Sinoのラミネーションスタックにお任せください!
プロジェクトをスピードアップするために、ラミネーションスタックに以下のような詳細なラベルを付けることができます。 寛容, 材料, 表面仕上げ, 酸化絶縁が必要かどうか, 数量などなど。
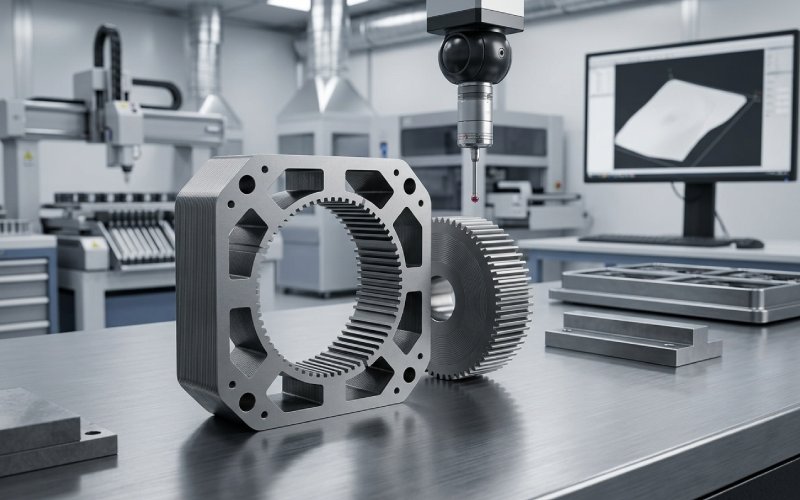
ステッピングモーターのラミネーションを調達する場合、「層状」の外観は興味深い部分ではありません。有用な問題は、これらの層が損失、トルクの一貫性、積層精度、生産再現性にどのような影響を与えるかです。ハイブリッド・ステッパー・モーターでは、ローター自体は、軸方向磁石を挟んだ2つの歯付きローター・セクションを中心に作られており、これらの歯付きセクションは、歯ピッチの半分だけ機械的にオフセットされています。つまり、レイヤード・ルックは1つのディテールではない。単なるCADではなく、実際の生産に耐えなければならない、磁気と製造上の決断のパッケージなのだ。.
私たちは、基本をすでに知っていて、プロトタイプから量産までの間に驚きを少なくしたいバイヤーのために、カスタムステッパーモーター積層スタックを製造しています。ほとんどの問題はそこから始まります。理論上ではありません。カットエッジ。スタックの接合部。図面がパンチングや溶接がスチールに与える影響を無視していること。.
ステッピングモーターのラミネーションは、層間損失と渦電流損失を低減するため、ソリッドスチールコアの代わりに薄い絶縁電気スチールシートで作られています。シートの両面に施された絶縁コーティングが層間の電流を遮断し、薄いシート構造が余分な熱や損失を生む不要な循環電流を制限します。モーター・コアには、方向性シート材よりも回転磁気条件に適合する無方向性電磁鋼板が一般的に使用されています。.
それが標準的な説明だ。ソーシングの説明は違う。.
レイヤードコアはまた、歯の形状、スロットプロファイル、スタックの高さ、ローター/ステーターの再現性をバッチごとに制御する方法を提供します。ステッピングモーター、特に小型のハイブリッド設計では、微小な幾何学的ドリフトが、多くの購入者が期待するよりもずっと早く、角度誤差、トルクのばらつき、ノイズ、余分な加熱に変わります。機械が小さければ小さいほど、切削によるエッジの損傷を隠す余地は少なくなります。.
カスタムステッピングモーターのラミネーションスタックでは、材料選択は通常、モーターコアに使用される薄いゲージの無方向性電気鋼から始まります。モーターのラミネーションで一般的に参照される厚さの範囲は、以下の通りです。 0.2 mm~0.65 mm, しかし、適切なゲージは、スイッチング条件、損失目標、金型経路、成形の安定性、絶縁や組み立ての必要性と引き換えにするスタックファクターによって決まる。薄ければ自動的に良いというわけではありません。切断ダメージが現れてからでは遅い。.
私たちが素材を推薦する前に見ているのはシンプルなことだ:
プロセス・ルートを通さずに材料を決定するのが早すぎると、プロジェクトはたいてい後でそのツケを払うことになる。.
外形形状だけで見積もりはしません。歯幅、ブリッジ面積、スロットの比率、スタックの高さ、フィッティングの特徴、バリの方向、接合面積、設計がレーザーカットのサンプルからプログレッシブスタンピングに移行するかどうかなどを検討します。簡単にカットできるように見えるラミネーションでも、積層が不安定になったり、接合方法が変わるとドリフトしたりすることがあります。.
