Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
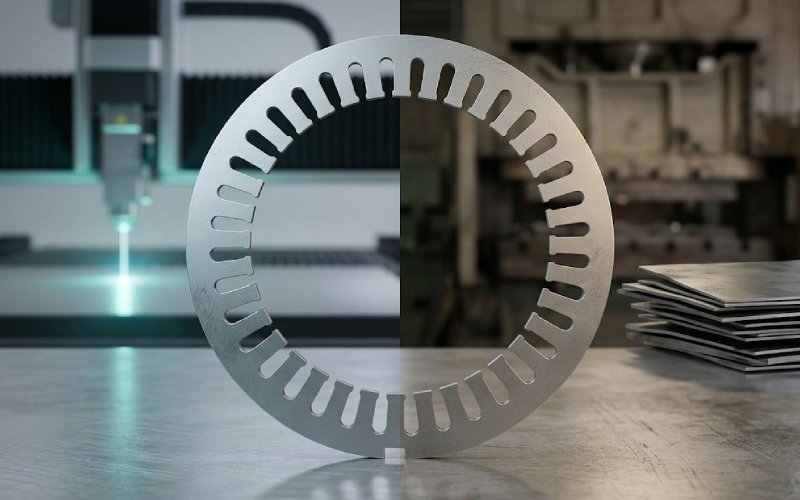
ジオメトリーがまだ動いている場合、, レーザーカット・モーター・ラミネート が正解となることが多い。ジオメトリーが凍結され、体積が実在する場合、, プレス積層 普通は勝つ。そこは簡単だ。問題を起こすのは真ん中の部分だ。同じCAD。印刷上の鋼種は同じ。切断、積層、接合、生産開始後のコアの挙動が異なる。レーザー・ルートは通常、ハード・ツーリングを除去し、最初の部品のタイミングを短縮します。スタンピングは金型投資とセットアップ時間を追加しますが、数量が落ち着けば、スループットとより低い部品コストでそれを回収します。.
悪い決断はここから始まる。チームは部品の価格を早くから比較しすぎる。あるいは、プロトタイプのモーターラミネーションをレーザーで検証し、プレス加工された生産用ラミネーションが安価なコピーのように動作すると思い込む。多くの場合、そうではありません。切断はエッジ付近の材料を変化させます。バリは層間挙動を変化させます。接合は、コーティングにダメージを与えたり、応力を加えたりします。平らなシートではなく、積み重ねが機械を動かすのです。製造レビューでは、切断、接合、応力除去アニール、はめ込み工程がすべて最終的な磁気性能を変化させるという、同じポイントに着地し続けている。.
レーザー切断は自由を買う。金型なし。金型修正ループなし。スロットの開口部、歯の幅、ブリッジの厚さ、ベントの形状がコンマ数秒変わるたびに工具を待つ必要がない。デジタル・プロセスなので、学習コストはほとんどプログラミング、材料、機械加工時間にとどまります。そのため、レーザーカット積層造形は、プロトタイプの製作、デザインのスクリーニング、小ロット生産に適しています。.
スタンピングは違う。一旦金型が適切であれば、生産スピードは他の追随を許さない。金型が適切でないうちは、プログラム全体が止まってしまうこともある。金型製作には初期費用がかかり、金型の設計と製作の間、初期生産が数週間遅れることもある。だからといって、スタンピングが悪いわけではない。ただ、スタンピングは初期の学習には向かないということだ。.
切断は中立ではない。機械的な切断は、エッジ付近に塑性変形と残留応力をもたらす。レーザー切断では、熱影響部と局所的な磁気劣化が生じます。どちらの場合も、切断面の隣の材料は、カタログに記載されている公称シート・データのようには振る舞わなくなります。電磁鋼板に関する公表された研究によると、切断端の損傷は透磁率を低下させ、端に近い部分の損失を増加させる可能性があり、その程度は材料、厚さ、切断ルート、プロセス設定によって異なる。.
厄介なのは破損幅だ。これは1つの固定された数字ではない。文献調査によれば、その幅は広く、狭い歯と高密度のスロット形状が問題を増幅させるため、これは重要である。レーザー切断された材料に関するいくつかの報告では、特定の条件下で切断端から約18mmまでの磁気劣化が測定されている。剪断されたエッジに関する別の研究では、やはり特定の条件下で1~1.4mm程度と、はるかに小さな影響ゾーンが示されている。同じ話題。全く異なる数字だ。だから、ある方法が常に良いとか悪いとかいう単純な主張は薄っぺらい。形状がこの多くを決定する。.
