Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
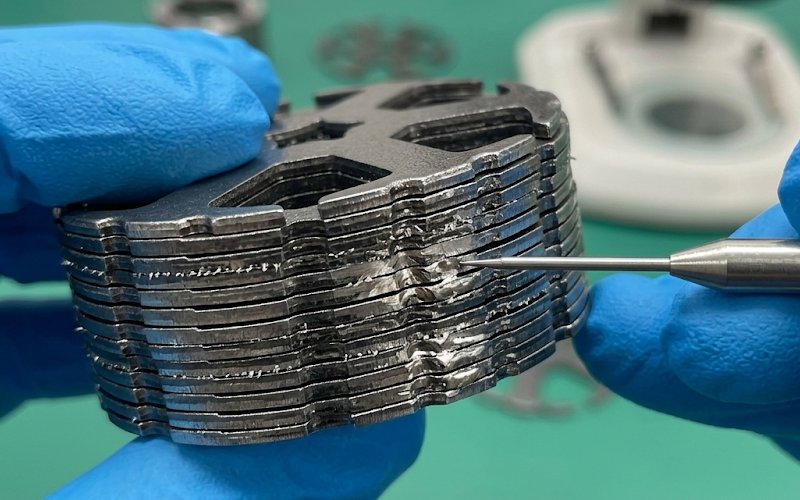
モーターラミネーションのバリ制御は、バリの高さ制御だけではない。.
で ラミネートスタック, バリ関連の故障は、実際の組立条件下で切断端の欠陥が電気経路になったときに始まる。バリの高さは重要です。コーティングの損傷、バリの方向、スタック圧力、接合方法、隣接する積層が閉じた導電ループを形成できるかどうかも重要です。ループが形成されると、局所的な循環電流が増加します。それに伴って鉄損も上昇する。熱はそれに続く。.
だから、有益な質問は “「バリが高すぎる?”
それは “このスタックは、圧縮接合後に層間導電パスを形成できるか?”
高速版が必要な場合は、これを使う:
層間ショートは、隣接するシートが絶縁ラミネートのように振る舞うのを止め、局所的にでも厚い導電体のように振る舞い始めると起こる。.
通常、チェーンはこのようになっている:
多くのチームがステップ1だけを検査するため、この順序は重要である。.
バリの高さを測る。部品を承認する。次に進む。.
その後、スタックが作られ、より強く圧縮され、異なる方法で拘束され、もしかしたら誰も追跡していない方法で反転され、実際の電気的条件が変わるかもしれない。.
だから、バリの抑制はルーズシートの問題ではない。ファイナルスタックの問題なのだ。.
通常は2つのメカニズムが重なっている。.
これは明らかなことだ。バリや破損したエッジがシート間に金属同士の接触を生じさせると、ラミネーションを横切って循環電流が流れる可能性がある。一旦このようなことが起こると、スタックはラミネートコアのようにではなく、部分的に短絡した部分のように振る舞います。局所的な鉄損が最初に増加する。バルクの損失は後に上昇する可能性がある。損失が劇的に増加する前にホットスポットが現れることもある。.
完全な層間ショートがなくても、カットエッジは磁気的にニュートラルではない。打ち抜き加工により、エッジ近傍にひずみゾーンが残る。硬化、残留応力、微細構造の乱れが局所的な磁気挙動を変化させます。そのため、スタックは、閉じた導電ループが完全に発達する前であっても、エッジの損傷による余分な損失を被る可能性がある。.
これが、同じようなバリの高さの2つの部品が試験で異なる挙動を示す理由である。.
同じ公称バリ。エッジの状態が異なる。コーティングの残存期間が異なる。組み立て圧力が異なる。異なる結果。.
バリの向きは脇役ではない。バリの向きは、積層後にどの面をどの面に合わせるかに影響する。活性バリが最も傷つきやすいコーティング面に繰り返し対向する場合、圧縮下で接触リスクは急速に上昇する。.
ライン上でラミネーションの方向が混在していたり、シートが制御されずに反転していたりすると、測定されたバリが変わらなくても、電気的な結果が変わってしまうことがある。.
ルーズシート検査では軽微に見えるバリも、圧縮後には本物のブリッジになることがある。これが多くの品質逃れの始まりである。低いクランプ力での抵抗は、ストーリーの一部しか伝えません。生産時のクランプ力は、重要な部分を物語っています。.
無傷の断熱材に小さなバリがある場合もある。同じバリが粉砕または摩滅した被覆にある場合は別である。実際には、報告書に印刷されたバリの数よりも、切断端付近の絶縁体の残存の方が重要な場合が多い。.
