Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
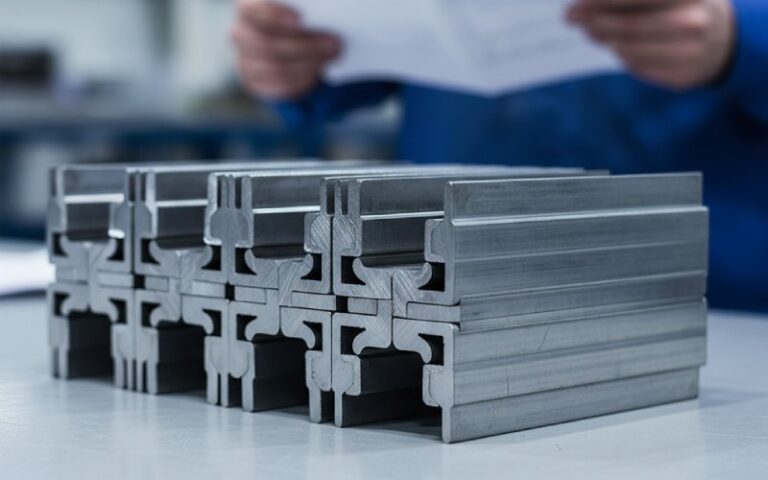
スタンプを押し、積み重ね、出荷する モーターラミネーションスタック eVTOL推進システムこれは、設計がどこで破綻し、どこで維持されるかについて我々が学んだことである。.
要点
- 0.20mmの珪素鋼のカットエッジの劣化は、狭いステータの歯の断面の25-40%を消費します。. 750~800℃の応力除去アニールにより、コア損失の20~30%が回復する(リングコア法、1.0T/400Hz)。.
- 0.20mm在庫で0.5mm以下のローターブリッジは達成可能だが安定しない 2,000個以上の生産であれば、金型のメンテナンスを加速する必要はありません。.
- 接着スタック(バックラックまたは接着剤)は、常にインターロック・スタックより優れている。 eVTOLクラスの出力密度モーターにおける渦電流損失と熱伝導率の両方について。.
- スタンピングされたブリッジの幅は、描かれたブリッジの幅ではない。. ロールオーバーとバリは有効な構造断面をずらす。図面には両方を明記してください。.
eVTOLのモーターは惰性で動くことはない。ホバリング中、バッテリーは3-5Cでダンプする。モーターは12~20分間ピークトルクを維持し、接近を中断するとそれ以上になることもある。その後、巡航に移行し、電磁負荷プロファイルが完全に変化する。そして着陸のためにホバーに戻る。すべてのフライトが熱サイクルであり、産業用ドライブでは目立たないが、eVTOLが必要とする出力密度では過酷である。.
私たちはモーターを設計しません。私たちはモーターの中に入るラミネーション・スタックを作るのです。というのも、ラミネーションは電磁気の意図と製造の現実が出会う場所だからです。0.35mmでFEAに合格したローターブリッジが、その幅で50,000回のプレス加工に耐えられるとは限りません。12,000RPMでの磁束密度に最適化されたステーター・ティースは、カットエッジの劣化の後、モデルが約束した磁束を運ぶのに十分な材料が残っていないかもしれません。.
で eVTOLラミネーション, 本当の挑戦は、単に15,000 RPMに耐えることではなく、スタック内のすべてのラミネーション間の絶対的な熱接触を維持しながら、0.20 mmゲージで15,000 RPMに耐えることなのだ。.
この投稿では、eVTOLプログラムで私たちが目にする具体的なラミネーションの課題を取り上げる。理論的なことではなく、顧客が私たちにDXFを送ってきたときに表面化するトレードオフを取り上げ、私たちが実際にそれをうまく機能させる方法を考えなければならない。.
人々は、自動車用牽引モーターからeVTOL推進モーターへのジャンプは漸進的なものだと思い込んでいる。そうではない。.