そのため、外周は部品数よりも重要なのです。ブリッジが狭く、歯が薄く、溝が密集しているラミネーションは、同じ鋼材で作られた、より大きく、より単純なプロファイルよりも、カットエッジのペナルティーが大きくなる可能性があります。エンジニアはこのことを実際に知っています。バイヤーはそうでないこともある。引用行には “同じ材料 ”と書かれています。モーターテストでは別のことが書かれています。.
バリはバリ取りだけの問題ではない。バリ取りは 積層スタック, バリが隣接するシート間の伝導経路になる可能性がある。そうなると、局所的な層間渦電流損失が増加し、それに伴って局所的な発熱が増加する可能性がある。電気鋼板積層に関する研究では、バリによる層間短絡は外観上の欠陥ではなく、実際の損失メカニズムとして扱われてきた。.
受入検査が人を惑わす理由もここにある。一枚のシートは許容範囲に見えるかもしれない。バリの接触を繰り返す多くのシートから作られたスタックは、別の物体である。圧力、接合、ハンドリングダメージ、コーティングの乱れが加わると、問題は静かに大きくなります。ですから、レーザーカット積層とプレス積層を比較するときは、シートの質問ではなく、スタックの質問をしてください: 圧縮、接合、フィッティングの後は?

| 決定要因 | レーザーカット積層 | スタンプ・ラミネーション | リリース前に検証すべきこと |
|---|---|---|---|
| 設計変更 | ジオメトリーがまだ動いているときがベスト | ジオメトリーが凍結しているときに最適 | 予想CAD変更数 |
| 工具 | 硬い工具は使わない | 金型投資が必要 | 損益分岐点容積と工具寿命 |
| ファーストパートのタイミング | 速い | プログラム開始時の速度低下 | プロトタイプまたはローンチまでのスケジュール・リスク |
| 少量生産でのコスト | 通常は許容範囲 | 通常、工具を含めると貧弱になる | プロトタイプの数量と反復回数 |
| 大量生産時の部品コスト | 通常はもっと高い | 通常はもっと低い | 予想の安定性 |
| エッジ・コンディション・リスク | レーザー設定とフィーチャー密度に敏感 | ダイクリアランスと摩耗に敏感 | 生産予定サンプルのコアロス |
| バーのリスク | カットの品質とクリーンアップ次第だが、まだ存在しうる | 摩耗とクリアランスの問題で成長する | スタックの絶縁と短絡チェック |
| 生産スループット | 限定 | 高い | 実際のタクト要件 |
| ベストフィット | 速く学ぶ | 高速リピート | プロトタイプと打ち上げルートの相関性 |
表はクリーンバージョン。本番はもっと荒い。レーザーは通常、よりリスクの低い学習方法です。スタンピングは通常、より低コストで繰り返せる方法だ。問題が起こるのは、プログラムが一方の工程を使って、もう一方の工程に属する質問に答えようとしたときだ。.
レーザー切断は、プロトタイプモーターの積層がまだ変化している場合、複数の形状バリエーションが迅速に必要な場合、またはスタックが生産に関する質問ではなく設計に関する質問に答えるために使用される場合に適しています。これには、スロットチューニング、歯幅の変更、ブリッジ幅のチェック、スキュー実験、初期の電磁比較作業などが含まれます。レーザーはまた、小ロットや中ロットで、金型加工がきれいに回収できない場合にも実用的な方法です。.
しかし、レーザーは後のすべての生産ルートの中立的なプロトタイプの代用品として扱うべきではない。生産部品がプレス加工される場合、レーザー切断されたプロトタイプは、生産動作を証明するよりも早く形状を証明する。役に立つ。完全ではありません。外周と面積の比率が高い設計は、このギャップを大きくします。薄いゲージもこのギャップを広げます。.
設計が金型ロックに耐えられるほど安定しており、数量が金型コストを回収できるほど多い場合、スタンピングがより良い選択となる。その時点で、その決定は柔軟性についてのものではなくなり、スループット、再現性、個数価格についてのものになります。そこでスタンプラミネーションがその地位を得るのです。.
