Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。

の高回転ロス EVモーター積層スタック は通常、周波数の問題、エッジの品質の問題、ヒートパスの問題である。鉄のグレードの問題だけではない。.
その点は早い段階で見逃される。図面では、より薄い電気鋼、より低いカタログ損失、よりタイトな平坦性を求めている。それはいい。しかし、モーターが高速回転し、インバーターがより多くの高調波成分をコアに押し込むと、完成したスタックは、材料が工場に到着した後に起こったことに従って動作し始める。切断ダメージ。バリ。接合。コーティングの損傷。圧縮。スタックを通しての抜熱.
だから、現場ではこうやって見ているんだ。.
高速モーターが効率目標を達成できない理由はひとつではない。たいていは積み重ねである。小さなもの。同じ方向。.
高回転は重要だ。 より高い電気周波数 を使用します。インバータの高調波が加わると、ラミネーションスタックには銘板の速度だけでは想像できないほどのものが発生する。.
そうなると購買ロジックも変わってくる。.
低周波では、公表されている鋼材の損失データは十分に役に立つ。高周波数では、それだけでは十分ではありません。同じ公称グレードで作られた2つのスタックは、歯形が狭くなったり、エッジの損傷が深くなったり、層間絶縁が局所的に破壊され始めると、すぐに分離します。.
実践的なルール: 高速EVモーターのラミネーションでは、極数、目標速度範囲、PWM戦略、実質磁束密度ウィンドウを見ずに材料グレードを評価することはありません。.
そう、ゲージを薄くすることは有効だ。そんなことは誰でも知っている。役に立つのはトレードの部分だ。.
薄いラミネーションは通常、高周波渦電流損失を低減する。また、機械的マージンを狭め、スタンピングの挙動を変化させ、スタックの高さを通してより多くの熱界面を追加することもできる。つまり、製造上の損傷やスタック貫通熱伝達の悪化により、電磁利得が減少する可能性がある。.
薄い鋼は役に立つ。そうでなくなるまで。.
まず何をチェックするか:
ロスが狭い歯やローターブリッジに集中している場合、加工ルートを変えずに薄いゲージに変えても、問題の半分しか解決しないことが多い。.
カッティングは形状を作るだけでは終わらない。エッジの近くにダメージ磁区を作るのだ。.
そのゾーンには残留応力がある。硬化。浸透性の低下。局所損失の増大。狭いフィーチャーの場合、損傷領域が作業セクションに占める割合が大きくなるため、高速設計がすでに敏感な部分ほどペナルティが悪化する。.
シミュレーションでは問題ないように見えても、検証ではもっと熱くなるプロトタイプがあるのはこのためだ。ソフトウェア・モデルはきれいなジオメトリーだった。本番の部品には本物の切り口があった。.
これが最初に現れるのが普通だ:

バリは過小評価されやすい。そうであってはならない。.
においてである。 モーターラミネーションスタック, バリは、隣接するシート間に局所的な電気的接触を引き起こす可能性がある。一旦それが起こると、スタックの一部は十分に絶縁されたラミネーションのように振る舞うのを止め、より厚い導電性部分のように振る舞い始める。局所的な渦電流ループが成長する。局所的な熱もそれに伴って大きくなる。.
それから問題は厄介になる。磁気損失と熱上昇が一緒に起こり、ホットスポットは通常、一般的な検査でわかるよりもずっと前に現れます。.
我々のルールだ: バリコントロールは仕上げの話題ではない。コアロスの話題である。.
EVモーターの議論の多くは、ラミネーション損失とラミネーションの熱挙動を別々の問題として扱っている。生産現場では、両者は結びついています。.
磁気性能は優れているが、スタック内熱流が悪いスタックは、間違った温度で運転される可能性がある。そのため、抵抗率、コーティングの状態、局所的な応力状態、長期サイクルでの安定性が変化します。ですから、ラミネーション・スタックは、紙の上の電磁損失だけでは決して判断できません。私たちは熱経路も判断します。圧縮状態。平坦度層間の接触状態。次の熱経路へのインターフェース品質。.
