Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
顧客が「分散巻きから集中巻きに変えるかもしれないが、ラミネーション・スタックは基本的に同じにする」と言った場合、たいていはそこから図面が流れ始める。.
巻線の選択は銅には留まらないからだ。それは鉄に移動します。.
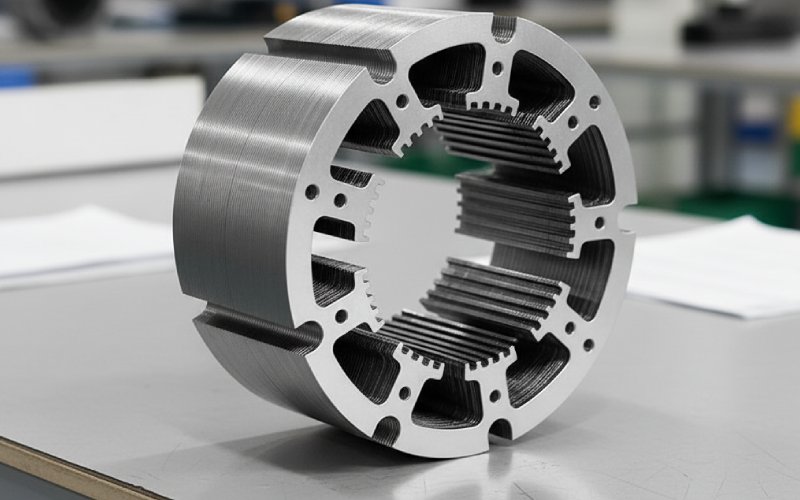
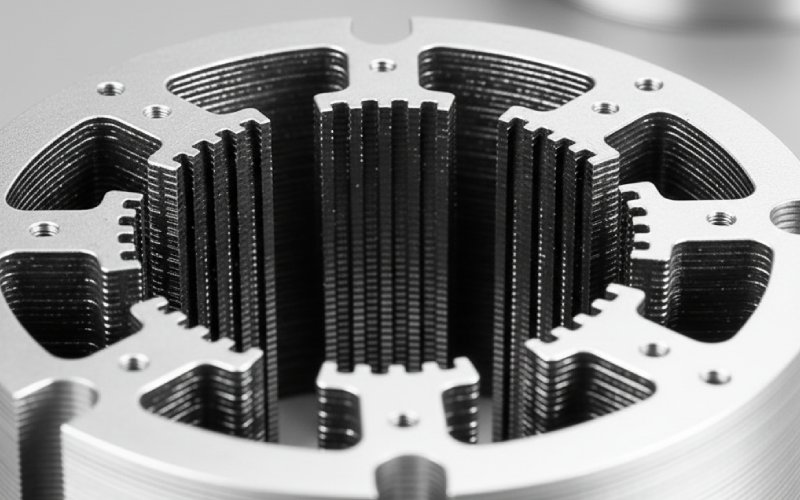
について ラミネートスタック, 本当の変化はアカデミックなものではない。それはスロットエリアにある。歯の幅。歯先の形。バックアイアンリザーブ。時にセグメンテーション。時にはスキュー。一見何も劇的なことはないが、ある小さなフラックスボトルネックがスタック全体を熱問題に変えることもある。.
工場側ではそう見ている。.
巻線トポロジーが変更された場合 ステーター・ラミネーション ジオメトリのバランスを調整する必要がある。常にゼロから描き直すわけではない。しかし、バランスは調整される。.
集中巻きは通常、各歯の周囲により局所的な磁気負荷パターンに向けて設計を推し進めます。エンドターンは短くなり、それは便利ですが、アクティブスチールは異なる妥協点を吸収しなければなりません。局所的な飽和マージンがより重要になります。ハーモニックコンテントはより重要である。スロットの開口部の決定は化粧品ではなくなります。.
分布巻は、磁気作用をより多くのスロットに広げます。通常、エアギャップ磁界はよりクリーンになる。ジオメトリは、ある場所ではより敏感でなくなり、別の場所ではより制約を受けます。平滑性が得られれば、エンドターンが長くなり、スタックの外側に銅が多くなり、コイル挿入や絶縁梱包の自由度が低下します。.
だから、ラミネーション・スタックはどちらでも変わる。唯一の問題は、その場所だ。.
ほとんどのプログラムでは、まず5つのジオメトリーゾーンが動く。.
集中巻きの場合、チームはしばしば、短い方の端のターンが単独で銅側を解決すると期待する。そうなることもあります。時には、単に電流密度を上げるためのスペースを作るだけで、スロットウインドウがより積極的に使われることになります。その場合、ラミネーションは、トゥース、バックアイアン、絶縁マージンのどれを失うかを決めなければならなくなります。.
分布巻きの場合、スロット面積は依然として重要ですが、形状圧力は異なります。スロットは単一歯ではなく、より広い磁気パターンの一部です。そのため、通常スタック内部ではより寛容な磁束分布が得られますが、一方で銅のペナルティはコアの外側にシフトし、コイルのオーバーハングが長くなります。.