自動車用トラクション・モーターのラミネーションは、数グラムの余分な重量を許容できる。このモーターは、サブフレームにボルトで固定されたハウジングの中に収まっている。冷却ジャケットがそれを取り囲んでいる。デューティサイクルには、部分負荷が長くかかる場合があります。コアの損失がシミュレーションを上回る5%になると、サーマルシステムがそれを吸収します。.
eVTOLモーターにはそのような弛みはない。ラミネーション鋼板の1グラム1グラムが、ホバリング、上昇、トランジションのたびに機体にかかるのだ。冷却経路は胴体のパッケージングによって制約され、時にはハウジング上の気流だけとなることもある。また、ホバリング時のデューティサイクルは過酷で、持続的なフルパワー運転では、余分な渦電流損失やヒステリシス損失が行き場のない熱となる。.
| パラメータ | 自動車用トラクション・モーターのラミネーション | eVTOL推進モーターのラミネーション |
|---|---|---|
| 一般的なケイ素鋼の厚さ | 0.30-0.35 mm | 0.20~0.25mm(0.15mmのプログラムもある) |
| コアロスの許容範囲とシミュレーションの比較 | ±8-10% 可 | サーマルバジェットブレイク前±3-4% |
| ローターブリッジ最小幅 | 0.8-1.2 mm | 0.4~0.7mm(回転数における構造限界) |
| スタック重量感度 | 中程度 | フライト・エンベロープに対してグラム単位で監査 |
| SKUごとの典型的な年間数量 | 50K-500K+ | 200-5,000(プロトタイプからLRIPまで) |
| スタンピング後のアニール要件 | 量が多い場合はスキップされることが多い | ほとんど常に必要 |
| バリの高さ制限 | 25-40 µm | 10-20 µm、場合によってはよりタイト |
| 接合方法 | インターロッキング、溶接共通 | 層間渦電流経路を避けるため、ボンディング(バックラックまたは接着剤)が望ましい。 |
| スロット・フィル・ファクターの感度 | 中程度 | 銅充填率%ごとに連続熱定格に影響する高さ |
その数量欄は、人々が考えている以上に重要です。200~5,000個では、順送金型を同じように償却することはできません。当社のeVTOLスタックの中には、複合金型や、プロトタイプ数量用のワイヤーEDMで稼働しているものもあります。スタンピングルートの経済性は、あるプログラム段階において実際にどのような形状が実現可能であるかにフィードバックされます。.
薄くすることで渦電流の損失を減らす。理論的には簡単です。0.20mm以下では、ほとんどどんな機械的接触でも変形したがる材料を扱うことになる。.
プレス加工されたラミネーションのカットエッジ損傷ゾーンは、鋼種、金型クリアランス、工具の切れ味にもよりますが、両側でおおよそ0.3~0.5mmの深さです。0.35mmの自動車用ラミネーションで4mmのステーター歯では、この損傷ゾーンは歯幅の15~25%を占めるでしょう。管理可能です。.
2.5mmの歯を持つ0.20mmのeVTOLラミネーションでは、同じ損傷ゾーンが活性断面の25-40%を食べる。そのゾーンの透磁率は低下している。コアロスは増加する。歯は電磁気モデルが期待するように磁束を運ばず、バック E M F 波形がシフトし、コギングトルクがわずかに増加し、効率マップがシミュレーショ ンからずれます。.
そのために私たちが学んだことが3つある:
eVTOLゲージでは、片面あたり5~7%の材料厚を使用します。一般的な厚板では8~10%です。これにより、塑性変形領域が減少し、バリとロールオーバーのプロファイルが短縮されますが、金型の摩耗が増加します。工具寿命はおよそ25-35%低下します。再研削の頻度も増えます。これは顧客が負担するコストですが、全作業範囲にわたって15%のコアロス・ペナルティを吸収するよりはましです。.
車載用プログラムでは、顧客の熱予算が許せば、アニールしていないスタックを出荷することもある。eVTOLでは、ほとんどすべてをアニールします。乾燥窒素/水素雰囲気(露点-40℃以下)で750~800℃に制御されたサイクルで、スタンピング中に失われた磁気特性のほとんどを回復させます。.