間違った答えは “より薄いスチールを使う ”であることもある。間違った答えが “より厚い鋼を使う ”であることもある。そこがポイントだ。.
について 高回転モーター積層, マーケティングの主張を変える前に、プロセスを変えるのだ。.
一部のプロジェクトでは、金型がすでに入手可能であったり、購入者が簡単に材料を比較したいという理由で、使い慣れた厚みがデフォルトになっている。それだけでは十分ではありません。.
ラミネートの厚みを合わせる:
スタックが頻度主導型であれば、より薄いゲージできれいに元を取ることができる。スタックがエッジ・ダメージ主導の場合、プロセス品質は次のゲージ・ステップよりも重要であることが多い。.
大量生産プログラムの場合、スタンピングは通常、適切な製造ベースである。ただし、金型の状態が実際の生産変動と同じように制御されている場合に限ります。.
私たちはそれに重点を置いている:
安価な金型のメンテナンス戦略は、高価なモーターを生み出す。.
レーザー切断は、プロトタイピング、トライアル形状、小ロットでの検証に役立ちます。EVモーターラミネーションを生産するための自動的な答えではありません。.
理由は簡単だ。レーザーは輪郭に柔軟性を与えるが、カット付近の磁気挙動を変化させる熱影響エッジ状態を作り出すこともある。形状によっては、それが許容できる場合もあります。しかし、そうでないものもあります。.
だから、我々の立場は明白だ:
すべてのスタックには構造的な完全性が必要だ。間違いとは、保持力だけに最適化することだ。.
より良い質問はこうだ: その接合方法は、どこにどれだけの磁場を乱すのか?
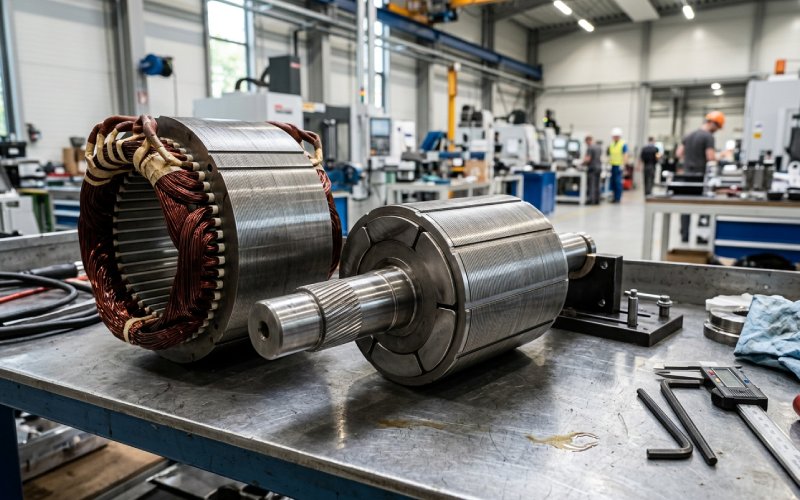
ローターやステーターのラミネーション・スタックの接合を検討する際、私たちは次の点に注目する:
普遍的な最良の方法はない。ただ、目の前のジオメトリーやデューティサイクルに、より適した方法があるだけだ。.
アニールは、プロセスシートを洗練されたものに見せるためにあるのではない。切断や接合後の磁気的な品質を回復させるために、ダメージを回復させる価値がある場合に行うものです。.
高速EVアプリケーションでは、アニーリングは通常、次のような場合に価値が高まる:
利得が本当にある場合、アニーリングは結果を動かす。そうでない場合は、コストと取り扱いが増えるだけだ。.
これは、弱いソーシングの決定が現れるところである。.
低損失の受入シートは、低損失の完成ラミネーション・スタックを保証するものではありません。加工後に検証するのは、モーターが実際に動く部分だからです。.