ボンディング、溶接、インターロック、クリンチング、クランプ。いずれも電気的に中立ではない。方法によっては、スタック全体の絶縁をより良好に保つものもある。また、局所的な導電性接続、応力集中、熱影響による損傷をもたらすものもある。機械的に安定したプロセスでも、磁気性能を悪化させる場合がある。.
新鮮なツールは、ほとんどどんなコントロールプランも良く見せることができる。本当のテストは後から始まる。バリの成長、エッジの引き裂き、コーティングの損傷は、摩耗に伴ってドリフトする傾向があります。もし、最初のサンプルしか認めないのであれば、バリのリスクをコントロールしているとは言えません。それは楽観的なサンプリングです。.
すべてのラミネーション・スタックに通用する単一の番号はない。.
臨界しきい値は、シートの厚さ、絶縁システム、バリの形状、スタック圧力、部品の形状、接合方法によって異なる。高さのある孤立したバリは、低いが広い接触面積を持ち、圧縮下で平坦になるものよりも問題が少ないかもしれません。このため、平均バリの高さは、主な離型基準としてしばしば失敗します。.
より良いコントロール・ロジックは次のようなものだ:
それは、バリの限界1つよりも多くの仕事である。また、スタックが見ているものに近い。.
パンチダイ・クリアランスは、最小値ゲームとしてではなく、プロセス・ウィンドウとして扱われるべきである。.
クリアランスが大きすぎると、塑性変形、破壊の度合い、バリの形成が大きくなる傾向がある。また、クリアランスが小さすぎても、エッジ応力の問題が生じます。通常、最良の結果は、使用する特定の材料と厚さに対して、きれいな剪断、管理可能なバリの形成、限定されたエッジダメージのバランスが取れたウィンドウです。.
つまり、間違った質問だ:
“「普遍的なベストクリアランスとは?”
より良い質問はこうだ:
“「この鋼種、この板厚、この工具条件で、圧縮後に許容できるエッジの形態、安定したコーティングの生存、低い電気的リスクが得られるクリアランスはどの程度か?”
その言い方は都合が悪い。それが機能するものだ。.
無負荷損失が上昇した場合、あるいはスタックに原因不明のホットスポットが発生し始めた場合は、以下の順序で点検を行う。.
モーター設計に関する理論は、プロセスの証拠がそれを示さない限り、始めないでください。まず、パンチの状態、再研磨の間隔、刃先の品質、バリの傾向が変わっていないかどうかを確認する。.
シートの実際の積み方を確認すること。プロセス・シートに書いてある積み方ではない。向きが混ざっていると、コンタクトの挙動が静かに変化することがある。.
代表的なスタック力でテストする。ルースシートの電気的チェックは有用だが、それだけでは十分ではない。.
切断端や接合部付近の断熱材が砕けたり、削れたり、熱の影響を受けていないか確認する。.
溶接パラメーターのシフト、拘束パターンの変更、インターロックの調整によって、以前は許容範囲だったエッジがショートリスク・エッジに変わることがある。.
バルクの損失数には局地的なトラブルが隠されている可能性がある。ホットスポットの発生が早いスタックは、平均的な損失額よりも早く真実を伝えている可能性がある。.
この順序は、エッジ、断熱材、圧縮、拘束、そして熱という、バリの欠陥が通常スタックに入る方法に沿っているため、時間の節約になる。.
| 管理項目 | 何がわかるか | 何が欠けているのか | より良い意思決定 |
|---|---|---|---|
| 平均バリの高さ | 一般的なエッジの劣化傾向 | ループ形成, コーティングの残存, 圧縮効果 | 最終的なリリースロジックではなく、警告信号として使用する |
| バー・バイ・サイド | どの嵌合面がより危険か | スタッキング時のオリエンテーションミックス | パンチ側とダイ側を別々に追跡 |
| 工具寿命 | 生産現場での摩耗ドリフト | 実際の電気的影響 | エッジ検査と抵抗チェック |
| エッジの形態 | せん断ゾーン、破断品質、引裂き、バリ形状 | 最終的なスタックの電気的挙動 | クリアランスウィンドウとリグラインドタイミングの検証に使用 |
| ルースシート抵抗 | 基本的な絶縁状態 | 実際の圧縮された接触挙動 | 唯一の電気スクリーンとして使用しないこと |
| 圧縮された層間抵抗 | 負荷時の実際のショートリスク | 局所的な熱の経時的変化 | パフォーマンスが完全に低下する前に最適なスクリーニング・ツール |
| 加入プロセス監査 | 拘束によるリスクとコーティングの損傷 | 関節から離れたランダムな局所断層 | 組み立て後、損失傾向が変わるたびに見直す |
| 無負荷損失結果 | システムレベルの症状 | 根本原因の場所 | 最初の診断ではなく、確認として使用する |
| サーマル・ホットスポット・スクリーニング | 局所的な故障の可視化 | 正確な幾何学的接触源 | ロス・ドリフトが安定しない、あるいは遅い場合に有効 |
検査計画は、故障の進展の仕方に合わせるべきである。.