この数値は、IEC 60404-6に準拠し、1.0T/400Hzのリングコア・サンプルで測定されたものである: 20-30%の0.20mm材へのポストアニールによるコアロス低減。. 1.0Tでの比透磁率は、2,500(アズスタンプ)から5,500-7,000(アニール)まで回復します。これは改良ではなく、熱目標を達成するモーターとそうでないモーターの違いである。.
一部の顧客は、レーザー切断の方が切断品質が良いとして、レーザー切断のラミネーションを要求します。しかし、薄い珪素鋼にファイバーレーザーを当てると、熱影響部での磁気劣化が発生し、エッジから0.2mm以内の透磁率損失はプレス加工に匹敵することもあります。私たちは、プロトタイプや、スタンピングでは複雑すぎる形状、金型コストが意味をなさない極少量生産にレーザーを使用しています。500スタック以上の生産では、金型のクリアランスとメンテナンス・スケジュールが適切である限り、0.20mmのエッジ品質では、よくメンテナンスされたスタンピング金型がまだ勝っています。.

eVTOLモーター、特にティルト・ローター・アーキテクチャーに使用されるダイレクトドライブ・コンフィギュレーションは、自動車用高速モーターに見られるような極端な回転数で作動するとは限らない。2,000~4,000RPMのものもある。しかし、小型のプロペラを駆動するものや減速段を通過するものは、12,000~20,000 RPMを超えることがあり、このような回転数ではローターのラミネーションに遠心応力がかかる。.
ローターブリッジは、マグネットポケットとローター外径の間にある鋼鉄の薄い部分である。遠心力に対抗してマグネットを保持するために存在する。エアギャップを横切る代わりにブリッジを近道する磁束は無駄となり、トルク密度を低下させ、逆起電力波形を歪める。構造的には、航空宇宙グレードの認証を満たす安全マージンをもって、最大過速度での遠心負荷に耐える必要があります。.
電磁気設計者は0.3ミリのブリッジを望んでいる。構造アナリストは、15,000RPMで最小0.6mm、安全係数は1.5倍と言う。スタンピング・エンジニアは、0.20mmの板厚の順送金型で0.5mm以下のものは、10,000回ヒットした後に一貫性がなくなるだろうと言う。.
シミュレーションのハンドオフでめったに現れないことのひとつに、図面上のブリッジ幅が公称値であることがある。プレス後のブリッジには、片側にバリがあり、もう片側にはロールオーバーがあります。材料や工具の状態にもよりますが、通常0.03~0.08mmほど小さくなります。私たちはこれを測定します。それを報告します。現在、eVTOLのお客様のほとんどは、公称設計幅とは別に、プレス加工条件のブリッジ幅の公差を図面に記載しています。もしそうでなければ、そうすべきです。.
顧客の名前を挙げることはできない。なぜなら、ラミネーション製造の制約がモーター設計にどのようにフィードバックされるかを示しているからです。.
このプログラムは、マルチコプター構成用の130kWダイレクトドライブ・アウターローター・モーターであった。初期設計仕様:0.20mm無配向シリコン鋼、48スロット・ステーター、40極ローター、最高回転数3,200 RPM。ステーターの歯幅は2.8mm。ローターブリッジは0.45 mmで描かれた。.
プロトタイプでの出来事 最初のバッチのステータースタックのコアロスは、電磁気シミュレーション(リングコア立会サンプル、1.0T/400Hz、アニール前)を18%上回りました。アニール後、その差は6%まで縮まりましたが、それでも顧客の冷却システムが吸収できる±4%の熱マージンの範囲外でした。最初の50個のローターブリッジは±0.06mmのばらつきを示し、構造解析はこれを受け入れましたが、漏れ磁束のばらつきはモーター間で測定可能なコギングトルクのばらつきを生じさせていました。.
何を変えたか
結果 モータのプロトタイプ試験では、連続ホバリング出力が熱シミュレーション目標の2%以内に収まった。顧客は電磁回路を再設計することなくLRIP(低速初期生産)に進みました。.
これは我々にとって典型的なeVTOLの仕事だ。設計意図は正しい。しかし、ファーストパスの製造結果はまだ十分ではありません。反復は、モータの再設計ではなく、ダイクリアランス、工程管理、検査戦略で行われます。.