つまり、チェックするということだ:
| 製造上の問題 | 通常の意味 | まず何を変えるか | バイヤーが求めるもの |
|---|---|---|---|
| 高速でコアロスが急増 | 周波数効果は母材の想定よりも強い | ゲージ、フラックス・ウィンドウ、エッジ・ダメージ感度の再チェック | 電気周波数範囲別推奨厚さ |
| 歯の先端やブリッジ付近の局所的なホットスポット | カットエッジの損傷は、幅の狭い部分で顕著である。 | 切削経路、工具の状態、加工後の回復を改善する | エッジ品質管理法とフィーチャー・リスク審査 |
| 低損失鋼にもかかわらず温度は高いまま | スタックに熱がこもっているか、局所的な断層が存在する。 | スタックの圧縮、接触状態、絶縁の完全性を再チェックする。 | 完成したスタックの熱とプロセスの検証アプローチ |
| サンプル間のロスの広がりが大きすぎる | バリのばらつきや接合部のばらつきが不安定 | 金型のメンテナンス、バリの抑制、接合の一貫性を強化 | 繰り返し実行時のバリ管理計画と工程能力 |
| 試作品の方が量産品より性能が良い | 試作品の切断方法と生産品の切断方法は同等ではない | リリース前にプロセス移管を検証する | プロトタイプから生産への移管レビュー |
| ロータースタックは寸法的には合格だが、テストでは不合格 | 機械的な固定が磁気性能を妨げている | 接合位置と接合後の処置の再評価 | 合流ルートと攪乱領域の評価 |
両者は同じ素材ファミリーを共有している。リスクプロファイルは同じではない。.
私たちは通常、優先順位をつける:
私たちは通常、優先順位をつける:
私たちはまだ同じ問いに戻ってくる:
切断、積み重ね、接合、熱負荷後の損失は?
その答えによって、そのデザインが製造可能かどうかが決まる。カタログの項目だけではありません。.
次のような場合に役立つRFQ EV駆動モーター積層 材料グレードとスタックの高さ以上のものを含むべきである。.
まずこれらを送る:
ループが短くなる。また、正しいジオメトリに対して間違ったプロセスを引用することも避けられる。.
EVモーターのラミネーションは、鋼種だけで結果が決まるような見積もりはしません。切断、バリのリスク、接合、焼きなましを含めるべきかどうか、熱抵抗が設計に不利に働き始める場所など、ラミネーションとスタックの全ルートを検討します。.
もし 高速ステータ積層スタック または ローターラミネーションスタック, 図面とターゲット・ウィンドウをお送りください。スタックを材料面だけでなく、製造面からも見直す。.
通常、積層を薄くすると高周波の渦電流損失は減少しますが、機械的マージンが減少し、スタンピング動作が複雑になり、スタックを通して熱界面が増えます。正しい選択は、周波数、形状、オーバースピード要件、熱経路によって異なります。.
なぜなら、完成したスタックには、切断ダメージ、バリ、接合、圧縮状態、コーティング状態、熱流の影響があるからだ。良質のシートでも、製造ルートが悪ければ、弱いモーター・コアになる可能性がある。.
高い電気周波数では、どちらも重要です。しかし、狭い歯、ローターブリッジ、コンパクトな形状では、理論的な材料の優位性が完成部品まで生き残るかどうかは、切断品質で決まることが多い。.
試作品や形状の反復に適している。生産用のラミネーション・スタックには自動的に最適なルートとはならない。カットエッジは、輪郭の精度だけでなく、磁気的な効果で判断する必要があります。.
通常、打ち抜きや接合のダメージが損失予算の重要な部分を占める。高周波アプリケーション、狭いフィーチャー形状、熱マージンが制限された設計でより有用となる。.
鋼種だけでなく、仕上げスタック工程についても尋ねてください。切断方法、バリの制御、接合ルート、焼きなましの有無、スタックの平坦度の制御方法、意図された動作ウィンドウに対する仕上げスタック性能の検証方法について尋ねてください。.