端から始める。次にスタックに移動する。次に組み立てられたコアに移動する。.
チェックする:
チェックする:
チェックする:
よくある間違いは、中間段階を飛ばしてしまうことだ。チームは切断された部品を検査し、そのままライン終端のモーターデータに飛びつく。これでは、実際の故障変換の段階が観察されないままになってしまう。そしてその段階は通常、圧縮と接合である。.
同じラミネーションエッジでも、接着スタックと溶接スタックでは挙動が異なる。.
それは驚くべきことではないが、しばしば驚くべきこととして扱われる。.
加入することで、一度に3つのことができる:
従って、接合変更後にバリによる鉄損が現れた場合、正しい結論は必ずしも “バリが悪化した ”ではない。エッジは同じようなままで、拘束条件が変わることもある。.
スタックはどの部門がその原因を所有しているかは気にしない。.
それが助けになることもある。時には、人々が期待しているほど役に立たないこともある。.
アニーリングは、切削応力によって引き起こされる磁気損傷の一部を回復する可能性がある。歪みと硬化に起因するエッジ関連の損失を改善することができる。しかし、積層や接合の後に残る導電性ブリッジを魔法のように取り除くことはできない。問題が実際の層間接触経路である場合、アニールはエッジの状態やブリッジを発生させた組立状態を修正する代わりにはならない。.
適切な場合には、ダメージ回復としてアニーリングを使用する。不安定なバリを許容するような使い方はしないでください。.
このシンプルなルールを使おう:
バリの制御が形状によってのみ定義される場合、スタックは制御不足となる。.
バリの制御が、形状に加えて圧縮時の電気的挙動によって定義されるのであれば、スタックは制御された状態に近い。.
主な原因はバリの高さだけではありません。本当の引き金となるのは、圧縮または接合後の隣接するラミネート間の導電性接触である。バリが重要なのは、特にエッジ付近の絶縁被覆が損傷している場合に、その接触を作り出すのに役立つからです。.
はい。小さなバリでも、絶縁体を傷つけたり、圧力で平らになったり、閉じた導電パスに関与したりすれば、余分な鉄損の原因となります。目に見えて大きなバリの方が危険とは限りません。.
まず、工具の摩耗傾向、バリ・バイ・サイド、ラミネーションの方向、圧縮された層間抵抗から始める。これらがドリフトしている場合、エンド・オブ・ライン・ロスの結果は通常、遅発性の症状であり、最初の有用なシグナルではない。.
これは傾向の指標としては有用ですが、単独のリリース基準としては弱いものです。最終的なラミネート・スタックが、実際の組み立て圧力下で導電パスを形成するかどうかはわからない。.
スタックの圧力は、わずかなエッジの欠陥を実際の電気的ブリッジに変える可能性がある。ルーズシート検査では許容範囲に見えるスタックも、圧縮力によって破損したエッジが接触すると、破損することがある。.
はい。接合方法によって、ラミネート間の圧力分布、絶縁の存続、電気的接触が変化する可能性があります。つまり、同じカットエッジでも、接着、溶接、インターロック、クランプの後では挙動が異なる可能性があるということです。.
そうです。余分な無負荷損失は、バリの高さだけでは極端に見えなくても、カットエッジの磁気的損傷、局所的な絶縁破壊、拘束による接触から生じる可能性があります。これが、エッジの形態と圧縮電気チェックが重要な理由です。.
バリの傾向の上昇、ツールの摩耗のドリフト、接合条件の変化、無負荷損失が明確な設計上の説明なしに動き始めた場合、いつでも使用してください。無害なエッジのばらつきと実際のスタックレベルのショートリスクを分離するための最も有用なテストの一つです。.
モーターラミネートバリの制御は次のように定義されるべきである。 完成したラミネーションスタックのショートパス防止, しかし、個々のシートの単純なバリ高さ制御ではない。.
そのシフトがすべてを変える。.
検査するものが変わる。.
トレンドが変わる。.
ラインを止めると変わる。.
どの “許容される ”部分が実際には許容されないのかが変わってくる。.
それが標準になれば、余計な鉄損はランダムに見えなくなる。.