ラミネーション・スタックは単なる電磁部品ではない。熱経路でもあり、多くの場合、ステーター巻線から冷却システムに熱を逃がすための主要な伝導経路となる。.
そのため、時には相反する要件が生じる:
緩く圧縮されたスタックには、積層間に空気の隙間がある。空気は熱絶縁体です。スタックが密であればあるほど、層間の熱経路は改善されます。しかし、過度の圧縮は絶縁被覆を損傷させ、層間短絡を発生させ、渦電流損失を増加させ、より多くの熱を発生させます。私たちは、eVTOLスタックの積層係数95-97%を目標としていますが、これは車載用としては高い方です。コーティングにダメージを与えずにこれを達成するには、リアルタイムの荷重モニタリングで制御された加圧が必要です。私たちは、すべてのスタックの荷重-変位曲線を記録し、自動的に異常のフラグを立てます。.
インターロックは、各ディンプルポイントに局所的な変形を生じさせ、絶縁層を破壊し、インターロックの特徴の周囲にエアポケットを作ります。各インターロック点は、余分な渦電流損失と熱抵抗の微小発生源となります。eVTOLでは、ほとんどの顧客がバックラック(自己融着コーティング)または接着剤による接着を指定しています。接着剤層は微小ギャップを埋め、電気絶縁性を維持しながら積層間の熱伝達を実際に改善します。トレードオフは、サイクルタイムと工程の複雑さです。接着には、インターロッキングにはない制御された硬化工程(通常、クランプ圧下で180~200℃、30~60分)が必要です。.
これは厳密にはモーター設計者の問題ですが、私たちが刻印するスロット形状によって、巻線がステーターの歯壁に対してどの程度うまく収まるかが決まるため、私たちにも降りかかってきます。.
スロットの半径がきつく、エッジがきれいだと、巻線がより密着し、銅と鋼の間のエアギャップが小さくなります。バリのあるスロットや転がりのあるスロットは、巻線を壁から遠ざけ、有効なスロットの充填率を低下させます。.
高出力で連続運転されるeVTOLモーターでは、巻線とトゥース間の有効エアギャップが0.1mm増えると、巻線のホットスポット温度が5~10℃高くなります。. 私たちは、バリの高さ15µmのスタックと30µmのスタックの熱試験(熱電対計装モーター、同じ巻線プロセス、同じ動作点)を行い、このことを検証しました。その差は3つのモーターサンプルで一貫しており、再現性がありました。.
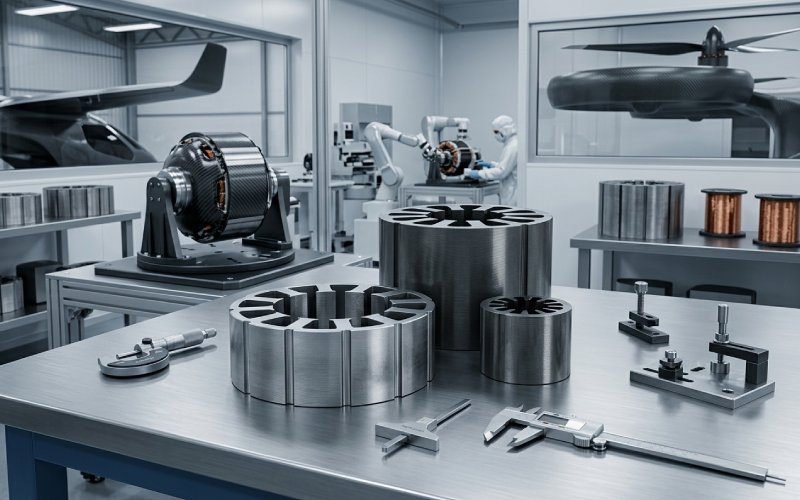
私たちが取り組んでいるeVTOLプログラムのほとんどは、ラジアル磁束永久磁石同期モーターを使用しています。ラミネーション・スタックは、従来の円筒形状のもので、ステーター・リング、ローター・ディスクが平らなシートからプレスされています。私たちはこれらの作り方を知っています。金型も理解している。積層プロセスは成熟している。.