フリーパスはまだありません。スタンピングの品質は、金型の状態、金型のクリアランス、摩耗、バリのコントロールに左右されます。金型が古くなると、エッジの品質が変化します。それはコーティングのトラブル、スタック絶縁のトラブル、ロスのドリフトとして後に現れることがあります。つまり、正しい生産上の質問は、“プレス加工でこの形状を作ることができるか?”ではない。それは、“実稼働後、スタンピングはこの形状を作り続けられるか?”である。別の質問だ。より良い質問だ。.
簡単な音量チェックが役に立つ:
損益分岐点数量≒金型費用÷(レーザー個数費用-プレス個数費用)
その公式は基本だ。間違いはそれだけを使うことだ。歩留まりが変わったり、バリの清掃が第2工程になったり、スタック結合のロスが変わったり、プレスされたコアがレーザープロトタイプと相関しなくなったりすれば、真の損益分岐点は動く。.
多くのセレクションミスが起こるのは、チームがカットで止まってしまうからだ。スタックはまだ一緒に固定する必要がある。ボンディング、インターロッキング、溶接では、同じ磁気結果は得られません。ラミネートされた電気鋼板の接合に関するレビューでは、通常のトレードオフが指摘されている。接合方法は機械的完全性を保持しなければならないが、絶縁被覆を損傷したり、微細構造を変更したり、残留応力を導入したり、ラミネート間に導電経路を作ったりする可能性もある。.
つまり、本当の比較対象はレーザー対スタンピングではないことが多い。ある完全なルートと別のルートである:
これらのルートは同等ではない。単体では優れているように見える切断方法も、接合工程が固定されるとその利点を失うことがある。例えばインターロッキングは、機械的には有用だが、発表された研究によると、場合によっては鉄損の増加と関連している。溶接はパックをうまく保持できるが、影響を受ける部分やコーティングの損傷を制御しなければ、磁気特性を損なう可能性もある。.

応力除去焼鈍は、特に機械加工後の切削による磁気劣化の一部を回復させることができる。これは事実です。公表されている測定でも観察されている。また、計画の言い訳として悪用されやすい。回復するかどうかは、材料、以前の損傷、温度プロファイル、雰囲気、アニール前後に何が起こったかに依存する。ですから、アニーリングは、弱い上流工程のクリーンアップボタンとして扱われるのではなく、工程の一部として検証されるべきです。.
まだデザインを学んでいないうちは、レーザーカットのラミネーションを使いましょう。.
スタンプ・ラミネーションは、設計を学び終えて工場を最適化する準備ができたときに使用する。.
プロトタイプルートとローンチルートが異なる場合は、ツールリリース前に相関ビルドを使用する。.
また、ばらばらのシートだけを検証してはいけません。裁断後、接合後、そして実際にモーターに入る状態のラミネーション・スタックを検証すること。そこで議論は終わる。あるいはまた始まる。.
特に小ロットや中ロット、多品種のプログラムではそうです。しかし、レーザーカットされたラミネーションは、すべての設計においてプレス加工された製造挙動と一致すると仮定すべきではありません。なぜなら、カットエッジの損傷と損失反応は、形状、材料、プロセス設定に依存するからです。.
通常はそうだ。金型が正当化され、形状が安定すれば、プレス加工が勝つ傾向がある。注意しなければならないのは、金型の摩耗、クリアランスのコントロール、バリの成長は、時間とともに品質を変化させる可能性があるということです。.
層間ショートのリスク。バリ、損傷したコーティング、接合ルートによっては、シート間に導電経路ができることがあり、局所的な渦電流損失と熱が増加する。平らな部分は検査に合格するかもしれない。スタックは静かに不合格になる可能性がある。.
いいえ。小さなフィーチャーは通常、磁気劣化を悪化させますが、エッジ密度の高いデザインであれば、磁気劣化を感じることがあります。報告されている磁気劣化の幅は研究によって大きく異なり、それこそが狭いルールが失敗する理由です。.
必ずしもそうではない。初期のプロトタイプにレーザーを使用し、発売時にスタンピングを行うのは賢明な方法だ。欠けているステップは相関関係である。工程が変更された場合、リリース前に生産意図のスタックで再度テストすること。.
いや、助けになる。カット不良、接合不良、あるいはルート後半でのスタックダメージの結果をすべて消し去ることはできない。.