす可能性がある。インターロックは、局所的にフラックス経路を乱すこともある。溶接は、単純な寸法チェックでは現れない熱影響を加える可能性がある。.
そのため、コンパウンドとプログレッシブの選択は、人々が予想する以上にシフトします。スタックがダイ内インターロックに依存する場合、ダイ・アーキテクチャーがすでに制御されたシーケンスとスタック形成をサポートしているため、通常はプログレッシブ・スタンピングの方が強い論理を持つ。シート間の分離を保護するために、スタックがダイの外側で接着または接合される場合は、コンパウンドが再び競争力を持つようになります。異なるラインロジック。異なるリスク形状。.
| 決断のポイント | 複合プレス | プログレッシブ・スタンピング | ラミネーション・スタックの意味するもの |
|---|---|---|---|
| 金型投資 | 通常はもっと低い | 通常はもっと高い | 不安定なプログラム、あるいは生産量の少ないプログラムでは、コンパウンドの方が正当化しやすい。. |
| 金型の複雑さ | よりシンプルなダイ・レイアウト | より複雑なマルチステーション設計 | プログレッシブはより多くの統合をもたらすが、同時に監視すべき変数も増やす。. |
| プロダクション・フィット | 低~中ボリューム、デザインはまだ動いている | 大量安定生産 | プログレッシブが勝利するのは、自動化を利用できるほど長い間プロセスが固定されたままであるときだ。. |
| 平坦度コントロール | 部品を一発で作るため、しばしば強度が増す | 素晴らしいが、ステーションのコントロール次第 | 平坦性を第一に考えるのであれば、コンパウンドが有利に働く。. |
| 複雑なフィーチャー・シーケンス | マルチステーション・フローに比べ制限される | 強い | プログレッシブは、段階的なフィーチャーやスタック関連のディテールをよりうまく処理する。. |
| インダイ・インターロック/スタックフロー | 自然が少ない | 強いフィット感 | ダイの中でインターロックが起こる場合、通常はプログレッシブの方が効率的なルートとなる。. |
| 長期にわたるエッジコンディション・リスク | 内部ステーションが少なく、経路がシンプル | 摩耗に起因するドリフトの機会が増える | どちらの場合も切れ刃が重要だが、長時間のマルチステーション走行では、より厳密な摩耗管理が必要になる。. |
| 最良の使用例 | より大きなラミネーション、より平坦な部品、進化するプログラム | 小型から中型のラミネーション、安定した大量生産 | ダイの選択は、ターゲットSPMだけでなく、プログラムの成熟度に従うべきである。. |

コンパウンド・スタンピングの選択 部品が大きく、平坦性が譲れない場合、形状が変更される可能性がある場合、またはスタックがブランキング後に接着、溶接、またはその他の方法で組み立てられる場合。このような状況では、金型の複雑さが少なく、修正が容易であることが、最大限のライン統合よりも重要です。.
プログレッシブ・スタンピングの選択 部品が安定した長期稼働に向かい、工程が複数の連続作業、自動搬送、インダイスタック機能から利益を得ている場合。これは通常、数量が実際にあり、スタック・コンセプトがすでに確立されている、成熟したラミネーション・プログラムのための、よりクリーンな答えである。.
決断の前に一呼吸置く もしソーシングの議論が、ピース価格、金型価格、または名目的なストロークレートについてだけであれば。それは通常、スタックがまだ適切なレンズを通して評価されていない証拠です。ラミネーションでは、エッジの劣化、バリの挙動、接合部の設計、工具の摩耗などが、後発のサプライズとなります。スライドデッキの要約からではありません。.
通常はそうだ。しかし、より複雑なダイを正当化できるほど生産量が安定しており、工程がシーケンス化されたステーションやダイ内インターロックによって実際に恩恵を受ける場合に限られる。生産量が多いということだけがすべてではありません。.
多くの場合、そうです。ラミネーションはワンストロークで行われるため、複合スタンピングは通常、平坦性とフィーチャーの一貫性によりクリーンなパスを提供します。この利点は、下流の接合が金型の外ですでに計画されている場合に、より強くなります。.
刃先の損傷。パンチングはエッジゾーンを変形させ、鉄損を増加させ、工具の摩耗が大きくなるにつれてより敏感になる。また、バリはスタックに層間ショートパスを生じさせます。この問題は、基本的な寸法検査では必ずしも現れない。.
インターロック、リベット、溶接は、完成したスタックの損失挙動や局所的な磁気状態を変化させる可能性があります。接合が性能問題の一部である場合、ソーシング後ではなく、早期に金型決定に含める必要があります。.
すなわち、形状が安定していること、年間需要がダイ・コストを賄えるほど十分に高いこと、そしてスタック・コンセプトが統合されたインダイ・オペレーションから恩恵を受けることである。このうち1つでも欠けると、切り替えが1~2年早まることがある。それ以上のこともある。.
最低でも、バリの傾向、カットエッジの工具摩耗の影響、エッジ付近の絶縁妨害、選択した接合方法がスタックの挙動をどのように変化させるか、などである。ラミネーション・スタックについては、プロセスが真実を語り始めるところです。.