実際的なポイントは単純で、スロット面積が同じであっても、巻線変更後のラミネーション挙動が同じであるとは限らないということだ。.
集中巻きのステーターでは、歯は忙しい。コイルを運ぶ。局所的なパーミアンスを形成する。トゥースティップの決定に反応しにくくなります。歯先がスリムすぎると、公称負荷では問題なく設計できても、過負荷や磁場が弱くなるコーナーで折れ曲がってしまいます。歯先の幅が広すぎると、スロットの充填と挿入の労力が押し戻され始めます。.
ですから、私たちはスロットの充填量だけから歯のサイズを決めるのではありません。まず、局所的な磁束密度のマージンからサイズを決め、次に、スタックをプレスや巻線の頭痛の種にすることなく、窓がどれだけの銅を受け入れることができるかを確認します。.
分散巻きのラミネーションは違います。歯セットは、孤立した高負荷歯というよりは、グループのように機能します。そのため、局所的な歯先応力は減少しますが、歯の形状が緩和されるわけではありません。つまり、歯幅とスロットピッチは、巻線係数目標、振動挙動、および生産が実際に保持できる絶縁体形成に沿ったものでなければなりません。.
多くのステーターの図面では、歯先が単なる歯の端であるかのように描かれています。そうではありません。これはフィールドシェイピング機能です。.
集中巻きのラミネーションスタックでは、小さな歯先の変化が、飽和の発生、スロットリーク、コギング挙動、ローターへの高調波カップリングを変化させます。少しではありません。モータが全負荷範囲にわたって許容範囲内で動作するか、あるいは1つの動作島においてのみ良好に見えるかを変えるのに十分な量です。.
だからこそ、私たちは細心の注意を払っている:
分散型巻線設計は、通常、ここでの鋭角性は少ないが、それでも自由ではない。スロットの開口部を広くすると、製造上の問題が解決されるかもしれませんが、別の電磁的な問題が発生します。開口部を狭くすると、フィールド形状が改善され、巻線挿入やスロットライナー制御が複雑になります。.
つまり、歯先はクリーンアップのディテールではない。メインジオメトリーの一部です。.
これは集中ワインディング・プログラムでよく見られるパターンだ。.
スタックは歯中心の形状に向かい始める。歯あたりの磁気デューティが広くなる。スロット開度に対する感度が高まる。セグメント化されたステーターコンセプトへの関心の高まり。局部飽和チェックへの圧力が高まる。巻線がただで自然で滑らかな磁界を与えてくれるわけではないため、ローター側の高調波損失により一層注意を払うようになる。.
集中巻きがデフォルトで “高飽和 ”オプションであるという意味ではない。言い方が悪かった。意味するところは、ジオメトリーがカジュアルになる余地が少ないということだ。1つの歯の特徴で複数の出力を一度に変えることができる。.
実際には、集中巻きのラミネーション・スタックはしばしば恩恵を受ける:
また、セグメント化されたラミネート・スタックがより魅力的になるのもここである。トレンドとしてではない。製造上の答えとしてです。巻線戦略が短いエンドターンと高充填に報いるものであれば、セグメント化されたステーターはオプションに見えなくなるかもしれません。.
分散巻きはスタックを穏やかに変えるが、安くはない。.
ラミネーションは多くの場合、スロットを増やし、歯あたりの有効磁気負荷を狭くし、より均一な円周磁場へと向かいます。これにより、波形の品質が向上し、通常、局所的な磁気応力を制御するために必要な幾何学的な策略の量を減らすことができます。.
しかしその後、銅パッケージはコアの外側に膨張する。エンドターンの長さが伸びます。銅の質量が増える。アセンブリのスペースも変わります。熱的な判断はラミネーションを超えていきますが、それでもラミネーションは挿入、絶縁、スタック剛性のために適切なスロット形状を持たなければなりません。.
そのため、分散されたワインディングスタックはしばしばこうなる:
よりスムーズなシステムだ。よりシンプルなものではない。.