見積もりには通常、以下を要求する:
| 項目 | 私たちがそれを求める理由 | 何が変わるのか |
|---|---|---|
| 2D図面 / DXF | 歯形、スロット、ノッチ、OD/IDの定義 | ツーリングルート、実現可能性、検査方法 |
| スタックの高さ | ラミネーション数と接合戦略を決定 | 圧縮方法、スタック許容誤差、コスト |
| 年間数量 | 試作ロジックと量産ロジックの分離 | レーザー切断とスタンピング、金型投資 |
| 資料請求 | 磁気と製造のベースラインを設定する | ロス、パンチング性、コーティング、価格 |
| ローターまたはステーターの使用 | 同じ鋼でも形状によって挙動が異なる | バリ感度、アライメント優先 |
| 参加希望 | インターロック、溶接、接着、または混合ルート | 磁気損失、強度、リードタイム |
初期のサンプルの場合、レーザー切断はしばしば迅速なルートです。金型のリードタイムを避けることができ、バイヤーはフィット感、組立ロジック、初期のモーター動作を検証することができる。しかし、これは大量生産とは異なります。レーザー切断は熱メカニズムでエッジを変化させますが、スタンピングは機械的メカニズムでエッジを変化させます。これらは同等ではありません。ですから、プロジェクトが後にプログレッシブ・スタンピングに移行する場合は、プロトタイプのエッジの状態がすべてを物語るかのように見せかけるのではなく、初日からそのフラグを立てるのです。.
これは小さなステッパーのラミネーションではより重要です。カットエッジ付近のダメージゾーンが歯幅の大きな割合を占めるため、サンプルと製造の間の性能ドリフトが予想よりも早く現れる可能性があります。.
年間生産量と形状から金型が正当化されれば、プログレッシブスタンピングはカスタムステッピングモータ積層用の安定したルートになります。スループットが向上し、量産時の部品コストが下がり、ロット間の一貫性が高まります。しかし、金型条件がモーター設計の一部となります。パンチのクリアランス、パンチの磨耗、ストリップの平坦度、コーティングの処理など、すべてが最終的なコアを変えます。.
そのため、私たちのプロダクション・レビューでは、リリース前に3つのことに焦点を当てている:
そうでなければ、そこで修正する。出荷後ではありません。.
これは、私たちが真剣なプロジェクトと安価なプロジェクトを分ける最初の場所のひとつである。.
電磁鋼板の打ち抜き加工は、切断端付近の磁気特性を変化させます。打ち抜き加工は平均トルクを低下させ、コア損失を増加させる可能性があり、その影響は、エッジゾーンがアクティブセクションの多くを占める小型の電気機械に特に関連すると、電気鋼の製造効果に関するレビューでは報告されています。バリはまた、スタック高さのドリフト、フィッティングの問題、コアがクランプまたは溶接された後の層間ショートパスなど、実際的な問題を引き起こします。.
私たちは、バリの制御を磁気的な問題であると同時に寸法的な問題として扱っています。つまり
ラミネーション・スタックは裁断作業の一部でしかない。残りは接合だ。.
電気スチールラミネートの主な接合ルートは以下の通りです。 機械的接合, 融接そして 接着剤または接着方法. .それぞれのルートは、ひとつの問題を解決し、別の問題を生み出す。溶接は強度と操縦安定性を与える。機械的なインターロックは生産に効率的である。接合は電気的絶縁をより均一に保ち、通常磁気的 性能をより穏やかに扱いますが、材料と工程管理 の要求が増えます。接合された電磁鋼板スタックのレビューによると、接合は絶縁被覆の損傷、微細構造の変化、残留応力の付加、あるいは層間導電経路の形成によって磁気特性を劣化させる可能性がある。接着剤による接合は、溶接よりも鉄損や励磁電流の劣化が少ないことが多いが、設計や負荷によってはコストや使用温度に関する懸念が生じる可能性がある。.
以下は、バイヤーが通常必要とするショートバージョンである:
| 接合方法 | 主な利点 | 主なリスク | 調達決定における典型的な使用例 |
|---|---|---|---|
| インターロッキング | 生産速度が速く、接着剤工程が不要 | 局所的なひずみ、局所的なショートリスク、ロックポイントにおけるスタックファクターのトレードオフ | コストとスループットが重要なボリュームプログラム |
| 溶接 | 高い機械的完全性、組み立て時の良好なハンドリング | 熱影響部、絶縁損傷、残留応力 | より強力なハンドリングが必要なスタック、または後で機械加工が必要なスタック |
| ボンディング | ラミネート間の電気的絶縁性が向上し、スタックの静粛性が向上 | 接着剤制御、硬化制御、追加コスト | 磁気クリーンと低振動を優先するプロジェクト |
| ミックスルート | 強度と磁気性能のバランス | 管理すべきプロセス変数の増加 | 一つの方法だけに頼ることのできないデザイン |
すべてのモーターに1つの接合ルートを押し付けることはありません。図面、スタックの高さ、ローターやステーターの機能、バイヤーの生産目標にルートを合わせます。.
どの接合方法があなたのプロジェクトに合うかわからない? 図面と目標体積をお送りください。金型製作を開始する前に、トレードオフを検討することができます。.