しかし、アキシャルフラックス・モーターはより頻繁に登場している。同じトルク出力で軸方向の長さが短いというトルク密度の利点は、軸方向のスペースは制約されるが半径方向のスペースは利用できるeVTOLパッケージングにとって魅力的である。.
アキシャル・フラックス・ラミネーションは別物である。フラックス経路は半径方向ではなく、スタックを軸方向に走るため、ラミネーション平面の向きを変えなければならない。軸方向磁束の設計には、珪素鋼を巻いたストリップ(テープ巻きコア)を使用するものもある。SMC(軟磁性複合材)粉末コアを使用するものもある。パイのスライスのように放射状に配置された分割ラミネーションを使用するものもある。.
当社では、軸方向磁束トポロジー用のセグメント化されたステータ・ラミネーションを製造しています。スタンピングは簡単で、各セグメントは小さくて比較的単純な形状です。課題は組み立てで、何十ものセグメントを整列させ、接着し、圧縮して、一貫した磁気特性と厳しい幾何公差を持つリングにすることです。.
アキシャル・フラックス・ラミネーションで難しいのは、ピースを作ることではない。スタックを作ることだ。. セグメント間に0.05mmのずれが生じると、局所的なリラクタン ス変動が生じ、磁束分布が乱れ、ホットスポットが生じます。治具は非常に重要です。当社では、特注のアライメント治具を使用した接着アセンブリを使用し、硬化後にCMMで同心度を検証しています。.
軸方向磁束ローターの場合、ラミネーションはあまり一般的ではありません。ラミネーションが指定される場合、通常は薄いリングか環状で、特殊なブランキング工具が必要です。.
これはカタログではありません。私たちがスタックを作り、測定し、アニールし、機能テスト用モーターに搭載したお客様に出荷したものです。.
| 素材 | 厚さ | コアロス(1.0T/400Hz、アニール処理済み) | 飽和 ($B_{sat}$) | スタンパビリティ | 参加 | ベスト・ユースケース | 主な制限 |
|---|---|---|---|---|---|---|---|
| 無延伸Si鋼(~2.5% Si) | 0.20 mm | 1.8-2.2 W/kg | ~1.80 T | グッド | ボンディングまたはインターロッキング | デフォルトeVTOLステーター/ローター | 狭いフィーチャーでのカットエッジ劣化 |
| 高Si鋼(~3.0~3.5% Si) | 0.15 mm | 1.2-1.6 W/kg | ~1.75 T | 難しい-脆い | ボンディングのみ | 渦電流損が支配的な高回転モーター | 金型寿命低下 30-40%;インターロック不可 |
| アモルファス/ナノ結晶リボン | 0.020-0.025 mm | 0.3-0.5 W/kg | ~1.56 T | 従来はスタンプ不可 | ボンディングのみ | 超低損失アプリケーション、小型コア | エッチングまたは放電加工が必要。 |
| コバルト-鉄 (49% Co-Fe) | 0.10-0.20 mm | 1.0-1.5 W/kg | ~2.35 T | スタンプ可能だが研磨性がある | ボンディングが望ましい | 最大出力密度、最小モーターサイズ | シリコン鋼の15~30倍の材料費。 |
モーターレベルでキロワットあたりの重量を最適化するのであれば、コバルト鉄は与えられたトルクに対して最小のラミネーションスタックを提供する。. 機体全体の経済性を最適化するのであれば、0.20mmの珪素鋼板がほとんどのプログラムの着地点となる。モータースタックを200g節約することで、バッテリーを200g追加でき、ミッション・プロファイルが変わることもある。.

自動車の品質はISO/IATFに基づいている。eVTOLモーターコンポーネントの航空宇宙品質は進化していますが、AS9100とEASA/FAA Part 21に準拠する方向に向かっています。eVTOLのお客様が現在求めているもの
これは、ほとんどの自動車プログラムよりも文書量が多い。数量は少ないですが、1部品あたりの書類は多くなります。EASA/FAAのプロセスを経て型式証明プログラムが進むにつれて、この市場が成長し、要求事項が厳しくなると見ているためです。.