| ジオメトリーの問題 | 集中巻き傾向 | 分散巻きの傾向 | ラミネート加工 |
|---|---|---|---|
| スロット・ウィンドウの優先順位 | 通常、歯1本あたりを強く押す | 幅広いスロットセットで共有 | 公称スロット面積ではなく、使用可能なスロット面積を再確認すること |
| 歯幅 | 多くの場合、局所的な飽和マージンを強化する必要がある | 通常、より均等に荷重がかかる | フラックスマージンから歯の大きさを決め、次に巻線 |
| 歯先デザイン | スロット開口部と先端形状に非常に敏感 | それでも重要だが、通常はそれほど急ではない | チップの幅/半径を早めにロックし、ツーリングで保護する |
| バックアイアン/ヨーク | スロット面積が急拡大すると、圧迫される可能性がある | 多くの場合、磁気的に安定させやすい | 基準点だけでなく、過負荷時のヨーク予備力を検証する |
| エンドターンパッケージ | より短く、コンパクト | より長く、より重く | アクティブ・スタックとエンドターン・パッケージを1つのトレードオフとして扱う |
| 高調波被曝 | 特にスロットとポールの選択が悪い場合は、通常より高くなる。 | 通常はもっと低い | ツーリングフリーズ前に、スロット開度、スキュー、ローカル形状を調整 |
| 製造ルート | セグメンテーションは魅力的になる | 従来のフルリング・スタックは、しばしば存続可能である。 | ラミネーション・アーキテクチャーを巻取りプロセスに合わせる。 |
ジオメトリーの決定には電磁的なものもある。生産主導のものもある。ほとんどはその両方である。.
集中的に巻かれたスタックは、紙の上では効率的に見えても、スタンピングの際に歯の形状が壊れやすすぎたり、スタックのビルドがスロット開口部でばらつきを生みすぎたり、選択したインターロックの位置が間違った場所から鋼材を盗んでしまったりするために、商業的には失敗することがある。.
分散された巻線スタックは保守的に見えますが、スロット数が公差スタックを押したり、巻線挿入方法が金型寿命のために見直されることのなかったスロットプロファイルを強要したりするため、製造ではパフォーマンスが低下します。.
これが、私たちがラミネーション・スタックをワインディング・ルートでレビューする理由である。常に。手挿入、針巻き、予備成形コイル、分割歯巻き、溶接スタック、接着スタック、インターロック・スタック。これらは下流の注意事項ではありません。鋼材を変えるのです。.

集中巻と分散巻を評価する場合、「どちらの巻線が優れているか」ではなく、「どちらの巻線が優れているか」を評価する方が早い。“
それはこれだ:
どちらのジオメトリーペナルティをよりコントロールできますか?
もしあなたのプログラムが、局所的な歯の感度、ハーモニック・クリーンアップ、そしておそらくセグメント化されたアセンブリを管理できるのであれば、集中巻きは強力なラミネーション・スタックの答えを与えるかもしれない。.
よりスムーズな磁気挙動、より広いスロット分布を重視し、コアの外側の銅とパッケージのコストを許容できるプログラムであれば、分散巻きの方がステーターの形状をより寛容に保てるかもしれません。.
どちらの選択も一般的ではありません。同じ外径とスタック長でも、巻線トポロジーが変われば、2つの異なる製品のように振る舞います。.
そのため、私たちはスロット数だけからラミネーション・スタックを見積もることはしません。私たちは、図面を完成させる前に、巻き方向、スロットとポールの組み合わせ、ターゲットフィル戦略、実際のプロセスルートを知りたいのです。.
いいえ。しかし、多くの場合、より慎重に正当化された歯が必要です。スロットの開口部、歯先、電流負荷、ポールとスロットの組み合わせが一致していれば、狭い歯でも機能します。実際に失敗するのは、局所的な飽和チェックをせずに、以前の分散巻きの歯を再利用できると仮定することです。.
またダメだ。スタックは常に伸びるわけではありません。ペナルティは、ラミネーションの外径やスタックの長さだけでなく、エンドターンの長さやアクティブ・コアの外側の銅に現れることがよくあります。とはいえ、熱や効率の目標が厳しい場合、全体の電磁バランスが変化するため、スタックの調整が必要になることもあります。.
通常、集中巻きが計画の一部であり、スロット充填、挿入アクセス、またはコイル製造が本当のボトルネックになりつつある場合である。セグメンテーションは、先進的に聞こえるからという理由で追加されるべきではありません。セグメンテーションは、巻線品質、スタック再現性、トータルアッセンブリーの経済性を向上させるために追加されるべきものである。.
それはフルルートによる。集中巻はコイルの取り扱いを簡素化し、分割されたティースに有利ですが、ティース先端や局所的な特徴の幾何学的な感度を厳しくする可能性があります。分散巻きの場合、ステーターはフルリングスタックとして維持できますが、スロット数と挿入要件が高くなるため、工具と公差の圧力が高くなります。「しかし、スロット数が多くなり、挿入の要件が高くなると、工具と公差の圧力が高くなります。.
最低でも、スロットと極の組み合わせ、巻線のタイプ、目標とするスタック長、絶縁コンセプト、予想される電流密度の範囲、組み立て方法、スキューやセグメンテーションの可否などです。これがなければ、どのようなラミネーションの見積もりも、まだ半分理論的なものに過ぎません。.
時には初期のプロトタイプで。まれに本格的な量産品に見られることもある。共有スタックは通常、片方の巻線が妥協されているか、両方が妥協されていることを意味する。性能目標が重要であれば、ジオメトリーは選択された巻線用に調整されるべきであり、両方にまたがって伸びるべきではありません。.