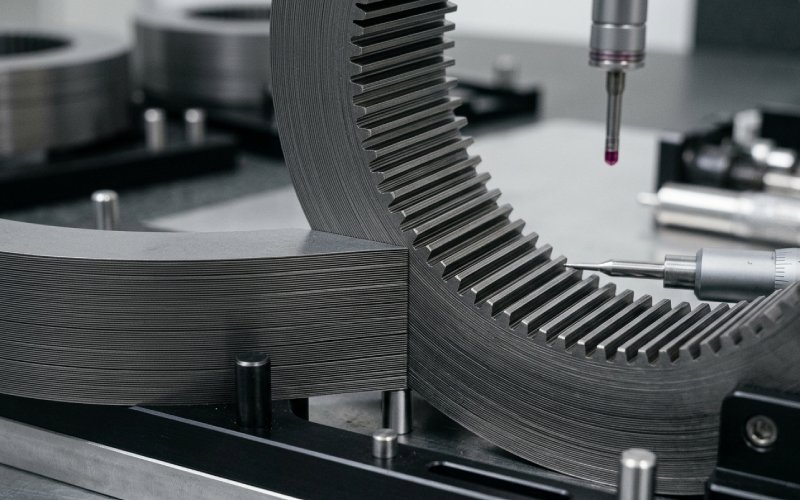
ハイブリッド・ステッパー・モーターのローター積層では、積層精度は高さだけではありません。また、歯形の見当も重要です。ハイブリッド・ローター構造は、軸方向に磁化された2つの歯付きローター・セクションと、2つのローター・セクション間の半歯ピッチの機械的オフセットを使用します。このオフセットはステッピング動作の一部であり、外観上のディテールではない。アライメントがずれると、モーターはまだ動くかもしれないが、停止精度、トルクの滑らかさ、ユニット間の一貫性がずれ始める。.
これが、ハイブリッドステッパーロータースタックを一般的なモーターコアとは異なる方法で扱う理由です。スタックの構造は、磁気インテントとメカニカル・インデックスの両方を保護する必要があります。.
この点は、何度も問題を起こすので、独立したセクションを設けるに値する。.
レーザーカットによるプロトタイプは、正しい第一歩となります。速い。柔軟。便利。しかし、それをプレス加工の完璧な予測として買い手に売るべきではありません。打ち抜き加工は機械的なエッジのひずみをもたらします。レーザー切断は熱的エッジ効果をもたらします。クランプと接合は、さらに別の変化をもたらします。電磁鋼板の製造効果や接合挙動に関する研究によると、これらの工程は、実際の機械で問題になるほど、透磁率、トルク、損失、発熱を変化させる可能性があります。.
私たちのルールは明快で、プロジェクトがスケールアップするのであれば、プロトタイプが検討されている間にスケールアップのルートについて話す。.

カスタムステッパーモーターのラミネーションスタックでは、リードタイムは通常、バイヤーが考えているよりもラミネーションのアウトラインに依存しません。大型ドライバーは
より迅速なお見積もりをご希望の場合は、図面、材料リクエスト、スタックの高さ、年間数量、試作品の数量、ロータースタック、ステータースタック、またはその両方が必要かどうか、などを最初にお送りください。.
モーター・ラミネーションは一般的に、両面に絶縁被覆を施した薄い無方向性電気鋼板から作られる。正確な厚みとグレードは、損失目標、ツーリングルート、スタック設計によって異なります。.
ソリッドコアは循環電流が大きく、損失が大きいからです。ラミネート構造は層間電流経路を減らし、熱と効率をコントロールするのに役立ちます。.
はい、初期のサンプルや形状の検証には適しています。しかし、レーザーカットのサンプルは、エッジの状態が異なる方法で作成されるため、プレス加工された量産部品と自動的に同一として扱われるべきではありません。.
普遍的な最良の方法はない。溶接は強度を与える。インターロックは生産効率を上げる。ボンディングは、磁気性能をよりよく保護することが多いが、接着剤と硬化のコントロールが追加される。正しい選択は、スタックの高さ、ハンドリングの必要性、損失目標、生産量によって異なります。.
なぜなら、バリは見た目に影響するだけではないからです。バリはスタックの高さを乱し、組み立てを妨げ、ラミネーション間のショートパスを作ります。小型モーターでは、カットエッジのダメージがアクティブ・セクションに占める割合が大きいため、その影響が早く現れます。.
2D図面またはDXF、スタックの高さ、材料要求、年間数量、試作品の数量、およびご希望の接合方法が決まっている場合は、それをお送りいただくことをお勧めします。.
そうだ。ほとんどのプロジェクトでは、プロトタイプのルートがプロダクションのルートから離れすぎないように、両方の段階を一緒に見直すのがベターな方法です。.
を調達する場合 ステッピングモーターラミネートメーカー にとって ローターラミネーション, ステーターラミネーション, または完全なラミネーション・スタック、, 図面を送る とプロジェクト目標。.
我々は見直すことができる:
今すぐRFQを送信 図面レビューとカスタムステッパーモーターラミネーションプロジェクトに関する製造のフィードバックが必要です。.