単一の基準はありません。私たちがサポートするほとんどのプログラムでは、0.20mmのケイ素鋼板を基準として使用しています。より高回転のモーターや、損失予算が非常に厳しいプログラムでは、0.15mmかそれよりも薄いものを使用します。ラミネーションが薄いほど渦電流損失は比例して減少し、その見返りは周波数が高いほど大きくなります。.
技術的には可能ですが、ほとんどのeVTOL用途では推奨しません。インターロッキング・ディンプルは、局所的な絶縁損傷とラミネート間の短絡を引き起こし、渦電流損失を増加させます。また、各ディンプルポイントに熱抵抗が生じます。連続ホバー出力ですでに熱的制約を受けているモーターにとって、この組み合わせは問題です。ボンディング(バックラックまたは接着剤)は、よりクリーンな電磁気的・熱的結果をもたらします。.
eVTOLステータ設計の典型的な特徴である幅の狭い薄肉材では、スタンピングによる磁気損傷ゾーンがステータ歯幅の25-40%を占めることがあります。これにより、コア損失が増加し、実効透磁率が低下し(逆起電力波形をシフトさせ、コギングトルクを増加させる)、FEA予測値と実際のモーター動作との間に不一致が生じます。応力除去アニーリングは損傷の大部分を回復します。アニーリングを行わないと、実際のスタック性能はシミュレーションのベースラインから15-25%乖離する可能性があります。.
はい。当社では、軸方向磁束トポロジー用のセグメント化されたステーターラミネーションを製造しています。セグメントごとのスタンピングは標準的ですが、精密なリングへの組み立てが難しいところです。当社では、セグメント間のアライメントを0.05mm以内に維持するために、カスタム治具を使用した接着アセンブリを使用し、硬化後にCMMで同心度を検証しています。.
規制の枠組みはまだ形成中である。当社のeVTOL顧客のほとんどは、AS9100に準拠した品質管理、完全な材料トレーサビリティ(熱番号からスタックシリアルまで)、IEC 60404に準拠したロットレベルのコアロス検証を要求しています。EASA SC-VTOLおよびFAA特別条件による型式認証プログラムが成熟するにつれて、特に工程変更管理および材料適格性確認に関する要求事項がさらに正式化されることを期待しています。.
それは、重量対コストのトレードオフのどこに位置するかによる。Co-Fe合金は、ケイ素鋼の~1.80Tに対して~2.35Tの飽和を提供し、同じトルクで物理的に小さいモーターを可能にする。この材料は15~30倍のコストがかかる。航空機のペイロードマージンが厳しく、モーターの質量が1グラム増えるごとに直接ペイロードが減少するようなプログラムでは、この計算は有効です。フリート全体の単位経済性を最適化する都市型エアタクシープラットフォームでは、通常、ケイ素鋼が勝つ。.
大まかな桁:ワイヤーEDMラミネーションは、生産量において、順送型スタンプラミネーションよりも1個あたり30~80倍高い。損益分岐点は形状の複雑さによって異なりますが、ほとんどのeVTOLステーター設計では、スタンプ金型は300~500スタック以上で経済的な意味を持ち始めます。それ以下では、金型償却を含めると、ワイヤーEDMまたは複合金型の方が費用対効果が高くなります。.
大量生産と同じ工程規律を小ロットにも適用。当社では、すべての製造ロットについて、最初の粒子検査と最後の粒子検査を実施している。コアロス立会リングは、入荷する鋼材の各コイルから検査されます。スタック寸法はCMMで検証される。自動車との違いは、ロットサイズが200スタックの場合、統計的工程管理だけではうまくいかないことです。.
現在の試作品でローターブリッジの変形に悩んでいませんか?シミュレーションと一致しないコア損失の数値を見ていますか? DXFファイルをお送りください。-エッジ劣化のリスク、ブリッジの製造可能性、特定の形状と体積のサーマル・スタック・コンプレッションを評価します。初回レビューにNDAは不要です。.